Какое сопло должно быть на краскопульте для покраски авто – Самостоятельная настройка краскопульта для покраски автомобиля. Давление воздуха, уровень подачи краски, диаметр сопла и правильная форма факела.
Самостоятельная настройка краскопульта для покраски автомобиля. Давление воздуха, уровень подачи краски, диаметр сопла и правильная форма факела.
Наиболее часто используемым инструментом автомаляра является краскопульт. Им наносят грунтовку, краску и лак. От выбора типа этого инструмента и правильной настройки краскопульта зависит и качество финишного покрытия кузова автомобиля. В этой статье мы постараемся разобраться с технологией калибровочных работ и научимся проводить тестовые замеры перед нанесением ЛКП на кузов авто.
Принцип работы покрасочного пистолета
Содержание статьи
Практически все модели краскораспылителей, которые применяются для покраски отдельных деталей машины или же кузова целиком в своей основе используют принцип пневматического распыления. Проще говоря, краска или лак подается по специальному каналу в краскопульте и под воздействием потока сжатого воздуха разбивается на мелкие частицы, далее материал выходит из сопла инструмента на большой скорости.
Таким образом, на выходе с воздушной головки образуется покрасочный факел из мелких частиц лакокрасочного материала, которые быстро движутся к обрабатываемой поверхности. Попадая на поверхность детали, эти частицы оседают на ней, создавая равномерный слой краски или лака.
Схема и основные узлы конструкции краскопульта
Чтобы произвести грамотную настройку краскопульта, вам нужно знать из каких деталей и узлов состоит этот инструмент и что за что отвечает при его работе.
Из основных составных частей можно выделить:
- каркас с каналами для подачи сжатого воздуха и покрасочных материалов, уровень подачи которых контролируется игольчатыми клапанами.
- рычаг спуска. Это кнопка, которая приводит в действие сам механизм.
- сопло краскопульта, в котором происходит смешивание воздуха и краски, в итоге образуется окрасочный факел нужного формата.
- емкость для краски в виде съемного бачка.
- винты для регулировки объема подачи воздуха от компрессора, или же краски. Подкручивая эти элементы, вы можете калибровать форму и размер пятна распыла.
Когда маляр нажимает на спускной клапан, сначала открывается канал подачи сжатого воздуха, а при дальнейшем нажатии начинает поступать и лакокрасочный материал.
Регуляторы и их функционал
При настройке краскопульта, для начинающих мастеров нужно понимать какие регулировочные винты есть и за что они отвечают. На примере краскораспылителя SATA мы покажем их функционал.
- Регулятор формы факела. В данном случае он расположен сбоку, на пистолетах других производителей они могут быть и в другом месте. Данный регулятор отвечает за форму и размер выходящего факела из краски.
- Регулятор подачи краски. Тут производится калибровка хода иглы, и таким образом происходит контроль подачи ЛКМ в канал.
- Регулятор подачи воздуха. Данный тип настроек есть не на всех краскопультах. В данном примере он расположен сзади под регулятором подачи материала, но часто его можно встретить и на рукоятке инструмента.
Суть настройки покрасочного пистолета сводится к поиску оптимального соотношения подачи сжатого воздуха и краски. Если все сделать правильно, то на выходе должен получиться равномерный окрасочный факел, который в свою очередь будет четко распределять материал на обрабатываемой поверхности.
Типы краскораспылителей
Основным параметром классификации покрасочных пистолетов является рабочее давление, которое поступает в инструмент из компрессора и которое выдается в результате на воздушной головке. Зачастую выделяют три группы оборудования по этой характеристике:
- конвенциональные. Это тип устройств, которые работают при высоком давлении воздуха.
- HVLP (High Volume Low Pressure). В этом случае используется большой объем поступающего воздуха и низкое давление.
- LVLP (Low Volume Low Pressure). Тут же используется низкий объем и низкое давление.
Если говорить о качестве и экономической целесообразности, то к покупке стоит рассматривать два последних типа устройств. HVLP и LVLP краскопульты работают при давлении 0,7 – 1,2 бара. В то время как конвенциональное оборудование распыляет материал под давлением 3 – 4 бара.
В чем же плюс HVLP и LVLP пистолетов? Они имеют значительно высший показатель переноса краски на деталь. Под низким давлением краска меньше превращается в бесполезную пыль и лучше переносится на саму поверхность кузова автомобиля. У краскопультов типа HVLP и LVLP этот показатель переноса составляет 65% – 70%. У конвенциональных типов всего 30% – 45%. Исходя из этого, вы существенно экономите материал, особенно это ощущается при нанесении дорогих красок под металлик или перламутр.
Если вы используете в работе краскораспылители SATA, то этот производитель для настройки краскопульта HVLP или LVLP типа изготавливает специальные воздушные головки с двумя манометрами. Такую насадку можно купить отдельно, но зачастую ее нет у начинающего маляра, поэтому мы будем рассматривать альтернативные варианты калибровки.
Настраиваем входное давление
Покупая инструмент, обратите внимание и на то, что производитель указывает оптимальное значения давления воздуха на входе в краскопульт. Этот параметр можно посмотреть в технической документации.
Настройку давления воздуха лучше всего производить согласно показателям манометра установленного на рукоятке краскораспылителя. Обосновано это тем, что выставив давление на компрессоре, оно непременно будет отличаться на входе в пистолет, поскольку будут потери в воздушном канале и фильтрах установленных в систему. Иногда показатель падает на 1 бар и больше, что может сказаться на качестве работы мастера. С манометром на рукоятке вы сможете получить более точные данные для настройки.
Ниже, мы рассмотрим несколько вариантов подбора нужного давления исходя из различных конструктивных особенностей краскопультов.
Вариант 1. С использованием манометра-регулятора.
Опираясь на схему, для лучшего понимания вам нужно будет провести следующие шаги.
- Открываем на максимум винты контролирующие подачу сжатого воздуха и размера окрасочного факела. При этом винт подачи краски может быть в любом положении и на данном шаге он нас не интересует.
- Далее жмем на спускной рычаг и ждем поступления сжатого воздуха. Удерживая кнопку краскопульта, прикручиваем регулировочный рычаг подачи воздуха и выставляем на манометре в рукоятке нужный показатель давления указанный производителем. В случае с HVLP и LVLP устройствами этот показатель будет около 1,5-2,5 бар.
- После выставления давления воздуха, полностью выкручиваем регулировочный винт, отвечающий за подачу материала. Опять нажимаем на кнопку и смотрим результат на тестовой поверхности. Но про тестирование инструмента мы поговорим ниже.
Вариант 2. Есть встроенный манометр.
В более дорогих и «нафаршированных» моделях краскопультов есть встроенный цифровой манометр, который еще больше упрощает настройку краскопульта для покраски автомобиля, особенно для новичков.
Тут технология следующая:
- Откручиваем винт регулятора размера факела полностью.
- Нажимаем на спускной клапан.
- Выставляем нужный показатель давления с помощью регулировочного винта подачи сжатого воздуха.
Вариант 3. Манометр без регулятора.
Такие случаи также бывают. Тут процесс будет следующим:
- На максимум открываем канал подачи воздуха.
- Также на максимум откручиваем и регулятор размера факела.
- Нажимаем кнопку на краскопульте.
- На редукторе компрессора или фильтр группе выставляем нужный показатель давления.
Вариант 4. Если манометр вообще отсутствует.
Это наименее точный способ настройки. Без измерительных датчиков вам будет сложно ориентироваться по давлению, поступающему в инструмент. Обычно мастера в таком случае «на глаз» выставляют параметры на компрессоре или же фильтр группе.
Тут можно учитывать примерные потери показателей при прохождении воздушного канала и фильтров. Так на воздушный канал диаметром 9мм и длиной около 10 м, могут припадать потери около 0,6 атмосфер, а в фильтрах около 0,3 – 0,5 атмосфер. Если фильтры забиты, то потери будут выше. Используя данную погрешность, выставляют и нужное давление на компрессоре.
Пошаговая инструкция:
- На максимум откручиваем регулятор подачи воздуха и размера факела.
- Нажимаем спускной рычаг.
- Выставляем на компрессоре давление согласно заданному производителем и накидаем сверху 0,9 – 1 бар.
- Тестируем полученный результат.
Вариант 5. Если краскопульт no name.
Часто можно встретить случаи, когда неопытный маляры покупают дешевый китайский краскопульты, у которых даже нет технической документации. Перед вами встанет задача подбора рабочего давления воздуха для этого инструмента, и тут вы потратите много сил и нервов для того, чтобы хоть немного настроить дешевый вариант краскораспылителя.
Для калибровки такого инструмента в бачок с материалом заливают эмаль. Далее полностью откручивают все регуляторы. Нажимают на клапан и, регулируя винт подачи воздуха, добиваются максимально ровной формы окрасочного факела. При этом сам краскопульт размещают на расстоянии около 15 см от тестовой поверхности. Когда вы получите «лучший из возможных» результат это и будет рабочим давлением.
Работать с копиями известных брендов будет практически не реально, так как опытные мастера говорят, что добиться равномерного факела фактически не реально и в любом случае будут «плевки» краской и наплывы. Лучше не экономить на оборудовании и сразу купить приобрести хороший инструмент.
Настройка размера факела краскопульта
На самом деле максимально равномерное покрытие получается при работе с максимальным размером окрасочного факела. Чем шире распыляемое пятно правильной формы, тем более равномерный слой ЛКП вы получите в результате, это в частности обусловлено и меньшим количеством проходов и переходов между ними.
Существуют и исключения в этом вопросе. Например, если вы осуществляете локальную покраску, или же обрабатываете места изгибов, труднодоступные детали и прочее. В таких случаях размер факела нужно регулировать, подкручивая отвечающий за это винт на корпусе краскопульта.
Регулируем подачу лакокрасочных материалов
При полной покраске кузова авто или же отдельных его деталей, лучшим решением будет полностью открыть регулятор подачи краски. В случаях частичной обработки поверхности или работы с труднодоступными областями деталей можно корректировать подачу материала согласно выставленных вами требований.
Учтите, что при максимально открученном регуляторе краски будет минимальный износ сопла и иглы покрасочного пистолета
Выбор диаметра сопла
На работу краскопульта с различными типами материалов напрямую влияет такая деталь как сопло и его диаметр. Тут работает формула: чем гуще материал – тем дюзу больше размера нужно вкручивать на инструмент.
Часть производителей в технической документации даже указывают, какой размер сопла использовать для материалов с различной вязкостью. Мы предоставим вам, примерные характеристики, на которые можно ориентироваться.
- базовая краска (эмаль) – 1,3 – 1,4 мм.
- акриловые эмали и лаки – 1,4 – 1,5 мм.
- грунтовка – 1,5 – 1,8 мм.
- жидкая шпаклевка – 2 – 3 мм.
- резиносодержащие покрытия (антигравий) – 6 мм.
Каждый мастер выбирает тот размер сопла, с которым ему удобно работать. Ведь чем меньше дюза, тем меньший расход материала и на выходе будет тоньше слой, но работать нужно будет дольше. Если брать больший диаметр сопла, то возможны подтеки материала на поверхности, и без практики нанесения краски или лака новичку будет сложно избежать дефектов.
Тестирование краскопульта
После того как вы провели предварительные настройки, вам нужно протестировать полученный результат на черновой поверхности, перед тем как начать работать с кузовом авто.
Существует три основных теста, которые маляра проводят перед началом работ, чтобы проверить корректность работы инструмента, и при необходимости немного его откалибровать.
- Тест на правильность формы отпечатка факела.
- Тест на равномерность распределения материала в факеле.
- Тест на качество распыления.
Давайте пошагово разберем каждый из них.
Тест на правильность формы отпечатка факела
Для начала в качестве тренировочной поверхности обычно используют лист бумаги, для этого его закрепляют на стене, чтобы удобно было тестировать оборудование.
Далее процедура следующая:
- Узнайте рекомендуемое расстояние удаленности краскораспылителя от рабочей поверхности, а это для типов HVLP и LVLP 15 – 20 см, а для конвенциональных аппаратов около 20 см. Поднесите инструмент на такое расстояние.
- Направьте воздушную головку перпендикулярно листу и на 1 секунду зажмите спускной клапан.
- Проанализируйте форму полученного отпечатка от факела.
Чтобы оценить результат мы приведем изображения того как должно быть и как быть не должно.
В идеале должна получиться форма вертикально вытянутого овала с равномерно распределенной краской по всей площади, при этом края могут быть немного размыты. Не должно быть выпуклостей и впадин на боковых частях овала, а также краска должна распыляться без просветов.
Причиной нарушения формы или однородности пятна факела является неправильная регулировка, и вам нужно подогнать настройки краскопульта. Если вы заметили наплывы краски в центре пятна или на краях, то попробуйте прикрутить винт подачи материала. Если же форма факела имеет вид восьмерки, то уменьшите входное давление. Форму в виде банана пятно получает за счет того, что забился один из каналов воздушной головки пистолета.
Тест на равномерность распределения материала в факеле
Для этой процедуры вам нужно развернуть краскопульт в горизонтальное положение, и на чистый лист бумаги, подвешенный на стене начать распылять краску. Распылять нужно до тех пор, пока материал не начнет стекать по листу вниз. По скорости стекания и расстояния между ними можно судить о равномерности распределения краски по всей площади, наносимой факелом.
Пример образцов, по которым вы можете сориентироваться приведен ниже на фото.
Тест на качество распыления
Этот тест имитирует реальный процесс нанесения материала на деталь машины. Нужно зажать спускной рычаг и провести по горизонтали краскопультом закрашивания несколько листов бумаги. Вы сможете опробовать инструмент в работе, определиться с размером сопла, если слой очень тонкий или слишком много «поливает».
На этом настройка краскопульта для авто завершена и можно приступать к работе.
Видео об универсальной калибровке инструмента фирмы Walcom.
Выводы. С помощью такой настройки вы сможете подстраивать инструмент под различные типы краски и под лак, которые имеют разную вязкость состава. Старайтесь подходить к вопросу комплексно, проверяя все опции перед началом работ, и не экономьте на инструменте.
Видео настройки китайского пистолета девилбис.
Дополнительные полезные материалы
Настройка краскопульта Walcom.
Формы отпечатков факела и рациональность их использования.
На этом процесс настройки краскопульта завершен, и можно приступать к работе. Напишите в комментариях как вы проводите настройку своего покрасочного пистолета, и какие нюансы являются наиболее важными.
как настроить для покраски автомобиля, регулировка краскопульто с верхним и нижним бачком, какое давление нужно
Покраска автомобиля может проводиться не только специалистами, краскопульт поможет выполнить эту работу новичку. Это нехитрое приспособление особенно выручит для окраски отдельного участка. Для хорошего результата нужно провести настройку. Это ответственный этап, от которого зависит, как хорошо «ляжет» краска.

Общие правила настройки
Кажется, что пользоваться краскопультом просто – достаточно подключить его и распылять краску. Однако делать это нужно правильно, отрегулировав устройство. Если этого не сделать, на поверхности образуются брызги, подтеки и просто неравномерное нанесение.
Настройка состоит из нескольких действий:
- Подготовка расходного материала: смешать выбранные смеси и растворы по инструкции на упаковке.
- Провести регулировку факела.
- Установить нужное давление.
- Зафиксировать нужную подачу.
Только мастера могут действовать «на глаз», не используя вспомогательные приспособления. Новичкам же придется проделать аккуратно все этапы. Для проверки правильности регулировок нужно взять лист маскировочной бумаги для пробного распыления.
Регулировка факела
Регулировка факела отвечает за площадь распыления. Если красить нужно большую поверхность, можно выставлять максимальное (близкое к нему) значение. Если необходимо сочетать несколько цветов или окрасить узкий участок, параметр уменьшают. Размер факела изменяется с помощью регулятора – его нужно крутить. Но важнее понять, насколько нужно установить факел.
Если выкрутить ручку на максимум, слой напыления может быть слишком тонким – на краях поверхности краска будет слишком сухой. Возможен перерасход материала – это лишние деньги и работа по замешиванию. Лучше всего выкрутить регулятор на максимум, а потом чуть уменьшить его.
Обычно факел держат в вертикальном положении, но для прокраски узких мест можно изменять его угол, вплоть до горизонтального положения. Ставить факел на слабое распыление не рекомендуется – высокая концентрация приведет к подтекам и полосам.
Настройка входного давления
Напор выброса краски из сопла определяется давлением воздуха – его регулирует специальный клапан. Слишком сильное давление приведет к появлению гиреобразной формы вместо овальной. Границы будут размытыми, брызги вылетят за границу контура. А слабое давление, как легко понять, образует плотный сгусток краски, которая ляжет слишком толстым слоем.
Нужное давление для краскопульта подбирается следующим образом:
- Открыть полностью клапан.
- На расстоянии 25-30 см сделать пробное распыление на поверхность.
- Понижать регулятор, пока пятно не приобретет правильную форму с однородным слоем.
Если брызги устранить не удается, краскопульт «плюется», а не распрыскивает, устройство засорилось. Естественно, такой проблемы с новым приспособлением быть не может.
Подача краски
Единственный способ новичку отрегулировать подачу – метод проб и ошибок. Опрометчиво установить этот параметр «интуитивно», а затем израсходовать весь материал за считанные секунды. Нет, сначала нужно закрыть клапан – краска в таком положении не распыляется. Теперь провернуть регулятор на два оборота, провести распыление на бумаге. Пока след не будет очень близким к ровному и однородному, останавливаться нельзя. Бумага лучше впитывает жидкость, чем металлический кузов.

Расстояние до поверхности
В этом вопросе мастера не единогласны – одни утверждают о расстоянии в 10 см, другие – до 30 см. Разница объясняется разными моделями. Придерживаться нужно определенных рекомендаций: 10-15 см для HVLP, для LVLP чуть дальше (15-20 см), и, дальше всего (20-25 см), для конвенциональных распылителей (HP).
Особенности настройки для краскопультов с разным расположением бачка
У краскопультов расположение бака может быть либо снизу, либо сверху. Проще устройство с нижним баком, ведь оба вида имеют принципиальные особенности:
- Краскопульт с верхним баком подойдет для работы с вязкой краской. Но использовать его непросто: нужно всегда держать его под одинаковым углом, что непросто при долгой работе. Смена материала также трудоемкий процесс, поэтому бак нужно расходовать полностью.
- Наиболее практичным представляется устройство с нижним бачком. Единственный минус – он не годится для работы с очень вязкой краской.
Расположение бака над ручкой неудобно и с точки зрения усталости: если бак снизу можно поддержать рукой, сверху это сделать сложнее. Таким образом, довод в пользу краскопульта с верхним баком один – если используется вязкая краска.
Как пользоваться
Раньше краскопульты были механическими и довольно громоздкими – к ним в комплекте нужен был насос, через шланг от которого нагнетался воздух. Сейчас используют электрические и пневматические устройства. Первые работают с помощью встроенного компрессора или под действием поршня. Вторые применяются для окраски больших площадей – для них требуется мощный компрессор.

Для пневматического краскопульта особенно важно проверить соединение шланга!
После сборки и настройки можно приступать к окрашиванию:
- Чтобы продуть сопло, нужно провести пробный проход. Если во время настройки распыление проводилось неоднократно, можно пропустить этот этап.
- Держа краскопульт вертикально, начать распыление – краска должна наноситься под прямым углом. Покрывать поверхность нужно сверху вниз – это касается первого слоя.
- При обработке больших площадей полосы – неизбежное зло. Чтобы они были менее заметны, при прокрашивании их края должны накладываться друг на друга.
- Обычно требуется 2-5 слоев – все зависит от поверхности и состава смеси. Наносить новый слой нужно только после высыхания предыдущего!
Чтобы поверхность получилась однородной, нанесение новых слоев должно быть перпендикулярно прежнему. Важно соблюдать технику безопасности – помещение проветривать, кожу и слизистые защищать.
Как настроить для покраски авто под металлик и лак
Регулировка краскопульта для покраски автомобиля не отличается от общих принципов. Гораздо важнее выбрать краскопульт в соответствии с видом покраски – под металлик или в лак? В первом случае размер сопла должен составлять 1,2-1,3 мм, во втором – 1,4-1,6 мм. Конечно, перед нанесением нового материала поверхность кузова должна быть выровнена и избавлена от остатков старого покрытия.

- Скорость покраски в оптимальном режиме составляет 3-4 см в секунду: отклонять от этой цифры в любую сторону не рекомендуется. Держать краскопульт нужно строго вертикально, перемещать не рывками, а плавно.
- Важно придерживаться одинакового расстояния при распылении! Об оптимальных цифрах было сказано выше, диапазон 20-30 см почти всегда верен.
- Отклонять устройство в сторону не рекомендуется: если рука устала, лучше отдохнуть. Конечно, минимальные колебания будут, но при сильном искажении это приведет к неравномерному распределению.
- Первый слой наносится горизонтально, второй – вертикально. Полосы должны смещаться на 3-6 см, между слоями должно быть полное высыхание, никакой адгезии!
- При напылении на края не нужно беречь краску, отклоняя устройство от вертикального положения. Лучше израсходовать немного излишка, чем получить плохой результат.
Важно, чтобы факел имел овальную форму и не превышал 30 см в ширину. В противном случае нанесение будет неоднородным, с подтеками и шелушением по краям.
Настройка краскопульта для начинающих может показаться сложной, если не придерживаться определенной схемы действий. Для правильной работы обязательно понадобится лист для пробных распылений и приспособление с нужным размером сопла и факела. Выбор конкретного устройства диктуется площадью работы и степенью вязкости.
Настройка краскопульта для покраски (инструкция с фото и видео)
Покраска авто, мебели, техники и многих других элементов, подразумевает создание высококачественного, равномерного слоя, без подтеков и неровностей. Справиться с подобной задачей, по силам специальному пневматическому распылителю, подключенному к компрессору достаточной производительности. Однако, для получения достойного результата, обычного подключения будет недостаточно. Чтобы пульверизатор раскрыл свой потенциал максимально, его необходимо правильно настроить, установив оптимальное давление и прочие показатели. Далее, мы подробно расскажем, как отрегулировать краскопульт и провести пробную покраску, полностью подготовив его к эффективной работе.
Регуляторы и их назначение
Для успешной калибровки любого устройства, следует знать, какие элементы его конструкции отвечают за изменение рабочих показателей. От четкого понимания назначения и принципа действия данных элементов, напрямую зависит эффективность настройки конфигурации инструмента. К счастью, регулировка краскопульта, не представляет большой сложности и сводиться к вращению 2х-3х вентилей (в зависимости от модели), о которых мы расскажем далее.
Регулятор размера факела
Винтовой элемент, изменяющий положение стержня с конусообразным наконечником, напоминающий толстое шило. Регулирует напор воздуха идущий в голову инструмента, путем приближения или отдаления стержня от пропускного отверстия. Чем дальше от сопла располагается наконечник, тем более сильный напор воздуха попадает в голову, создавая факел больших размеров. Приближение стержня, наоборот, ограничивает поток, уменьшая его влияние на формирование факела. Максимальный размер факела, представляет собой вытянутый овал, а минимальный, превращает его в точку.


Подача материала
Перетекание краски из бачка в сопло перекрывает специальная игла, чей конусообразный наконечник, плотно прилегает к внутренним стенкам сопла. При полном нажатии на курок, игла слегка отодвигается, позволяя материалу попасть на голову краскопульта и разбиться на миллионы мельчайших капелек под напором воздушного потока. Винт подачи материала регулирует расстояние, на которое будет отодвигаться игла. Минимальная подача краски, означает, что зазор между конусом и стенками сопла очень мал и не способен пропустить большое количество смеси. Максимальное значение регулировки, наоборот, говорит о том, что игла отодвигается на большое расстояние, полностью открывая выход на воздушную голову.

Подача воздуха
Основополагающая настройка оптимального значения входного давления, необходимого для правильной работы инструмента. Не смотря на всю важность, не все модели оснащаются встроенным винтом, вынуждая владельцев прибегать к использованию сторонних редукторов (манометров с регуляторами). Благо, все больше современных краскопультов, имеют возможность изменения подачи воздуха, без необходимости подключения сторонних устройств. В отличии от настроек факела или подачи материала, которые можно регулировать исходя из своих потребностей, объем подаваемого воздуха должен иметь единое значение, указанное производителем в технической документации. Уменьшение или превышение оптимального порога, исказит форму факела, сделав его непригодным для профессиональной работы.


Настройка давления на входе
Уровень давления воздушного потока оказывает непосредственное влияние на форму факела, где его превышение деформирует пятно в гантель-образную восьмерку, а недобор гарантирует скопление краски в центре, но с уменьшенной на 60% площадью покрытия. От значения данного параметра, зависит качество и равномерность распыления материала инструментом. Многие новички, не понимая, как настроить краскопульт, начинают покраску сразу после подключения к компрессору, чем нередко доставляют себе серьезные неудобства. Существует несколько способов установки оптимальной подачи воздуха, применяемых к разным жизненным ситуациям.

Точное значение давления, требуемого Вашему инструменту для правильной работы, можно найти в технической документации. Число с приставкой «bar» или «атм», часто указывают на упаковках инструмента, а иногда, даже на корпусе пистолета.
Настройка с манометром
Самый точный и рекомендуемый способ настройки входного давления краскопульта. Требует наличия цифрового или стрелочного манометра, подключенного между шлангом и рукояткой пистолета. Некоторые современные модели оснащены встроенным электронным манометром и подключения дополнительного оборудования не требуют. Для большинства же инструментов, особенно бюджетного класса, данным измерительным прибором обзавестись стоит. Выполнить настройку подаваемого воздуха, можно достаточно просто, следуя простым шагам представленной ниже инструкции.

- Поверните против часовой стрелки до упора, винты регулировки воздуха и размера факела, выставив их на максимальное значение. Подачу краски роли не играет и её трогать не стоит.
- Наблюдая за датчиком манометра, нажмите на пусковой рычаг для открытия клапанов и зафиксируйте показания давления на приборе. Если полученные данные ниже требуемых показателей, откручиваем регулировочный винт на редукторе или пистолете (если он встроен). При повышенных значениях, наоборот, закручиваем.
- Когда поток воздуха настроен, открываем подачу краски на максимум. Остается провести тестовое окрашивание и можно приступать к полноценной работе.

Настройка без манометра на краскопульте
Менее точный, но просчитываемый способ установки оптимального входного давления для работы устройства. Если среди пульверизаторов, всего 15% моделей комплектуют встроенным или съемным манометром, то наличие этого важного элемента у компрессора обязательно в 100% случаев. Именно исходя из показателей выходного давления ресивера компрессора, можно определить, сколько атмосфер будет на выходе из воздушного шланга (или входе в краскопульт).

Вычисления снижения давления основывается на простейшей формуле “давление на манометре компрессора, минус теряемое в шланге и фильтре, равно входное давление для краскопульта”. К примеру: напор воздуха на выходе из компрессора составляет 3 атмосферы и проходит через 15-ти-метровый воздушный шланг, диаметром в 9 мм и водоотделитель. Как можно увидеть в приведенной ниже таблице, шланг таких размеров, снизит давление на 0.6 атмосферы, а водоотделитель на 0.3. Вычитаем эти данные из первоначального давления (3 атм) и определяем объем воздуха, получаемого краскопультом (1.9 атм).


Чистые воздушные фильтры, снижают в среднем 0.3 – 0.5 атм. В забитых давление падает гораздо сильнее.
Этапы процесса настройки:
- Устанавливаем на максимум размер факела, и открываем на полную подачу воздуха (если предусмотрена на устройстве).
- Выполняем расчет примерного снижения давления, исходя из имеющихся элементов. 15 м воздушного шланга (9 мм) и чистого фильтра. Давление упадет порядка 1 атм и (к примеру) для подключения краскопульта SATA JET 4000 B RP (2.0-2.2), потребуется подкрутить вентиль компрессора до значения 3.0 – 3.2 атмосферы.
- Если полученное ориентировочное давление будет искажать форму факела, его можно слегка снизить или повысить, проведя несколько тестовых распылов.

Далеко не каждый приобретает инструмент исключительно у официального поставщика. Порой такую покупку совершают на рынках и неизвестных сайтах, где высока вероятность нарваться на откровенно безобразные подделки, в коих отсутствует обычная техническая документация. Но и на таком, преданном создателем краскопульте, можно установить оптимальное входное давление. Возиться придется подольше чем с манометром, но приемлемого результата добиться реально (если сам инструмент исправен).
- Сначала, устанавливаем подачу воздуха, материала и размер факела на максимум.
- Заливаем в бачок лакокрасочный материал подходящей вязкости.
- Проводим секундные распылы на тестовую поверхность, периодически снижая подачу воздуха до получения отпечатка наиболее ровной формы.
Размер факела и подача материала
Когда входное давление краскопульта установлено на оптимальное значение, можно переходить к менее значимым, но тем не менее важным настройкам. Количество подаваемого материала и размер факела, оказывают непосредственное влияние на эффективность окрашивания: от количества проходов, до толщины нанесенного слоя. В большинстве случаев, данные параметры устанавливаются на максимум, но в некоторых ситуациях, принимают иные значения. Чтобы более ясно понять, как отрегулировать краскопульт под определенные задачи, рекомендуется ознакомиться с особенностями этих настроек.
Регулировка подачи материала, изменяет количество краски, которое будет поступать на воздушную голову при нажатии курка. Увеличение или уменьшение параметра, повлияет лишь на насыщенность факела и толщину нанесенного слоя. Позволяет сэкономить ЛМК в ситуациях, когда достаточно тонкого распыления. Оптимальное соотношение подачи краски к размеру факела, достигается установкой обеих этих настроек на максимум.
В 95% случаев, владельцы краскопультов устанавливают подачу материала на максимум. Это обусловлено повышенной эффективностью работы, и уменьшением износа сопла и иглы.
Размер факела влияет не только на площадь распыления, но и на качество слоя, а также общую эффективность работы. В основном, данный параметр выставляют на максимум, что позволяет быстро покрывать большие области, делая при этом меньше проходов. В связи с уменьшением проходов, уменьшается количество нахлёстов краски и повышается общая однородность слоя. Уменьшать размер факела, рекомендуется при локальной покраске, когда обрабатываемая поверхность имеет небольшие размеры и не позволяет распылять ЛКМ по большой площади.


Регулируя размер факела, подгоняйте под него и подачу краски. В противном случае, при нанесении, могут образовываться серьезные подтеки из-за избытка материала.
Выбор сопла
Настройка оптимальной работы краскопульта не основывается на одних только регуляторах. Немаловажной частью данного процесса, является выбор правильного сопла, способного пропускать через себя материалы определенной вязкости. Чем больше диаметр центрального отверстия сопла, тем более густую смесь через него можно подавать. Если Вы хотите разобраться, как настроить пулевизатор для покраски высокого качества, уделять внимание данной детали определенно стоит.
Определить, какой размер дюзы необходим для распыления лакокрасочного материала, можно из информации, указанной на его емкости. Практически каждый, более-менее крупный производитель ЛКМ, указывает требуемый диаметр сопла в миллиметрах с десятыми долями (1.4, 1.5, 2.0, 3.0 и т.д.). Среди самых распространенных типов покрытия, распыляемого краскопультом, можно выделить:
- «Металлик» и другие базовые эмали – 1.4 мм
- Грунты -1.4 мм
- Бесцветные лаки – 1.5 мм
- Эпоксидные грунты – 1.8 мм
- Жидкие шпаклевки – 2.5 мм
Выбор сопла может исходить из «стиля» работы мастера. Одни предпочитают делать тонкий слой, а другие любят конкретно заливать деталь смесью. Если Вы только новичок, лучше использовать средние размеры сопел, рекомендуемые изготовителем краски.
Тестовое распыление
Отрегулировав свой краскопульт и подобрав оптимальное сопло, не спешите приступать к покраске требуемого объекта. Чтобы удостовериться в правильности настройки, проведите несколько тестовых распылов на бумаге, картоне или другой вертикальной поверхности, которую не жалко замарать. Провести данную процедуру необходимо, для оценки формы факела, равномерности нанесения и распределения материала по его площади. Наиболее важным тестом, считается проверка формы, и его мы рассмотрим первым.Форма отпечатка факела краскопульта, в идеале, представляет собой вытянутый овал со слегка размытыми краями. Ширина может варьироваться в пределах 200-400 мм. Перенос краски должен быть равномерный по всей площади распыления и образовывать ровный отпечаток, без впадин и скосов.

При распылении, краскопульт требуется держать на определенном расстоянии: 10-15 см для HVLP, чуть дальше (15-20 см) для LVLP, и максимально далеко (20-25 см) для конвенциональных распылителей (HP). Открывать подачу краски, требуется не более чем на секунду.
Если факел Вашего краскопульта имеет вышеприведенные искажения, следует знать, что они вызваны неотрегулированным напором воздуха, забитостью или браком сопла. Гантелеобразная форма восьмерки говорит о повышенной подаче воздуха, исправляется понижением входного давления. Слишком большое скопление краски в центре, снижается путем подкручивания соответствующего регулировочного винта. При засорении или браке одного из отверстий воздушной головы, пятно факела принимает форму банана, устраняемого чисткой или заменой элемента.
Распределение краски по площади распыленного пятна влияет на равномерность слоя и проверяется достаточно просто. Для этого, поворачиваем воздушную голову на 90° (для горизонтального распыления), и нажимаем спусковой курок на 2-3 секунды, пока не пойдут подтеки. Если капли располагаются равномерно и имеют одинаковую длину, значит разброс молекул краски исправен и не требует дополнительной калибровки. Если подтеки преобладают в центре или с боков, следует отрегулировать подачу воздуха или материала.


Качество распыления представляет собой некий субъективный показатель эффективности пневматического краскопульта и определяется исходя из размера капель, перенесенных на объект. Величина частиц смеси может изменяться, увеличиваясь от низа к верху. Повышение входного давления, усиливает рассеивание краски и уменьшает величину слоя, делая его шероховатым и «сухим». Чтобы слой краскопульта не вызывал нареканий, используйте оптимальное рабочее давление. Сохраните эту страницу в своей соц. сети и вернитесь к ней в удобное время.
Настройка краскопульта для покраски автомобиля |
 SONY DSC
SONY DSCЗдравствуйте читатели блога kuzov.info!
В этой статье рассмотрим основы настройки краскопульта для покраски автомобиля.
Смысл похож на открывание замка сейфа с определённой комбинацией: вращение отдельных дисков кодового замка не даст ничего, только при полном совпадении всей комбинации дверца открывается.
Большинство покрасочных пистолетов имеют 3 базовых регулировки, которыми можно настроить краскопульт на оптимальное распыление какого-либо материала. Это подача краски, подача воздуха и регулировка формы факела.
Как работают регуляторы краскопульта?

- Регулятор подачи краски находится сразу за иглой. Настройка происходит поворотами по часовой стрелке (уменьшение подачи краски) и против часовой стрелки (увеличение подачи краски). Регулировка подачи краски влияет на расположение иглы. Чем больше выкручено оборотов от полностью закрученного состояния, тем больше игла отодвигается назад от головки распылителя, и тем больше проходит краски через сопло при нажимании курка краскопульта.
- Регулятор формы факела обычно располагается сбоку корпуса покрасочного пистолета. Он регулирует количество воздуха, который проходит по воздушным отверстиям, расположенным на выступах головки распылителя. Воздух, который выходит из этих отверстий помогает придать форму выдуваемой краске и формирует факел. С полностью открытым регулятором формы факела, воздух будет равномерно распределяться во все воздушные каналы головки распылителя. Получается овальный сигарообразный факел. Если Вы начнёте закрывать этот регулятор, то это начнёт ограничивать воздух, который проходит через отверстия, расположенные на выступах воздушной головки распылителя. Когда Вы полностью закрываете регулятор факела, то получится факел в форме круглого пятна.
- Регулятор подачи воздуха могут иметь не все покрасочные пистолеты. Регулировкой подачи воздуха можно произвести более тонкую настройку подачи воздуха, после выставления необходимого давления. Обычно, регулятор подачи воздуха должен быть открыт полностью. Давление выставляется регулятором с манометром, который встраивается между шлангом и краскопультом. Регулятор подачи воздуха настраивает количество воздуха, которое выходит из отверстий в головке распылителя и расщепляет краску на маленькие капли.
Как настроить краскопульт для покраски автомобиля?
Цель настроек — добиться «облака» при распылении. Это будет говорить о хорошем расщеплении краски воздухом.
Вообще, нужно вывести свою технику настройки краскопульта. Смысл такой, что нужно начать с основных рекомендаций, а со временем экспериментировать и настраивать краскопульт так, как Вам удобнее.

Регулятор подачи воздуха
Когда этот регулятор полностью закручен по часовой стрелке, то подача воздуха закрыта. Можно экспериментальным путём отрегулировать подачу воздуха. Слишком большая подача воздуха может дать излишний переопыл. Также, будет получаться сухое ЛКП.
Слишком маленькая подача воздуха может быть причиной плохого расщепления воздухом краски на мелкие капли. Будут заметны крупные капли на поверхности при распылении. Не будет образовываться правильного «облака» распыления.
Многие маляры используют регулятор давления, который устанавливается на входе воздушного шланга в покрасочный пистолет. Это самый корректный способ поставить рекомендованное для распыления давление воздуха. Если использовать регулятор, который стоит на компрессоре, то нужно помнить, что на каждый метр воздушного шланга происходит падение давления. То есть выставленное на компрессоре давление будет отличаться от давления, которое будет на краскопульте.
Регулятор подачи краски
Поворачивая регулятор подачи краски по часовой стрелке, сокращается подача краски.
Настройку этого параметра лучше производить, выкрутив на максимум подачу краски и факела. Теперь, чтобы выставить нужное давление, нужно нажать на курок наполовину, так, чтобы пошёл воздух. Теперь на регуляторе давления, который идёт на входе в пистолет, выставляете нужное давление. Теперь можно нажать курок сильнее, чтобы начала распыляться краска. Нужно сделать пробное распыление на какую-нибудь поверхность для тестирования (к примеру, маскировочную бумагу) и посмотреть, как выглядит распылённая краска. После изменения факела, нужно снова проверить давление воздуха, так как оно поменяется при сокращении ширины факела. Теперь нужно настроить подачу краски.
Если подача слабая, то потребуется много времени для нанесения краски на поверхность. Если подача слишком большая, то может возникнуть проблема с недостаточным объёмом воздуха для распыления большого объёма поступающей краски.
При увеличении подачи краски, нужно увеличивать подачу воздуха и скорость движения краскопульта во время покраски. Обе эти регулировки влияют на скорость покраски поверхности.
Некоторые маляры выкручивают подачу краски полностью, при этом ускоряя движение краскопульта при покраске и немного увеличивая расстояние до поверхности. Преимущество такой настройки в том, что у Вас гарантированно будет хорошо укрывать и растекаться краска и лак при любой температуре. Недостатком является то, что при недостаточном навыке можно наделать подтёков.
Регулятор формы факела
Этот регулятор изменяет форму факела при распылении.
Некоторые маляры выкручивают регулятор факела полностью, но есть некоторые тонкости при такой настройке. Наблюдается эффект сухости краски на краях факела. Также, недостатком может быть небольшой перерасход материала. Поэтому нужно выкрутить регулятор полностью, а потом немного закрутить обратно.
Слишком маленький факел, распылит слишком много краски в концентрированном месте. Это повлечёт за собой подтёки и полосы при окраске. Уменьшение факела должно сопровождаться уменьшением подачи распыляемого материала.
 Сигарообразная форма факела
Сигарообразная форма факелаШирокий овальный факел позволяет окрашивать площадь быстрее и равномернее. Если ширина факела маленькая, то нужно сделать больше проходов, чтобы покрасить поверхность, а также в таком факеле концентрируется больше краски и возникает опасность подтёков.
Можно вращать головку распылителя и тем самым менять угол факела. Чаще всего используется факел в вертикальном положении, но также может быть применено горизонтальное положение факела. Это может понадобиться при окрашивании вертикальных узких деталей.
Настройка зависит от того, какая работа предстоит. Если Вы хотите загрунтовать небольшую площадь, то Вам нужен будет небольшой факел, чтобы опыл от грунта не разбрызгивался повсюду. При покраске всей детали целиком, факел должен быть широким, чтобы нормально нанести краску и не наделать полос.
Пробное распыление
Приклейте отрезок маскировочной бумаги на стену. На нём Вы сможете сделать пробные распыления.
Выставьте необходимое давление на краскопульте, используя регулятор. Нужно выставлять давление при нажатом курке. Сначала полностью закройте подачу воздуха, нажмите курок до состояния, когда выдувается воздух, но не краска. Далее выставьте нужное давление так, чтобы оно не менялось при выдуваемом воздухе. Далее можно отпустить курок и ваш пистолет будет настроен на необходимое давление и объём воздуха.
Теперь выкрутите на максимум регулятор ширины факела, а потом немного убавьте. После изменения факела, немного изменяется давление на входе в пистолет, поэтому нужно его подкорректировать.
Теперь закрутите полностью регулятор подачи краски. Далее откройте его на 2 полных оборота (4 полуоборота).
Можно начинать пробное распыление
Держите пистолет перед бумагой для пробного распыления ровно, на расстоянии 15–20 см. Теперь полностью нажните на курок и сразу отпустите. Тестовое распыление должно выглядеть в форме «сигары» с полным прокрасом внутри и с плавными краями по бокам (см. иллюстрацию).
Какие могут быть проблемы при тестовом распылении и в чём их причина?

Центр должен быть полностью окрашен без подтёков. Если возникают подтёки, то, возможно, краскопульт слишком близко от поверхности, либо долго распыляется краска во время теста. Если расстояние и время тестового распыления в норме, то краскопульт отрегулирован на слишком большую подачу краски. Нужно немного убавить подачу.
Нужно, чтобы покрасочный пистолет распылял как можно более мелкие капли, при этом сохранял хорошую укрывистость.
Слишком большое давление воздуха при покраске будет причиной формирования слишком маленьких капель, и краска будет разлетаться повсюду. При избыточном давлении происходит перерасход распыляемого материала. Та краска, которая долетает до поверхности, формирует сухое покрытие, которое выглядит матовым и блеклым. Высокое давление при распылении может быть причиной формирования факела в виде цифры 8. Такой факел оставляет полосы при окрашивании.
При слишком маленьком давлении капли получаются большими, что становится причиной крупной шагрени при покраске (эффект «апельсиновой корки»).
Другие факторы, влияющие на характеристики распыления
Есть другие факторы, которые влияют на характеристики распыления, которые не связаны с регулировками краскопульта.
Разбавление краски
Когда краска разбавлена, то её легче распылять, но разбавление влияет на скорость сушки. Слишком много разбавителя может вызвать проблемы в конечном результате. Обычно, не должно быть разбавителя в краски более 10%.
Расстояние от поверхности
Обычно рекомендуется расстояние от поверхности порядка 30 см. Это расстояние можно варьировать, в зависимости от вязкости краски. Если краска разведена жидко, то можно немного увеличить дистанцию от поверхности.
Скорость движения краскопульта
То, как быстро движется покрасочный пистолет, влияет на количество жидкости, которое наносится на поверхность в момент времени. При медленном движении будет формироваться более толстый слой. Быстрое движение краскопульта будет давать более тонкий слой. При слишком быстром движении плёнка ЛКП может не сформироваться, так как краски на поверхности будет мало и её капли не будут сливаться друг с другом. Но, опять же, всё зависит от настроек краскопульта и вязкости краски. Если краска разведена жидко и подача краски выкручена на максимум, то быстрая скорость движения краскопульта во время покраски – это необходимость.
[adsp-pro‑4]
Печатать статью
Ещё интересные статьи:
Тонкая настройка краскопульта для максимально эффективной покраски поверхности
 Как настроить краскопульт – главное, что необходимо знать мастеру, перед тем как начать работать с инструментом. И эта общая задача включает в себя четыре отдельных условия. Грамотный подход к решению всех пунктов и определяет конечный результат процесса нанесения красящего состава на поверхность.
Как настроить краскопульт – главное, что необходимо знать мастеру, перед тем как начать работать с инструментом. И эта общая задача включает в себя четыре отдельных условия. Грамотный подход к решению всех пунктов и определяет конечный результат процесса нанесения красящего состава на поверхность.
Существует ряд основных факторов, влияющих на качественное распыление краски. Чтобы процесс нанесения был максимально эффективен, необходимо перед началом работы выполнить ряд обязательных операций. А именно:
- Подготовить краску к работе
- Выставить оптимальный размер факела
- Подобрать требуемое давление воздуха
- Отрегулировать подачу краски
Если все настройки выполнены правильно, краска ляжет идеально ровным слоем без потеков и наплывов. При неверно выставленных параметрах покрытие будет некрасивым и долгосохнущим. Сам процесс работы с краскопультом окажется трудоемким и займет больше времени.
Подготовка краски к работе
Для правильной подготовки краски к нанесению потребуется отдельная пластиковая емкость или мерная линейка. Обычно производители указывают на упаковке пропорции, в которых смешивается смесь с активатором. Так, например, маркировка 2х1 указывает на необходимость смешивания двух частей объема краски с одной частью объема активатора.
Для точного пропорционального смешивания нужна мерная линейка. Если она отсутствует, можно воспользоваться пластиковой емкостью. На нее следует нанести равномерную градуировку, которая поможет точно отмерить пропорциональные части отвердителя и самого окрасочного материала.
Для эффективного распыления и получения эстетичного привлекательного глянца важен такой фактор, как уровень вязкости состава. Чтобы добиться требуемого показателя, к активированной краске добавляется растворитель. Здесь могут возникнуть сложности, поскольку не все изготовители указывают в инструкции рекомендованное соотношение красящего средства с растворителем.
Опытные специалисты готовят смесь на глаз, добавляя второй компонент маленькими порциями и наблюдая за консистенцией. Новичкам лучше всего уже при покупке краски подобрать окрасочный материал с подробной инструкцией по смешиванию. Если на банке указано, например, 2х1+10% – это означает, что к краске, активированной в соотношении «два к одному», прибавляется 10% растворителя от общего объема.

Когда планируется покрасить поверхность с эффектом «металлик» или с дополнительной защитой от внешних факторов, делается двухслойное покрытие. В этом случае сначала наносится базовая краска, а после этого – акриловый лак.
Подготовка акрилового лака проводится в соответствии с инструкцией производителя. Составные части смешиваются в тех пропорциях, которые указаны на конкретной упаковке. При двухслойном покрытии нет необходимости активировать краску. Ее высыхание обеспечивает испаряющийся растворитель.
Устройство краскопульта и этапы подготовки к работе
Современный краскопульт устроен таким образом, что все необходимые для работы параметры можно оптимально отрегулировать. В конструкцию инструмента входят следующие детали:
- Бачок для краски с фильтром (может иметь емкость 100 или 250 мл)
- Сопло с отверстиями для разбивки краски
- Регулятор подачи краски
- Рукоятка с удобным захватом
- Регулятор пятна распыления (плоская и круглая разбивка)
- Сопло со стальной иглой и пневматическим двойным диффузором
- Регулятор подачи воздуха
Итак, три предусмотренных конструкцией регулятора позволят произвести правильную подготовку и настройку инструмента. Как регулировать краскопульт?
Прежде всего, в бачок наливается краска. После этого начинается непосредственно сам процесс настройки. Для этого нужно иметь под рукой какую-либо тестовую вертикальную поверхность для проб. Чаще всего используют стену, на которую закрепляют лист ватмана.
Регулировка размера факела
 Настройка начинается с выставления оптимальной ширины факела. При этом следует руководствоваться размером площади окрашиваемой поверхности. Если делается узкий цветовой переход или обновляется небольшой участок, выбирают маленькую ширину факела, пробуя распылять струю на ватмане до подходящего параметра.
Настройка начинается с выставления оптимальной ширины факела. При этом следует руководствоваться размером площади окрашиваемой поверхности. Если делается узкий цветовой переход или обновляется небольшой участок, выбирают маленькую ширину факела, пробуя распылять струю на ватмане до подходящего параметра.
При полной окраске автомобиля или отдельной детали предпочтительнее максимальная ширина факела. Это даст равномерное нанесение и оптимальную скорость процесса. Важно знать, что одновременно с уменьшением ширины факела необходимо снижать и воздухоподачу.
Настройка подачи давления
Подбор оптимального давления воздуха – более сложный этап настройки. Дело в том, что этот параметр для каждого случая индивидуален. Выбор зависит и от конкретной модели инструмента, и от типа используемого ЛКМ, и от показателя вязкости. Поэтому на листе ватмана делается несколько пробных коротких выпрысков с плавным добавлением показателя давления воздуха. Первый отпечаток, полученный от короткого (секундного) выпрыска, внимательно рассматривается на предмет расположения и размера капель, формы, выступов и впадин, разбрызгивания в верхней и нижней частях рисунка.
- Текущие капли, крупные плотные пятна краски на листе – результат недостаточного давления
- Образовавшаяся на листе восьмерка – показатель избыточного давления
- Отпечаток, напоминающий очертаниями банан, толстый полумесяц, грушу – признак неисправности или загрязнения воздушной головки, сопла или дюзы
В процессе проб нужно добиться красивой растянутой формы факела без уплотнений, потеков и вкраплений. Пробные выпрыски краски на лист лучше всего делать с расстояния 25-30 см. При чистовой окраске прибор держат на том расстоянии от поверхности, которое рекомендует производитель ЛКМ в инструкции. Для проверки качества распыления краскопульт или его головку нужно держать горизонтально.
Регулятор воздуха в разных моделях краскопульта может быть съемным или встроенным в рукоятку. Если оператор работает со съемным устройством, то регулятор следует открыть полностью в месте соединения ресивера со шлангом. Работая со встроенным типом, изменять давление нужно при нажатом курке. В противном случае при нажатии курка образуется резкое падение давления. Из-за нехватки воздуха краскопульт будет неравномерно разбивать ЛКМ.
Регулировка подачи краски

После выставления размера факела и подбора оптимального давления регулируется подача краски. Для этого регулировочный винт закручивается до упора, после чего отпускается на два оборота. Не рекомендуется при регулировке пробовать сразу большую подачу. Неопытный мастер может уже на первых выпрысках испортить поверхность и зря израсходовать материал.
Кроме того, и окрасочная камера окажется сильно загрязненной. За одну секунду распылится чересчур много краски, а незначительные задержки и чрезмерное приближение к поверхности приведут к неэстетичным потекам. В этом отношении малая подача выгоднее: эффективнее прибавить подачу в процессе, чем убавлять.
Принцип действия механизма регулировки подачи заключается в том, что регулировочный винт выступает как ограничитель движения иглы из нержавеющей стали. Благодаря такой конструкции она не может полностью открыть выходное отверстие для краски. Таким образом, у оператора есть возможность импровизировать и приспосабливаться, открыв полностью винт и оперируя вручную силой нажатия курка.
Советы по эксплуатации краскопультов и уходу за ними
- Чтобы не возникало проблем в работе и настройке, после каждой покраски инструмент нужно промывать
- Вентиляционное отверстие бачка должно быть очищено сразу же после окончания работы. Достаточно незначительной, мелкой засоренности, чтобы подача краски стала прерывистой и неравномерной.
- Хранить краскопульт нужно в сухом месте. Перед помещением на длительное хранение нужно разобрать устройство, вымыть и прочистить все отдельные детали.
- Пистолет нельзя чистить металлическими приборами. Это может привести к повреждению пневматической головки или сопла.
- Пистолет нельзя погружать в растворитель полностью
Что делать, если при настройке обнаружились неполадки
- Вы заметили повреждения центрального отверстия воздушной головки. Можно заменить целый узел (окрасочную головку), очистить ее центральное отверстие или сопло головки, заменить иглу и головку.
- Вы обнаружили дефекты бокового отверстия воздушной головки. Попробуйте их бережно очистить.
- Вы увидели, что перетянута гайка направляющей втулки иглы. Попробуйте очистить шток воздушного клапана, сместить местоположение факела, ослабить гаечную затяжку, почистить иглу и окрасочную головку, заменить иглу и шток воздушного клапана, прочистить шток.
- Вам мешает в работе тугой ход рычага. Очистите шток воздушного клапана. Если это не помогло, ослабьте затяжку гайки, замените шток клапана, очистите иглу или замените окрасочную головку.
- При настройке факел смещен в сторону по отношению к оси пистолета. В этом случае есть подозрение на засорение воздушной головки или боковых отверстий. Вы можете заменить пневматическую головку или очистить ее боковые отверстия.
- При настройке вы заметили, что в бачок с краской поступает воздух. Это означает, что не затянута окрасочная головка, либо она повреждена. Вам нужно заменить иглу и окрасочную головку, или же затянуть головку.
- Вы обратили внимание, что при отпущенном рычаге травит воздух. Это – свидетельство засорения клапана. Вы можете заменить его или очистить, а также очистить направляющие.
- Факел дает на отпечатке несимметричное пятно. Это означает засорение окрасочной головки, повреждение сопла или центрального отверстия воздушной головки. Вы можете осуществить замену пневматической головки, очистить ее центральное отверстие, заменить иглу и головку или прочистить сопло.
- При настройке отсутствует подача краски. Если пистолет отказывается красить, возможно отсутствие давления или его пониженные показатели. Это может означать, что засорено сопло, повреждена игла, перекрыта подача. Попробуйте отрегулировать показатели давления. Если это не помогло, прочистите иглу или сопло, отрегулируйте подачу краски. Если данные меры не дали результата, замените иглу и головку.
- Вы заметили, что из сопла головки подтекает краска. Этот дефект свидетельствует о засорении конуса сопла, либо перетяжке гайки направляющей втулки. Ослабьте затяжку, очистите сопло, либо замените иглу и головку.
- Факел работает с прерыванием. Это указывает на повреждение конуса сопла, слабую затяжку окрасочной головки, износ прокладки или повреждение. Вы можете: затянуть головку или заменить ее, а также заменить иглу или прокладку.
 И напоследок – еще один совет для новичков. При покупке краскопульта не следует экономить! Даже если вы хорошо усвоили, как правильно настроить краскопульт, это не гарантирует вам полноценную бесперебойную работу. Многое зависит от модели прибора и от производителя техники.
И напоследок – еще один совет для новичков. При покупке краскопульта не следует экономить! Даже если вы хорошо усвоили, как правильно настроить краскопульт, это не гарантирует вам полноценную бесперебойную работу. Многое зависит от модели прибора и от производителя техники.
Покупая дешевый инструмент от сомнительного изготовителя, вы рискуете создать себе непредвиденные сложности. Сегодня на рынке встречаются китайские краскопульты по баснословно низкой стоимости, которые покупать новичкам не стоит вовсе. При проверке в магазине прибор идеально работает, хорошо распыляет краску и выглядит весьма удачной покупкой. Но в отношении настройки он для новичков не подойдет.
Если опытный мастер сможет с ним справиться, то и для этого потребуется тонкое чутье, длительные пробы. И не всякая краска годится для работы с таким капризным инструментом. Зачастую на распыление смеси влияет не только правильная регулировка краскопульта, но и степень перетира красящего пигмента. Если вы используете, например, прибор конвекционного типа, то сможете заметить в случае избыточной подачи нестандартный отпечаток факела, концентрацию уплотнения в центральном участке отпечатка.
А если купленный вами инструмент ориентирован на технологию распыления Trans-Tech, то уплотнения краски будут концентрироваться по краям отпечатка. Прежде чем купить краскопульт, внимательно изучите рынок предложений, отзывы о технике, посоветуйтесь с мастерами, которым вы доверяете.
Сопла для краскопультов | Библиотека БИ-ТЕХ

или сопло для краскораспылителя, дюза для краскопульта, дюза для краскораспылителя.
Первое, с чем в массовом сознании ассоциируется слово «сопло», ─ это космическая техника и авиация. Соплом, в частности, называют один из элементов реактивного двигателя. Хотя появилось это существительное в русском языке намного раньше, чем поднялись в воздух первые самолеты, и сумели вырваться из объятий земного притяжения космические корабли. В Энциклопедии Брокгауза и Ефрона сопло ─ это «сходящиеся конические насадки, по которым дутье поступает из воздухопровода в печь». Причем так называли не только саму насадку, но и «всю трубу, идущую от воздухопровода печи до фурмы». А вообще, сопло известно уже многие сотни лет. Сопла, т. е. металлические и керамические наконечники кузнечных мехов, использовали еще металлурги Древнего мира.
Сегодня термин «сопло» или его иноязычный аналог «дюза» (Düse ─ сопло, форсунка по-немецки), иногда используемый в русском языке без перевода, применяется в разных областях техники. В гидравлике так называют наконечник фонтанной трубы или ствол брандспойта. Сопло ─ деталь турбин (газовых, паровых, водяных), а также газодинамических лазеров.
В общетехническом толковании сопло ─ это профилированный закрытый канал или профилированный насадок (патрубок, например), задача которого ─ разогнать рабочее тело (пар, жидкость, газ) до определенной скорости в нужном направлении. Благодаря струям раскаленного газа, вырывающимся из сопла, ракеты уносят космические корабли к звездам. Именно во второй половине 1950-х годов вместе с началом освоения космического пространства существительное сопло перестало быть специальным термином, перейдя в разряд общеупотребительной лексики.
Хотя ракеты были придуманы задолго до наступления космической эры. Достоверно известно, что после изобретения пороха использующие принцип реактивного движения снаряды использовали для устройства фейерверков в Китае, а в качестве вооружения их применяли уже в XI веке. Но тогдашний уровень технологий не позволял обеспечить точность попадания, и на многие столетия артиллерия стала ствольной.
Задачей сопла может быть не только преобразование внутренней энергии сгоревшего в рабочей камере топлива в кинетическую энергию движущегося тела, но и формирование самих струй. Именно в этом качестве оно применяется в технических устройствах, служащих для нанесения лакокрасочных материалов (ЛКМ) пневматическим (с помощью сжатого воздуха) или безвоздушным распылением. Сопло является важным компонентом краскопультов и краскораспылителей, широко используемых в самых разных технологиях, ─ машиностроении, деревообработке, строительстве и др.
Главные параметры любого сопла ─ размеры и форма поперечного сечения. Последнее может быть круглым, в виде кольца, многоугольника, эллипса. В свою очередь, диаметр сопла краскопульта (диаметр сопла краскораспылителя) является одной из важнейших характеристик самого краскопульта (краскораспылителя), поскольку правильный выбор сопла краскопульта имеет огромное значение, как для качества окраски, так и экономики процесса окрашивания.

Сопла в устройствах пневматического распыления
Нажав на курок (спусковой крючок) окрасочного пистолета, оператор заставляет запорную иглу открыть отверстиематериального сопла (в состоянии «покоя» она его закрывает) и тем самым освободить путь для поступления ЛКМ. Управляемое регулятором хода положение запорной иглы позволяет устанавливать требуемый расход краски. Но нажимать на курок можно только после того, как компрессор обеспечит поступление в воздушную головку (для этой детали также используют название «воздушное сопло») достаточного количества сжатого воздуха.
Материальное сопло (другие названия ─ дюза, жидкостная форсунка, форсунка для краски), воздушное сопло (воздушная головка) и запорная игла вместе образуют узел, называемый распылительной головкой пневматического распыления. Они же ─ воздушная головка, материальное сопло и игла ─ составляют основной ремонтный комплект пневматического краскораспылителя.
Сопла, а также иглы и уплотнения имеют более короткий, чем у краскопульта, срок службы и подлежат периодической замене в процессе его эксплуатации. Поэтому сопло для краскопульта купить можно отдельно.
Воздушно-материальная смесь образовывается как после выхода струй сжатого воздуха и ЛКМ из распределительной головки (краскопульты с внешним смешением), так и до того момента, когда воздух и распыляемый состав покинут распылительную головку (краскопульты с внутренним смешением).
Имеющий высокую скорость сжатый воздух вовлекает в свое движение перемешавшиеся с ним мелкие частички краски, разбиение которой на мелкие фрагменты происходит при его же (сжатого воздуха) непосредственном участии.
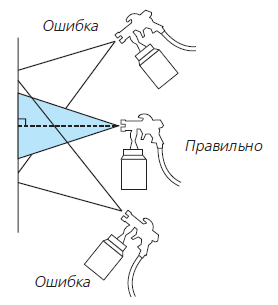
Если давление воздуха слишком высокое, при не надлежащей подготовке к окрашиванию в этот поток могут попасть не только фрагменты красочного состава, но и посторонние нежелательные компоненты, например, пыль, ухудшающая его качество. В зависимости от величины давления на выходе сопла, от которого зависит не только качество окрашивания, но также расход воздуха и ЛКМ, различают несколько систем и, соответственно, типов устройств пневматического распыления.
Параметры этого давления отражаются в передающих наименование систем аббревиатурах. HP ─ от high pressure (высокое давление), RP – от reduced pressure (пониженное давление). Сочетание букв LP ─ от low pressure (низкое давление) ─ встречается в названиях систем LVLP (Low Volume Low Pressure) и HVLP (High Volume Low Pressure). Давление на выходе из сопла в системах LVLP и HVLP низкое, но не в одинаковой степени. В первом случае его величина, как правило, меньше одного бара, а во втором ─ 2-3 бара.
Если в распылительной головке только один воздушный канал, отпечаток факела на окрашиваемой поверхности будет иметь форму круга. При наличии дополнительных боковых каналов (двух, четырех, восьми) «классический» круг превращается в эллипс. И чем больше этих каналов, тем более вытянутым он становится.
Наличие нескольких материальных сопел с разным диаметром отверстий (разными проходными сечениями), поставляемых вместе с краскопультом, позволяет добиваться заданной производительности, работая с лакокрасочными материалами различной вязкости, гарантируя их качественное распыление и равномерное нанесение.
Диапазон диаметров отверстий материальных сопел (дюз) в краскопультах пневматического распыления достаточно широк. У аэрографов, используемых для декоративной окраски и нанесения графических покрытий, в т. ч. ярких четких рисунков, диаметр сопла составляет несколько десятых миллиметра. Это позволяет рисовать ими не хуже, чем кистями, формируя изображение из линий миллиметровой толщины.
Для разных ЛКМ размер сопла краскопульта различный ─ пневматический краскопульт может иметь сопло диаметром 0,5, 1,0, 1,2, 1,5, 1,8, 2,2, 2,5, 3,0, 6,0 мм.
В частности, у сопла краскопульта для покраски интерьерными и фасадными красками диаметр составляет от 0,5 до нескольких миллиметров, для нанесения жидких обоев или каменной крошки ─ до 6 мм, штукатурки ─ до 8 мм.
Насколько от работы распылительной головки в целом и материального сопла в частности зависит качество окрашивания, настолько же неисправности этих деталей могут служить причиной его дефектов.
Достаточно частый недостаток работы пневматического краскопульта ─ прерывистый факел. Среди прочего его причиной становится недостаточно затянутое сопло, и тогда его следует дополнительно затянуть. Если имеет место повреждение сопла краскораспылителя, производится замена сопла.
Когда сопло оказалось забитым или получило повреждения, его необходимо очистить или установить новое.
Распространенный дефект ─ течь ЛКМ. Или непосредственно из сопла, или через отверстие распыляющей головки. В первом случае с самим соплом делать, скорее всего, ничего не придется ─ достаточно заменить уплотнение или пружину и поршень (плунжер), обеспечивающие движение запорной иглы. Во втором ─ сопло либо плохо затянуто, либо повреждено.
Засорение зазора между соплом и воздушной головкой или нарушение центровки между ними может быть причиной неравномерного с упором в одну сторону распыления. Другая причина неправильной формы отпечатка факела ─ несбалансированность подачи воздуха и краски.
Безвоздушные сопла или сопла безвоздушного распыления
При безвоздушном распылении распыляемые составы имеют высокое (в несколько сотен атмосфер) давление. Теряя его при прохождении сопла, они распадаются на мелкие частички и приобретают скорость, обеспечивающую их движение в направлении окрашиваемой поверхности. Эта скорость тем выше, чем больше давление распыления и меньше вязкость ЛКМ.
Распылительная головка устройства безвоздушного распыления ─ это сопло, помещенное в металлический корпус (его также называют соплодержатель).
Безвоздушное сопло определяет, каким будет ширина факела и расход ЛКМ, тем самым позволяя обеспечить требуемую производительность и качество работ, а также их максимальную экономическую эффективность. Чем диаметр отверстия больше, тем более вязкие составы можно использовать, а толщина пленки будет больше.
Размеры отверстия сопла должны соответствовать производительности насоса, подающего ЛКМ под давлением, ─ его максимальная производительность не может быть ниже максимальной пропускной способности сопла. Чем меньше давление, тем выше качество окрашивания. При относительно низком давлении легче контролировать толщину слоя и избегать подтеков, меньше краски расходуется впустую.
Ширина факела будет разной на различном расстоянии от сопла, а какой именно ─ при знании размеров отверстия и угла распыления определяется с помощью формул из школьного курса геометрии.
Многими ведущими производителями используется система обозначения безвоздушных сопел с помощью трехзначных чисел. Первая цифра указывает угол распыления и, соответственно, его ширину. Умножив ее на десять, можно получить угол распыления в градусах. В двух последних цифрах отражен диаметр отверстия. Например, № 211 означает, что угол распыления составляет 20 градусов, а размер отверстия ─ 0,011 дюйма или 0,279 мм. А № 516 ─ это угол распыления 50 градусов и размер отверстия 0,016 дюйма или 0,406 мм.
Для пользователя важно, какой будет ширина факела в момент его контакта с окрашиваемой поверхностью, т. е. на расстоянии 25-35 см от сопла. Очевидно, что чем шире факел, тем выше производительность. Чем он уже, тем больше времени потребуется для окрашивания, но зато и расход краски будет ниже. При избыточном расходе ЛКМ следует использовать сопло с меньшим диаметром отверстия или с увеличенным углом распыления.
Конструкция и размеры сопла зависят от того, для каких целей оно будет использоваться или какой тип лакокрасочного материала распылять.
Безвоздушные сопла с наименьшим диаметром распылительного отверстия (0,20-0,25 мм) потребуются для финишных составов, таких же, что наносятся с помощью кисти и валика. Чуть более крупные (0,25-0,35 мм) подойдут для распыления лаков, морилок, масляных красок. Для акриловых и силикатных красок потребуются еще большие размеры отверстия сопла. Для шпаклевок, мастик, огнезащитных пропиток используют сопла диаметром 0,68-1,20 мм, а для эпоксидных материалов и битумных покрытий ─ до 2,0 мм.
Реверсивные сопла поворачиваются на угол 180 градусов, что позволяет, продув их краской под давлением, устранить засор.
Безвоздушные сопла следует своевременно заменять. Основной причиной их износа является воздействие повышенного давления и абразивных материалов. При износе сопла ширина факела уменьшается, значит, возрастает трудоемкость и падает производительность. А увеличение диаметра приводит к перерасходу материала.
Сопла краскопультов испытывают высокие нагрузки, и хотя это детали сменные, для их изготовления используют самые прочные и надежные материалы, ─ легированную сталь и даже приближающийся по твердости к алмазу карбид вольфрама.
Сопло ─ деталь маленькая, но чрезвычайно важная. От нее в огромной мере зависит работа любой установки для окрашивания распылением. Поэтому так важно правильно выбрать, установить и эксплуатировать сопло краскопульта.
Техника покраски автомобиля

Преодолев долгий и тернистый путь подготовки нашего кузова, мы, наконец, подошли к завершающему и наиболее ответственному этапу кузовного ремонта — покраске. В прошлый раз мы сделали последние приготовления: замаскировали, обезжирили и обдули наш кузов, разбавили и отфильтровали краску, отрегулировали краскопульт. Чтобы довести дело до конца, нам остается лишь правильно нанести отделочное покрытие. Итак, с гордо надетым респиратором и краскопультом наперевес, отправляемся на встречу судьбе… Вперед!
Сегодня вы узнаете
Покраска автомобиля — процесс непростой. Высококвалифицированные мастера, обладающие истинной компетентностью и навыками, позволяющими получать стабильно отменные результаты, — на вес золота.
Успех в этом нелегком деле зависит только от вашего опыта, и чтобы этот опыт заработать, вам потребуются длительная практика, терпение, и настойчивость в достижении цели. Однако одним усердием автомобиль не покрасишь — необходимо знать основы, которые позволят овладеть мастерством нанесения лакокрасочных материалов, совершив меньше ошибок.
Сегодня мы поговорим об основных принципах, которым необходимо следовать при покраске автомобиля или его элементов. Начнем с вопроса, который, скорее всего, возникнет первым, как только вы возьмете в руки краскопульт.
Как правильно держать краскопульт?
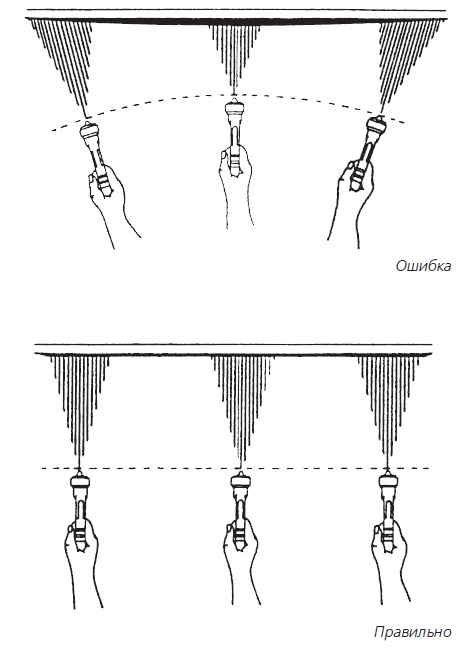
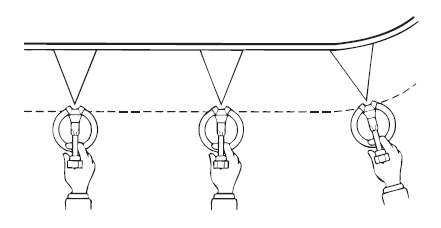
Для получения качественного результата при окрашивании пистолет всегда должен быть расположен правильным образом — под прямым углом к окрашиваемой поверхности (продольная ось сопла должна быть ориентирована перпендикулярно поверхности).
Особенно важно соблюдать это положение при покраске больших поверхностей. Если это правило игнорировать и краскопульт наклонять, не соблюдая прямой угол, окраска будет идти неравномерно: в одной части факела расстояние до поверхности будет меньше (краска ложится толще), а в другой — больше (краска ложится тоньше).
На металликах, особенно светлых, это неминуемо приводит к возникновению полос и облаков, на одноцветных эмалях и лаках — к неравномерной ряби, перекосам слоев и другим дефектам.
На рисунке ниже показано правильное и неправильное (зачеркнутое крестиком) положение краскопульта.
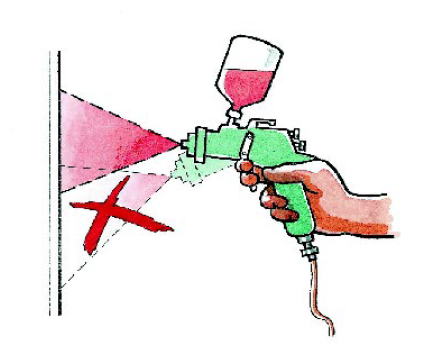
Правильное и неправильное удерживание краскопульта
Расстояние до окрашиваемой поверхности
Расстояние от краскопульта до объекта окраски должно составлять:
- для распылителей высокого давления (конвенциональных) — не менее 20-25 см;
- для HVLP — 10-15 см;
- LVLP/RP — 15-20 см.
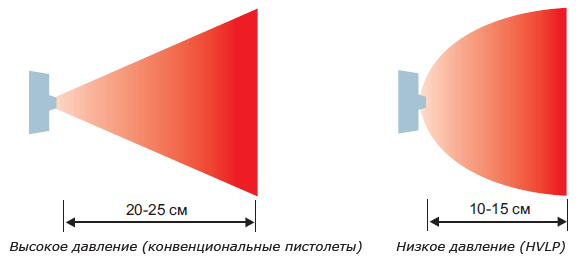
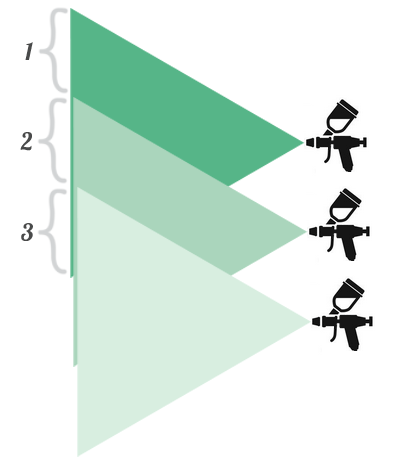
Меньшее расстояние для распылителей низкого давления (HVLP и LVLP) по сравнению с конвенциональными обусловлено тем, что при высоком давлении создается факел «треугольной» формы, и достаточно широким и равномерным он может стать лишь на приличном удалении краскопульта от поверхности.
Кроме того, высокое давление распыления обуславливает большую скорость движения частиц краски в факеле, а значит, при небольшом расстоянии до поверхности очень большими будут потери ЛКМ при распылении.
Для современных краскопультов характерны меньшее давление распыления, другая форма факела (тюльпанообразная) и, соответственно, меньшее расстояние до поверхности.
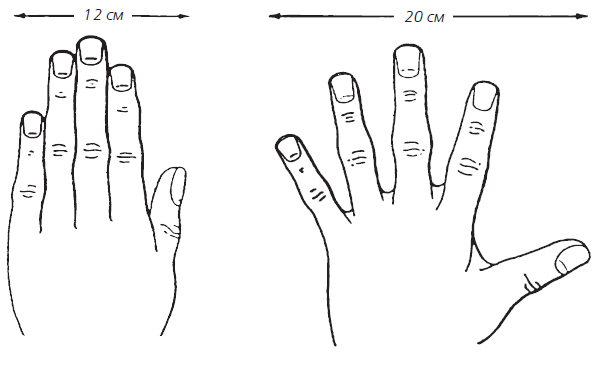
Визуально прикинуть расстояние до окрашиваемой поверхности вам поможет собственная ладонь — ее ширина со сжатыми пальцами составляет приблизительно 12 см, а с растопыренными — 20 см. С опытом вы будете чувствовать и автоматически выбирать правильное расстояние.
Несоблюдение дистанции при покраске грозит следующими неприятностями.
- Если держать распылитель слишком близко, концентрация краски на единицу окрашиваемой площади будет выше, а слой, соответственно, толще. При этом возможны подтеки, перекосы слоев и эффект «апельсиновой корки».
- Если держать распылитель слишком далеко, возрастает степень туманообразования и снижается перенос ЛКМ на поверхность. Это приводит к перерасходу материала, а покрытие получается чрезмерно «сухим» и шероховатым.
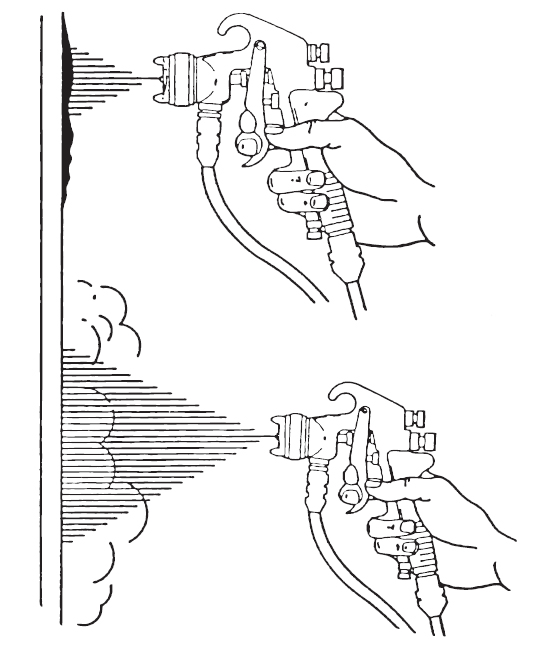
Нарушение рекомендованного расстояния до окрашиваемой поверхности
Траектория движения краскопульта
Окрашивание ведется горизонтальными движениями: первый проход слева направо, следующий — справа налево и так далее. Пистолет следует перемещать максимально параллельно окрашиваемой поверхности (на неизменном расстоянии), рука не должна описывать никаких дополнительных круговых движений. Если пистолет ходит по дуге, краска будет ложиться неравномерно — там где пистолет был ближе слой будет толще, и наоборот.
Также обращайте внимание на форму детали и не забывайте всегда сохранять одинаковую дистанцию.
И всегда помните про прямой угол!
Степень перекрытия факела (overlap)
Стандартом считается перекрытие одного прохода другим на две трети. Как показывает практика, такая степень перекрытия наиболее оптимальна и позволяет избежать одного из основных дефектов покраски, вызванного недостаточным перекрытием факела — полос разнотона, особенно на металликах.
Оптимальная степень перекрытие факела — 2/3
Скорость движения краскопульта
Рекомендуемая скорость перемещения краскопульта вдоль окрашиваемой поверхности составляет приблизительно 40-50 см/сек. То есть на детали среднего размера один проход от края до края занимает около 2 секунд (можно вспомнить музыкальное «и раз, и два» 🙂 ). Эта величина вполне допускает некоторые отклонения и может варьироваться с учетом:
- размера окрасочного факела;
- степени его перекрытия;
- расстояния до окрашиваемой поверхности;
- настроек и производительности краскопульта (подача краски, размер сопла, давление).
Например, можно быстрее перемещать краскопульт с большей подачей краски или медленнее с меньшей и получить идентичные по всем показателям покрытия. Или, не меняя подачи краски, можно быстрее вести краскопульт с большим перекрытием факела или медленнее с меньшим — результаты окраски будут схожи. Так что, как видите, готовых рекомендаций не существует и каждому маляру может быть присущ свой стиль работы, своя методика нанесения ЛКМ.
При перемещении краскопульта важно сохранять постоянную скорость: движение не должно замедляться по краям детали и не должно ускоряться в центре. Работайте хладнокровно и расчетливо.
Покраска панельной детали
С базовыми моментами разобрались, теперь можно рассмотреть особенности покраски конкретной детали. Пусть это будет панельный элемент прямоугольной формы, без резких изменений рельефа поверхности. Например — снятый капот.
Если есть возможность, панель лучше всего разместите вертикально, с небольшим наклоном от себя. Высота расположения детали должна быть такой, чтобы не работать большую часть времени, стоя на цыпочках, но и не сгибаться в три погибели. Перед покраской займите удобное положение, при котором вы сможете, практически не сходя с места, дотянуться до всех участков окрашиваемой детали.
Проверьте, хватает ли размаха руки при ее движении от крайнего левого до крайнего правого положения для перекрытия ширины панели за один проход. Все прикидки лучше производить с краскопультом в руке.
Как мы помним, окрашивание ведется путем нанесения на поверхность с расстояния 15-20 см горизонтально ориентированных полос, образующихся при движении пистолета слева направо и обратно.
Начало движения и включение краскопульта
Начинать движение пистолета следует немного в стороне от верхнего левого края детали с частично нажатым спусковым крючком, что обеспечит подачу чистого сжатого воздуха. Немного не доходя до начала детали, нажмите рычаг до конца, открыв подачу краски. Никогда не делайте этого, уже дойдя до края панели — это наверняка приведет к образованию «сухого края». Держите рычаг полностью нажатым на протяжении всего прохода над деталью до момента перехода за ее противоположный край.
Как только вы перешли за противоположный край, частично отпустите рычаг, прервав подачу краски (подача воздуха продолжается). Сместите окрасочный пистолет вниз на расстояние, обеспечивающее нужную степень перекрытия полос и двигайтесь в указанном порядке в обратном направлении.
Корректировку расстояния от краскопульта до поверхности, скорости его движения и степени перекрытия полос необходимо производить в процессе нанесения, мгновенно реагируя на малейшее отклонение процесса окраски от нормального режима, обеспечивающего получение идеально равномерного слоя.
Определение момента нажатия спускового механизма — один из важнейших факторов овладения покраской. Не переживайте, немного попрактиковавшись, вы будете не задумываясь контролировать этот процесс на уровне рефлексов и интуиции.
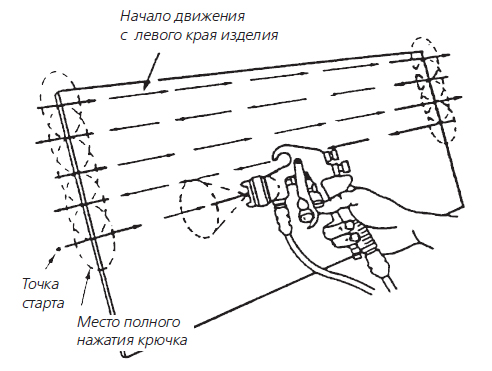
Каждый проход нужно начинать и заканчивать немного в стороне от детали. Начало и окончание прохода прямо напротив окрашиваемой поверхности недопустимо.
Контроль за состоянием получаемого покрытия производят исключительно визуально — по световому блику, возникающему на окрашенной поверхности при отражении ею света осветительных приборов. Поэтому чрезвычайно важно обеспечить интенсивное круговое освещение окрашиваемого объекта.
И еще один момент. Для обеспечения качественного покрытия по верхнему краю панели первый проход нужно сделать так, чтобы только нижняя половина окрасочного факела попадала на панель, а верхняя его половина находилась выше края панели.
Техника «Последний штрих». Покраска крыльев, дверей
Более сложной является покраска деталей с явно выраженными наружными и внутренними углами (например крыльев). Успешно справиться с этой задачей нам поможет так называемая техника «последний штрих». Также она используется, когда необходимо покрасить деталь с обеих сторон.
Суть ее заключается в том, что вначале прокрашиваются внутренние части детали, торцы и внешние углы, и только потом — лицевая часть. Такая техника позволяет получить качественное покрытие, избежав перепыла на лицевой части детали, и немного снизить расход краски.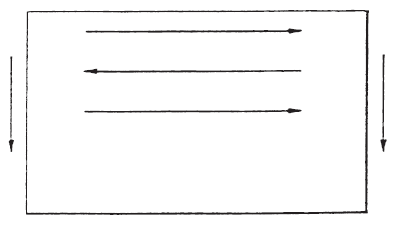
Возьмем, к примеру, переднее крыло.
- Сначала идем по торцам: прокрашиваем верхнюю площадку (места болтовых соединений).
- Затем переходим на передний торец (место под поворотник).
- Уходим вниз, прокрашивая колесную арку и все нижние торцы.
- Переходим к торцу, который смотрит на переднюю дверь. С торцами всё.
- Теперь красим всю лицевую поверхность крыла. Вуаля, крыло покрашено!
С дверью то же самое. Чтобы опыл не испортил лицевую часть, красим сначала внутреннюю сторону и торцы, а лицевую часть — в последнюю очередь.
Покраска наружных углов и торцов
Еще одной особенностью такого элемента, как крыло, является наличие границы резкого излома его поверхности в месте перехода на горизонтальный участок. Существует пару правил, которые следует соблюдать при окрашивании таких участков. Это касается также всех прочих панелей, имеющих подобные резкие перегибы, изломы, ребра жесткости.
Во-первых, следите, чтобы вместе с углами одновременно прокрашивалась и часть лицевой стороны. Факел должен охватывать и там и там — таким образом мы создадим «переход». После того, как углы прокрашены, окончательно красим лицевую поверхность.
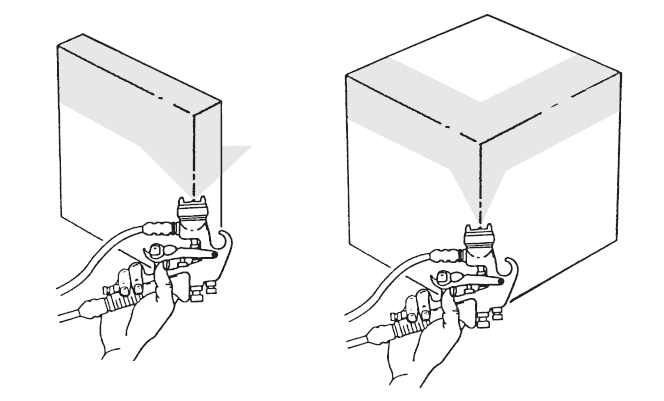
Во-вторых, нанесение покрытия на таких участках следует производить только периферийной зоной факела, а не его центральной частью, так как это приводит к образованию потеков. Поэтому вначале, особенно при недостатке опыта окрашивания, стоит мысленно спланировать маршрут таким образом, чтобы он соответствовал данному правилу.
Покраска внутренних углов
Если красить внутренний прямой угол одним вертикальным проходом, захватывая обе стороны от угла, как показано на рисунке ниже, такое покрытие получится неравномерным (на стенках краски будет больше, а в углу — меньше). Во многих случаях такая работа будет удовлетворительной, но для более высокого качества рекомендуется второй способ.
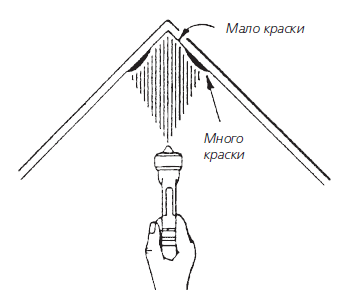
Для получения более качественного покрытия, каждая сторона угла окрашивается отдельно. Первым вертикальным проходом окрашиваем одну сторону угла, после чего горизонтальными проходами красим основную поверхность. С другой стороны проделываем то же самое, стараясь не заходить на уже окрашенную смежную зону.
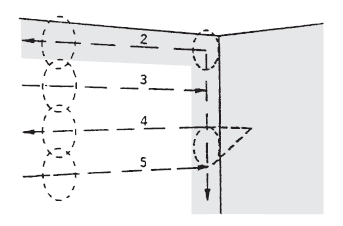
Покраска длинных (широких) поверхностей
Если окрашиваемая поверхность настолько длинная, что размаха руки не хватает, чтобы перекрыть ее за один проход не сходя с места, такие поверхности следует окрашивать удобными для ручной досягаемости секциями шириной примерно 50-90 см каждая. Секции должны накладываться одна на другую примерно на 10 сантиметров.
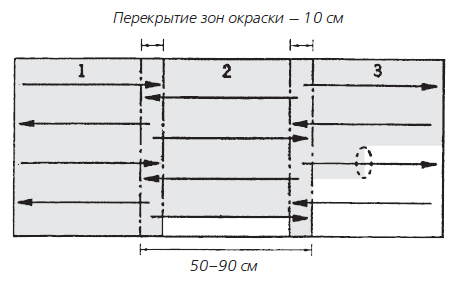
Длинные поверхности могут также окрашиваться и вертикальными движениями, однако процесс окраски лучше контролируется именно при горизонтальных движениях — они более естественны для маляра.
Покраска горизонтальных поверхностей (капотов, крыш)
Окрашивая горизонтальные поверхности (капоты, крыши), движение нужно начинать с ближнего левого края детали и постепенно, проход за проходом (так же горизонтальными движениями), продвигаться вперед от себя. При этом допускается небольшой наклон краскопульта в сторону распыления, чтобы направить окрасочную пыль к дальнему краю детали. Последующие проходы скроют ее и мы получим отличное покрытие без опыла.
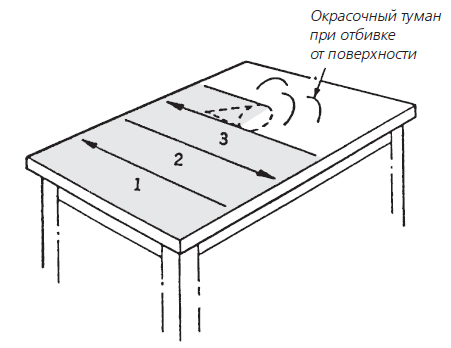
Если деталь слишком длинная и вы не достаете к ее дальнему краю, ее нужно красить с двух сторон. Сначала по вышеописанной схеме доходим до середины, после чего сразу же переходим на другую сторону детали и продолжаем красить уже от середины к себе. По такой схеме красятся крыши, капоты, багажники.
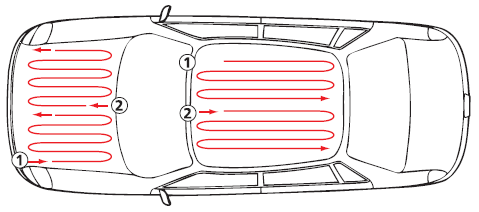
Наклоняясь над деталью, нельзя касаться ее поверхности частями тела, одеждой, шлангом и т.д. Шланг лучше придерживать свободной рукой за спиной.
Покраска тонких деталей («ресничек», молдингов)
Окрашивая различные тонкие детали, важно подобрать оптимальный факел, чтобы и деталь охватывал полностью, и излишнего перепыла не давал. В центре нижнего рисунка показана наилучшая форма факела для окраски подобных деталей.
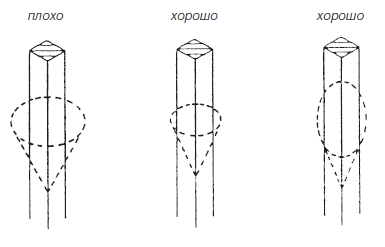
Покраска ажурных деталей (решеток, сеток)
Различные решетки (например решетка радиатора) окрашиваются с двух сторон, вертикальными проходами под определенным углом, как показано на рисунке ниже. Во время прохода нужно следить, чтобы окрасочный факел покрывал одновременно и наружную часть и торцы перегородок.
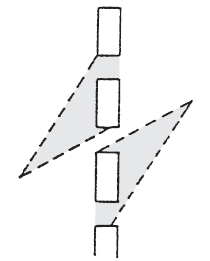
Если нужно покрасить какое-нибудь плетеное изделие, сетку (например сетку воздухозаборника), окраску нужно вести под еще более острым углом. При больших объемах работ и невысоких требованиях к качеству покрытия (например, если красится проволочная сетка на огороде 🙂 ), сзади можно подставить какой-нибудь щит — краска от него будет отбиваться и покрывать заднюю часть сетки. Это хоть и снизит качество, но заметно сэкономит лакокрасочный материал.
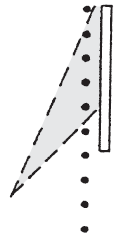
Кстати, окраска заборов из штакетника, просечки и т.д. — это одна из лучших тренировок. Попробуйте-ка покрасить хотя бы одну секцию из просечки или штакетника с полным прокрасом всех участков и при этом не наделать потеков…
Покраска круглых и цилиндрических деталей
Тонкие детали цилиндрической формы (трубки и т.д.) идеально окрашиваются круглым факелом, вертикальными проходами в три или четыре этапа. Если факел более вытянуты вертикально, скорость проходов нужно увеличить, чтобы избежать подтеков.
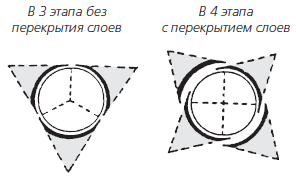
Цилиндрические изделия большого диаметра по сути окрашиваются также, как и плоские, с той лишь разницей, что секции должны быть короче.
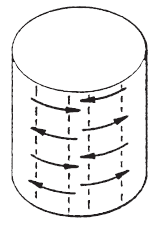
Цилиндры маленького диаметра лучше окрашивать вдоль, вертикальными проходами.
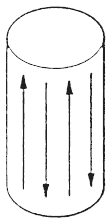
Принцип непрерывного окрашивания
При непрерывном окрашивании распылитель включается в начале распыления и удерживается включенным, пока деталь не будет полностью покрыта краской. Этот принцип в определенных случаях значительно повышает производительность окрасочных работ, позволяя в единицу времени окрашивать максимальное количество деталей.
Например, колесные колпаки можно закреплять на специальной вращающейся оправке и окрашивать каждый колпак за один непрерывный проход.
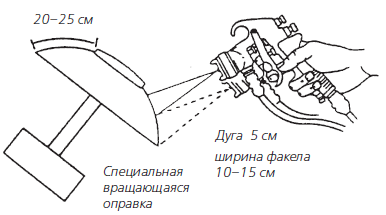
Поскольку колпак вращается, нам остается лишь удерживать спусковой механизм, а когда основная часть колпака окрасится (начиная от центра), небольшим движением переместить распылитель на 5 см вниз, чтобы завершить окраску колпака по всей ширине.
На рисунке ниже показано как за счет принципа непрерывности можно окрасить объемную и плоскую поверхность. В обоих случаях распылитель остается включенным до конца операции покраски.
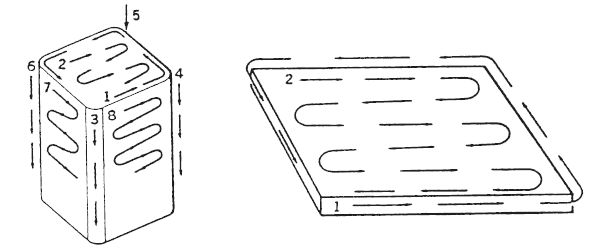
Техника «Брызги»
Иногда, при окраске очень неудобных и труднодоступных мест, например каких-нибудь недосягаемых участков моторного отсека, на помощь может придти техника «брызги». Подачу воздуха на краскопульте нужно убрать, а факел уменьшить до минимального размера. Краска при этом будет брызгать из сопла тонкой струйкой и ее можно «залить» туда, куда иным способом добраться не представляется возможным. Разумеется, ни о каком качестве окраски при этом не может быть и речи, но когда к этой технике прибегают — оно там, как правило, особо и не нужно.
Полная покраска автомобиля. Маршрут окраски
Окрашивание всего автомобиля или большей его части осуществляется отдельными зонами, протяженность которых грубо определяется размахом руки мастера. При этом возникает необходимость плавного сопряжения окрашиваемых участков, что достигается их частичным перекрытием. В общем, тут действуют те же правила, что и при покраске длинных/широких поверхностей. Главное помнить, что участки сопряжения зон не должны совпадать с местами стыка разных панелей.
При выполнении сложных и ответственных операций существует всеобщее правило, которое обязательно для исполнения как начинающими мастерами, так и профессионалами: семь раз отмерь, один отрежь. 🙂 Подчиняясь этому правилу, даже опытные маляры перед началом покраски несколько раз обходят машину, примериваются, обращают внимание на особенности поверхности, отмечают наиболее коварные места кузова.
Перед началом полной перекраски машины должен быть предварительно разработан ее маршрут. Нужно четко знать, в какой последовательности вы будете продвигаться, иначе действия в процессе покраски будут хаотичными, а ее результат — весьма непредсказуем.
Начинать полную перекраску автомобиля нужно с крыши. Если крышу оставить напоследок, окрасочная пыль подпортит свежеокрашенные капот и крышку багажника. Опыл же на крыше не так заметен. На рисунках ниже представлено несколько последовательностей полной окраски автомобиля.
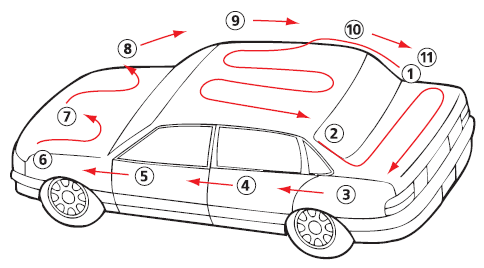
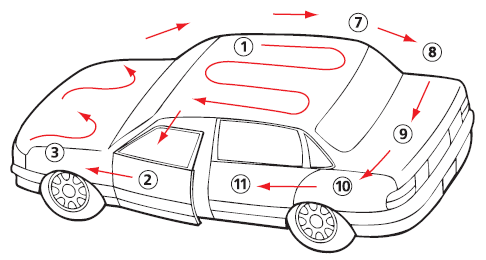
Маршрут окраски с завершением у открытой передней двери (требуется маскирование салона)
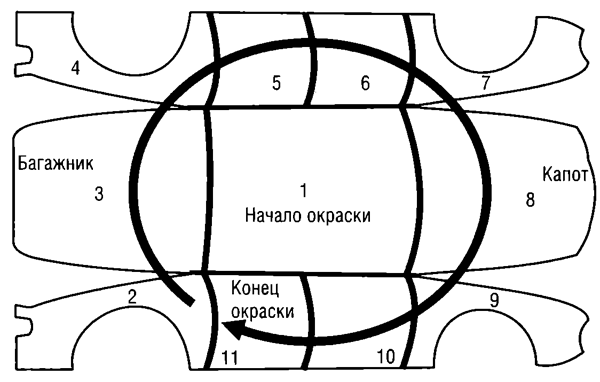
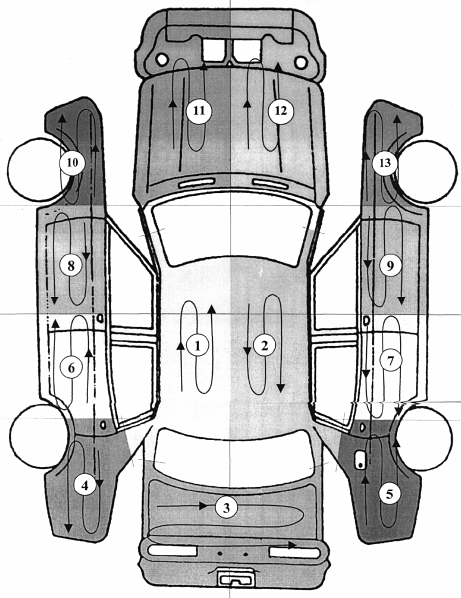
Допустим, вы были прилежным учеником и вам удалось с помощью рекомендаций, приведенных в статье, нанести первый слой краски. Однако на этом ваши старания не заканчиваются, поскольку таких слоев обычно должно быть несколько. Последующие слои наносятся по такой же методике. При этом нужно соблюдать одно правило — предыдущий слой краски должен подсохнуть.
Сколько времени должен подсыхать предыдущий слой и сколько вообще слоев материала наносить вам подскажет технологическая инструкция к тому или иному лакокрасочному материалу, а также соответствующие статьи нашего сайта (например эта, эта и эта).
Надеемся, изложенная информация поможет вам добиваться при покраске действительно «блестящих» результатов!
Резюме по технике покраски
- Краскопульт следует держать под прямым углом к окрашиваемой поверхности.
- Расстояние до окрашиваемой поверхности для конвенциональных распылителей составляет 20-25 см, для распылителей с низким давлением (HVLP) — 10-15 см, для пистолетов систем LVLP/RP — 15-20 см.
- Скорость движения краскопульта вдоль окрашиваемой поверхности в среднем составляет 40-50 см/сек. То есть один проход от края до края средней детали занимает около 2 секунд.
- Окрашивание производится путем нанесения на поверхность горизонтально ориентированных полос, образующихся при движении пистолета слева направо и обратно.
- Распылитель нужно вести параллельно окрашиваемой поверхности. Рука не должна описывать никаких дополнительных круговых движений.
- Движение необходимо начинать и заканчивать немного в стороне от окрашиваемой поверхности.
- Оптимальная степень перекрытия факела составляет 2/3.
