Карбон из чего делают – Углеводородное волокно, карбоновая нить, производство полимерных материалов и карбона, углеволокно цена
Углеродное волокно — Википедия
Углеродное волокно — материал, состоящий из тонких нитей диаметром от 5 до 15 мкм, образованных преимущественно атомами углерода. Атомы углерода объединены в микроскопические кристаллы, выровненные параллельно друг другу. Выравнивание кристаллов придает волокну большую прочность на растяжение. Углеродные волокна характеризуются высокой силой натяжения, низким удельным весом, низким коэффициентом температурного расширения и химической инертностью.
Углеродное волокно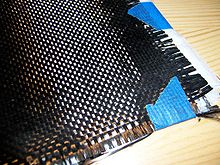 Углеродная лента
Углеродная лентаВпервые получение и применение углеродных волокон было предложено и запатентовано в 1880 г. американским изобретателем Эдисоном для нитей накаливания в электрических лампах. Эти волокна получались в результате пиролиза хлопкового или вискозного волокна и отличались высокой пористостью и хрупкостью.
Вторично интерес к углеродным волокнам появился, когда велись поиски материалов, пригодных для использования в качестве компонентов для изготовления ракетных двигателей. Углеродные волокна по своим качествам оказались одними из наиболее подходящих для такой роли армирующими материалами, поскольку они обладают высокой термостойкостью, хорошими теплоизоляционными свойствами, коррозионной стойкостью к воздействию газовых и жидких сред, высокими удельными прочностью и жёсткостью.
В 1958 г. в США были получены УВ на основе вискозных волокон. При изготовлении углеродных волокон нового поколения применялась ступенчатая высокотемпературная обработка гидратцеллюлозных (ГТЦ) волокон (900 °C, 2500 °C), что позволило достичь значений предела прочности при растяжении 330—1030 МПа и модуля упругости 40 ГПа. Несколько позднее (в 1960 г.) была предложена технология производства коротких монокристаллических волокон («усов») графита с прочностью 20 ГПа и модулем упругости 690 ГПа. «Усы» выращивались в электрической дуге при температуре 3600 °C и давлении 0,27 МПа (2,7 атм). Совершенствованию этой технологии уделялось много времени и внимания на протяжении ряда лет, однако в настоящее время она применяется редко ввиду своей высокой стоимости по сравнению с другими методами получения углеродных волокон.
Почти в то же время в СССР и несколько позже, в 1961 г., в Японии были получены УВ на основе полиакрилонитрильных (ПАН) волокон. Характеристики первых углеродных волокон на основе ПАН были невысоки, но постепенно технология совершенствовалась и уже через 10 лет (к 1970 г.) были получены углеродные волокна на основе ПАН-волокон с пределом прочности 2070 МПа и модулем упругости 480 ГПа. Тогда же была показана возможность получения углеродных волокон по этой технологии с ещё более высокими механическими характеристиками: модулем упругости до 800 ГПа и пределом прочности более 3 ГПа. УВ на основе нефтяных пеков были получены в 1970 г. также в Японии.
Углеродная ткань плотностью 200 гр/м2Алхадиси Абдул Кадир и другие исследовали влияние добавки углеродного волокна на механические свойства легкого бетона. Волокно было добавлено в соотношении 0,5 %, 0,1 %, 1,5 % по объёму. Все составы характеризовалось повышенной прочностью на сжатие и прочностью на разрыв, а также сопротивлению изгибу около 30 %, 58 % и 35 %, соответственно, по сравнению с эталонной смеси[2].

Рис. 1. Структуры, образующиеся при окислении ПАН-волокна
УВ обычно получают термической обработкой химических или природных органических волокон, при которой в материале волокна остаются главным образом атомы углерода. Температурная обработка состоит из нескольких этапов. Первый из них представляет собой окисление исходного (полиакрилонитрильного, вискозного) волокна на воздухе при температуре 250 °C в течение 24 часов. В результате окисления образуются лестничные структуры, представленные на рис. 1. После окисления следует стадия карбонизации — нагрева волокна в среде азота или аргона при температурах от 800 до 1500 °C. В результате карбонизации происходит образование графитоподобных структур. Процесс термической обработки заканчивается графитизацией при температуре 1600-3000 °C, которая также проходит в инертной среде. В результате графитизации количество углерода в волокне доводится до 99 %. Помимо обычных органических волокон (чаще всего вискозных и полиакрилонитрильных), для получения УВ могут быть использованы специальные волокна из фенольных смол, лигнина, каменноугольных и нефтяных пеков.
Углеродные волокна могут выпускаться в разнообразном виде: штапелированные (резаные, короткие) нити, непрерывные нити, тканые и нетканые материалы. Наиболее распространенный вид продукции — жгуты, пряжа, ровинг, нетканые холсты. Изготовление всех видов текстильной продукции производится по обычным технологиям, так же, как для других видов волокон. Вид текстильной продукции определяется предполагаемым способом использования УВ в композиционном материале, точно так же, как и сам метод получения композита. Основные методы получения композитов, армированных углеродными волокнами, являются обычными для волокнистых материалов: выкладка, литье под давлением, пултрузия и другие. В настоящее время выпускается ряд видов УВ и УВМ, основные из которых перечислены ниже.
- На основе вискозных нитей и волокон:
- нити, ленты, ткани;
- нетканый материал;
- активированные сорбирующие ткани;
- активированные сорбирующие нетканые материалы.
- На основе вискозных штапельных волокон:
- волокна и нетканые материалы: карбонизованые и графитированые;
- На основе ПАН-нитей и жгутов:
- ленты и ткани ;
- активированные сорбирующие волокна и нетканые материалы;
- дисперсный порошок из размолотых волокон.
- На основе ПАН-волокон:
- Волокна и нетканые материалы: карбонизованные и графитированные.
УВ имеют исключительно высокую теплостойкость: при тепловом воздействии вплоть до 1600—2000 °С в отсутствие кислорода механические показатели волокна не изменяются. Это предопределяет возможность применения УВ в качестве тепловых экранов и теплоизоляционного материала в высокотемпературной технике. На основе УВ изготавливают углерод-углеродные композиты, которые отличаются высокой абляционной стойкостью. УВ устойчивы к агрессивным химическим средам, однако окисляются при нагревании в присутствии кислорода. Их предельная температура эксплуатации в воздушной среде составляет 300—370 °С. Нанесение на УВ тонкого слоя карбидов, в частности, SiC или нитрида бора, позволяет в значительной мере устранить этот недостаток. Благодаря высокой химической стойкости УВ применяют для фильтрации агрессивных сред, очистки газов, изготовления защитных костюмов и др. Изменяя условия термообработки, можно получить УВ с различными электрофизическими свойствами (удельное объёмное электрическое сопротивление от 2⋅10
Активацией УВ получают материалы с большой активной поверхностью (300—1500 м²/г), являющиеся прекрасными сорбентами. Нанесение на волокно катализаторов позволяет создавать каталитические системы с развитой поверхностью.
Обычно УВ имеют прочность порядка 0,5—1 ГПа и модуль 20—70 ГПа, а подвергнутые ориентационной вытяжке — прочность 2,5—3,5 ГПа и модуль 200—450 ГПа. Благодаря низкой плотности (1,7—1,9 г/см³) по удельному значению (отношение прочности и модуля к плотности) механических свойств лучшие УВ превосходят все известные жаростойкие волокнистые материалы. Удельная прочность УВ уступает удельной прочности стекловолокна и арамидных волокон. На основе высокопрочных и высокомодульных УВ с использованием полимерных связующих получают конструкционные углеродопласты. Разработаны композиционные материалы на основе УВ и керамических связующих, УВ и углеродной матрицы, а также УВ и металлов, способные выдерживать более жёсткие температурные воздействия, чем обычные пластики.
УВ применяют для армирования композиционных, теплозащитных, химостойких и других материалов в качестве наполнителей в различных видах углепластиков. Наиболее ёмкий рынок для УВ в настоящее время — производство первичных и вторичных структур в самолетах различных производителей, в том числе таких компаний как «Boeing» и «Airbus» (до 30 тонн на одно изделие). По причине резко возросшего спроса в 2004—2006 гг. на рынке наблюдался большой дефицит волокна, что привело к его резкому подорожанию.
Из УВ изготавливают электроды, термопары, экраны, поглощающие электромагнитное излучение, изделия для электро- и радиотехники. На основе УВ получают жёсткие и гибкие электронагреватели, в том числе ставшие популярными т. н. «карбоновые нагреватели», обогревающие одежду и обувь. Углеродный войлок — единственно возможная термоизоляция в вакуумных печах, работающих при температуре 1100 °C и выше. Благодаря химической инертности углеволокнистые материалы используют в качестве фильтрующих слоёв для очистки агрессивных жидкостей и газов от дисперсных примесей, а также в качестве уплотнителей и сальниковых набивок. УВА и углеволокнистые ионообменники служат для очистки воздуха, а также технологических газов и жидкостей, выделения из последних ценных компонентов, изготовления средств индивидуальной защиты органов дыхания. Широкое применение находят УВА (в частности, актилен) в медицине для очистки крови и других биологических жидкостей. В специальных салфетках для лечения гнойных ран, ожогов и диабетических язв незаменима ткань АУТ-М, разработанная в начале 80-х годов и опробованная при боевых действиях в Афганистане [3]. Как лекарственное средство применяют при отравлениях (благодаря высокой способности сорбировать яды. Например, препарат «Белосорб», или АУТ-МИ на основе светлогорского сорбента), как носители лекарственных и биологически активных веществ. УВ-катализаторы используют в высокотемпературных процессах неорганического и органического синтеза, а также для окисления содержащихся в газах примесей (СО до CO2, SO2 до SO3 и др.). Широко применяется при изготовлении деталей кузова в автоспорте, а также в производстве спортивного инвентаря (клюшки, вёсла, лыжи, велосипедные рамы и компоненты, обувь) и т. д.
Углеволокно применяется в строительстве в различных системах внешнего армирования (СВА) — при его помощи усиливают железобетонные, металлические, каменные и деревянные конструктивные элементы зданий и сооружений с целью устранения последствий разрушения материала и коррозии арматуры в результате длительного воздействия природных факторов и агрессивных сред в процессе эксплуатации, а также для сейсмоусиления. Суть данного метода заключается в повышении прочности элементов, воспринимающих нагрузки в процессе эксплуатации зданий и сооружений, с помощью углеродных тканей, ламелей и сеток. Усиление строительных конструкций углеволокном повышает несущую способность без изменения структурной схемы объекта.
- С. Симамура. Углеродные волокна. М.: «Мир», 1987.
- Конкин А. А., Углеродные и другие жаростойкие волокнистые материалы, М., 1974.
Что такое углепластик (карбон)
Общие положения
Углепластик — это композиционный многослойный материал, представляющий собой полотно из углеродных волокон в оболочке из термореактивных полимерных (чаще эпоксидных) смол, Carbon-fiber-reinforced polymer .
Международное наименование Carbon — это углерод, из которого и получаются карбоновые волокна carbon fiber.
Но в настоящее время к карбонам относят все композитные материалы, в которых несущей основой являются углеродные волокна, а вот связующее сможет быть разным. То есть карбон  и углепластик объединились в один термин, привнеся путаницу в головы потребителей.
и углепластик объединились в один термин, привнеся путаницу в головы потребителей.
Это инновационный материал, высокая стоимость которого обусловлена трудоемким технологическим процессом и большой долей ручного труда при этом. По мере совершенствования и автоматизации процессов изготовления карбона его стоимость будет снижаться. Для примера: стоимость 1 кг стали — менее 1 доллара, 1 кг карбона европейского производства стоит около 20 долларов. Удешевление возможно только за счет полной автоматизации процесса.
Применение карбона
Изначально карбон был разработан для спортивного автомобилестроения и космической техники, но благодаря своим отличным эксплуатационным свойствам, таким как малый вес и высокая прочность, получил широкое распространение и в других отраслях промышленности:
- в самолетостроении,
- для спортивного инвентаря: клюшек, шлемов, велосипедов.
- удочек,
- медицинской техники и др.
Гибкость углеродного полотна, возможность его удобного раскроя и резки, последующей пропитки эпоксидной смолой позволяют формовать карбоновые изделия любой формы и размеров, в том числе и самостоятельно. Полученные заготовки можно шлифовать, полировать, красить и наносить флексопечать.
Технические характеристики и особенности карбона
Популярность углепластика объясняется его уникальными эксплуатационными характеристиками, которые получаются в результате сочетания в одном композите совершенно разных по своим свойствам материалов — углеродного полотна в качестве несущей основы и эпоксидных компаундов в качестве связующего.

Армирующий элемент, общий для всех видов углепластика — углеродные волокна толщиной 0,005-0,010 мм, которые прекрасно работают на растяжение, но имеют низкую прочность на изгиб, то есть они анизотропны, прочны только в одном направлении, поэтому их использование оправдано только в виде полотна.
Дополнительно армирование может проводиться каучуком, придающим серый оттенок карбону.
Карбон характеризуются высокой прочностью, износостойкостью, жёсткостью и малой, по сравнению со сталью, массой. Его плотность — от 1450 кг/м³ до 2000 кг/м³. Технические характеристики углеволокна можно посмотреть всравнительной таблице плотности, температуры плавления и прочностных характеристик.
Еще один элемент, используемый для армирования вместе с углеродными нитями — кевлар . Это те самые желтые нити, которые можно видеть в некоторых разновидностях углепластика. Некоторые недобросовестные производители выдают за кевлар цветное стекловолокно, окрашенные волокна вискозы, полиэтилена, адгезия которых со смолами гораздо хуже, чем у углепластика, да и прочность на разрыв в разы меньше.
Кевлар—это американская торговая марка класса полимеров арамидов, родственных полиамидам, лавсанам. Это название уже стало нарицательным для всех волокон этого класса. Армирование повышает сопротивление изгибающим нагрузкам, поэтому его широко используют в комбинации с углепластиком.
Карбон (материал) — это… Что такое Карбон (материал)?
Углепластик — полимерный композиционный материал из переплетенных нитей углерода, расположенных в матрице из полимерных (например, эпоксидных) смол.
Основная составляющая часть углепластика – это нити углерода (по сути, тоже самое что и, например, стержень в карандаше). Такие нити очень тонкие, сломать их очень просто, а вот порвать достаточно трудно. Из этих нитей сплетаются ткани. Они могут иметь разный рисунок плетения (ёлочка, рогожа и проч.). Для придания еще большей прочности данные ткани из нитей углерода кладут слоями, каждый раз меняя угол направления плетения. Слои скрепляются с помощью эпоксидных смол. Применяется для изготовления лёгких, но прочных деталей, например: кокпиты и обтекатели в Формуле 1, спиннинги, мачты для виндсерфинга, бамперы и пороги на спортивных автомобилях, несущие винты вертолётов.
Нити углерода обычно получают термической обработкой химических или природных органических волокон, при которой в материале волокна остаются главным образом атомы углерода.
Температурная обработка состоит из нескольких этапов.
Первый из них представляет собой окисление исходного (полиакрилонитрильного, вискозного) волокна на воздухе при температуре 250 °C в течение 24 часов.
В результате окисления образуются лестничные структуры.
После окисления следует стадия карбонизации — нагрева волокна в среде азота или аргона при температурах от 800 до 1500 °C. В результате карбонизации происходит образование графитоподобных структур.
Процесс термической обработки заканчивается графитизацией при температуре 1600-3000°С, которая также проходит в инертной среде. В результате графитизации количество углерода в волокне доводится до 99 %.
Помимо обычных органических волокон (чаще всего вискозных и полиакрилонитрильных), для получения нитей углерода могут быть использованы специальные волокна из фенольных смол, лигнина, каменноугольных и нефтяных пеков.
Кроме того, детали из карбона превосходят по прочности детали из стекловолокна.
Детали из карбона обходятся значительно дороже аналогичных деталей из стекловолокна.
«Дороговизна» карбона вызвана, прежде всего, более сложной технологией производства и большей стоимостью производных материалов.
Например, для проклейки слоев используются более дорогие и качественные смолы, чем при работе со стеклотканью, а для производства деталей требуется более дорогое оборудования, к примеру, такое как автоклав.
Недостатком карбона является боязнь «точечных» ударов. Например, капот из карбона может превратиться в решето после частого попадания мелких камней. В отличие от металлических деталей или деталей из стеклоткани, восстановить первоначальный вид карбоновых деталей невозможно. Поэтому, после даже незначительного повреждения всю деталь придется менять целиком. Кроме того, детали из карбона подвержены выцветанию под воздействием солнечных лучей.
Применение
Корпус зеркала гоночного автомобиля из углепластика
Используется вместо металлов во многих изделиях, от частей космических кораблей до удочек
- ракетно-космическая техника
- авиатехника (самолетостроение, вертолетостроение)
- судостроение (корабли, спортивное судостроение)
- автомобилестроение (спортивные автомобили, мотоциклы, тюнинг и отделка)
- наука и исследования
- спортивный инвентарь (велосипеды,роликовые коньки, удочки)
- медицинская техника
- рыболовные снасти (удилища)
- телефоно- и ноутбукостроение (отделка корпусов)
Wikimedia Foundation. 2010.
Карбон (материал) Википедия
 Лист из углепластика
Углеродная ламель (пултрузионная пластина)
Лист из углепластика
Углеродная ламель (пултрузионная пластина)Углепластики (или карбон, карбонопластики, от англ. carbon — углерод) — полимерные композиционные материалы из переплетённых нитей углеродного волокна, расположенных в матрице из полимерных (например, эпоксидных) смол. Плотность — от 1450 кг/м³ до 2000 кг/м³.
Материалы отличаются высокой прочностью, жёсткостью и малой массой, часто прочнее стали, но гораздо легче. По удельным характеристикам превосходит высокопрочную сталь, например, легированную конструкционную сталь 25ХГСА.
Вследствие дороговизны при экономии средств и отсутствии необходимости получения максимальных характеристик этот материал применяют в качестве усиливающих дополнений в основном материале конструкции.
Основные сведения[ | ]
Основная составляющая часть углепластика — это нити углеродного волокна, состоящего в основном из атомов углерода. Такие нити очень тонкие (примерно 0,005-0,010 мм в диаметре[1]), сломать их очень просто, а вот порвать достаточно трудно. Из этих нитей сплетаются ткани. Они могут иметь разный рисунок плетения (ёлочка, рогожа и др.).
Для придания ещё большей прочности ткани, нити углерода кладут слоями, каждый раз меняя угол направления плетения. Слои скрепляются с помощью эпоксидных смол.
Нити углерода обычно получают термической обработкой химических или природных органических волокон, при которой в материале волокна остаются главным образом атомы углерода. Термическая обработка состоит из нескольких этапов:
- Первый из них представляет собой окисление исходного (полиакрилонитрильного, вискозного) волокна на воздухе при температуре 250 °C в течение 24 часов. В результате окисления образуются лестничные структуры.
- После окисления следует стадия карбонизации — нагрева волокна в среде азота или аргона при температурах от 800 до 1500 °C. В результате карбонизации происходит образование графитоподобных структур.
- Процесс термической обработки заканчивается графитизацией при температуре 1600-3000 °C, которая также проходит в инертной среде. В результате графитизации количество углерода в волокне доводится до 99 %.
Помимо обычных органических волокон (чаще всего вискозных и полиакрилонитрильных), для получения нитей углерода могут быть использованы специальные волокна из фенольных смол, лигнина, каменноугольных и нефтяных пеков. Кроме того, детали из карбона превосходят по прочности детали из стекловолокна, но, при этом, обходятся значительно дороже.
Дороговизна карбона вызвана, прежде всего, более сложной технологией производства и большей стоимостью производных материалов. Например, для проклейки слоёв используются более дорогие и качественные смолы, чем при работе со стеклонитью, а для производства деталей требуется более дорогое оборудование (к примеру, такое как автоклав).
Недостатки[
Что такое карбон
Что такое карбон?Карбон – это техническая ткань, состоящая из тысяч переплетенных между собой углеродных волокон, образующих ту самую ткань. Карбон выпускается в виде тканей с самыми разнообразными переплетениями в зависимости от целевого применения и является всего лишь одной частью конструкционных материалов, включающих в себя много частей, которые известны всем, как композитные материалы. Композиты производятся из составляющих, которые объединяют в себе качества разных материалов, а целью является отсутствие жесткости или получение прочности. В случае с карбоном, стекловолокном, Кевларом или другими аналогичными тканями, композитный материал, о котором идет речь, носит название «FRP» (Fiber Reinforced Polymer – полимер, армированный волокнами). В производстве такого полимера ткань используется для того, чтобы «усилить» конструкционную жесткость смолистого подслоя. Смола обеспечивает прочность композита, а карбон добавляет структурную целостность пластику, который в ином случае будет хрупким.
Как производится карбон?
Карбон (углеволокно), как видно из его названия, это ткань, состоящая только из угля и не имеющая иных элементов в своем составе. Но начинать производство просто с карбона и с создания ткани с переплетениями волокон было бы настоящим, но труднодостижимым, подвигом. Вместо использования карбона в качестве сырья, заводы по производству текстиля начинают с пластмасс с более сложным молекулярным составом, где толщина нити меньше толщины человеческого волоса. Затем требуется выполнить ряд определенных действий, начиная от термообработки и заканчивая химической обработкой. Окончательным результатом этих сложных процессов является доводка состава полимерных материалов до его самой эмпирической формы – формы чистого карбона.
Карбон часто замеряется и продается с ориентиром на несколько критериев, на тип плетения волокон, на абсолютные значения (измерение прочности отдельно взятого волокна) и вес ткани. Все замеры идут в унциях на квадратный ярд, плюс указывается количество волокон (обычно в диапазоне от 3 000 до 12 000 волокон).
Какие существуют типы переплетения?
Однонаправленное плетение:
Однонаправленное плетение подразумевает направление всех карбоновых жгутов (волокон) в одном и том же направлении. Плетение в этом стиле не является видимым невооруженному глазу. Поскольку плетение, как таковое, отсутствует, нити волокна необходимо как-то удерживать вместе. И в этом случае необходимо протягивать другую нить по диагонали или перпендикулярно так, чтобы ткань оставалась гладкой и равномерной (и этот элемент плетения не является конструкционным). В результате того, что жесткость ткани обеспечивается только в одном направлении, такой тип плетения редко применяется в автоспорте, где нагрузка может идти в любом направлении.
Двунаправленное плетение волокон:
Карбон двунаправленного плетения – это базовый и наиболее часто встречающийся тип переплетения волокна. Жгуты переплетаются друг с другом под требуемым углом, за счет чего ткань получает структуру типа «шахматная доска», где нити полотна прокладываются боком и по вертикали. В этом случае все волокна направлены таким образом, чтобы нагрузка могла налагаться в любом направлении, при этом композитный материал должен сохранять свою прочность.
Плетение по диагонали в две через две нити
Плетение по диагонали в две через две нити – это самый распространенный тип плетения карбона, который повсеместно применяется в автоспорте. Это плетение немного сложнее по сравнению с двунаправленным волокном, поскольку две нити проходят над другими двумя нитями, либо одна над двумя или две над одной. В результате такого переплетения нитей на ткани создается рисунок «елочка». Из-за того, что плетение две через две нити по диагонали идет как с вертикальными, так и с горизонтальными нитями (нить основы и уток), ткань становится очень гибкой и может принимать различные сложные формы. При работе с карбоном этого типа плетения не требуется выполнять такие работы, как «пакетирование», «растягивание» или резка.
Плетение по диагонали в четыре через четыре нити
Аналогично плетению по диагонали в две через две нити, а именно в четыре через четыре нити, этот тип относится к двустороннему переплетению по диагонали, где один жгут включает в себя четыре нити. В результате ткань не настолько плотная по сравнению с плетением в две через две нити, но в случае с изогнутыми поверхностями достигается лучший коэффициент покрытия, поскольку между фактическими точками переплетения «над и под» расстояние больше, что эффективнее, поскольку в этом случае достигается меньшее количество жестких швов. Благодаря этому покрытие карбоном изогнутых литых форм становится простым.
Прорезиненное переплетение
Прорезиненная карбоновая ткань – это очень специфический способ изготовления ткани, который встречается намного реже по сравнению со всеми типами плетения, которые мы обсуждаем. Прорезиненное плетение волокон означает, что каждая прядь состоит от 3000 до 12000 нитей, при этом каждая нить выкладывается плотно в ряд, одна за другой, образуя тончайшую карбоновую ленту. Стандартные пряди соединяются вместе посредством нескольких слоев карбоновых нитей. Прорезиненную ткань можно определить за счет наличия широких открытых участков. За счет шахматного порядка двунаправленного карбонового волокна со структурой прорезиненной ткани образуются квадратные участки размером один дюйм.
Поскольку за счет крупного размера этих участков переплетения ткань теряет в своей плотности, точки плетения «над и под» находятся на большом расстоянии друг от друга. Итак, точки пересечения нитей находятся на расстоянии друг от друга, частота изменения направления сильно снижена, и ткань может намного плотнее прилегать к поверхности.
Как было описано на сайте, английском поставщике материалов и полимеров, «прорезиненные ткани набирают свою популярность в сфере применения высокотехнологичных композитов благодаря своему невероятно плоскому профилю, который практически исключает так называемый «копир-эффект» и эффект проявления определенной текстуры на поверхностях, требующих идеальной гладкости (например, крылья самолета).
Поскольку слой ткани намного тоньше, можно накладывать слой поверх другого слоя и тем самым достичь необходимых прочностных характеристик. Этот тип карбона часто используется в тех сферах, где аэродинамические характеристики преобладают над прочностными. Прорезиненная ткань имеет внешний вид, отличный от стандартного, который сразу вызывает или любовь, или ненависть.
Различные смолы
Карбоновая ткань является только одной составляющей композитного материала, на который ссылаются, когда говорят об автоспорте и гонках на треках. Другим важным компонентом является смола, которая обогащает саму ткань и придает ей фактическую жесткость. Смолы применяются в различных полимерных «блюдах». Два наиболее часто используемых материала — это эпоксидная смола и полиэфирная смола. Любой, кто когда-либо работал со стекловолокном, чтобы просто починить хоть свою доску для серфинга, хоть деталь от автомобиля, знает, что эта смола может оказаться самой настоящей проблемой. Летучие органические соединения (ЛОС) – это пары, которые являются отличительной чертой многих вид смол, хотя в свободном доступе есть и такие, в которых эти химические составляющие, способные повредить ваш мозг, не применяются. Практически всем известен обратный эффект работы со смолой, когда надлежащие средства индивидуальной защиты не используются, но при этом развивается гиперчувствительность и аллергия. И эти случаи стали уже настолько привычными, что мы часто слышим анекдоты про людей, не способных находиться в помещении, в котором идет работа со смолой.
Эпоксидная смола
Эпоксидная смола – это самая распространенная многоцелевая структурная смола. Как и в случае с практически всеми типами смол, это двухкомпонентный раствор из смолы и катализатора. Время реакции варьируется, но при этом напрямую зависит от условий окружающей среды. Срок годности (рабочее время), в основном, составляет от пяти до тридцати минут. В общем, тепловое воздействие всегда ускоряет процесс «созревания», но весь процесс схватывания обычно занимает, ни много, ни мало, а целые сутки (24 часа) – если на смесь никак не воздействовать. По сравнению с полиэфирной смолой эпоксидная смола отличается более высокой прочностью, но требует терпения при работе с ней.
Полиэфирная смола
Полиэфирная смола – это более дешевая альтернатива эпоксидной смоле, с быстрым временем схватывания. В основном, она используется в тех ситуациях, когда структурная целостность уступает эстетической стороне вопроса, как утверждают специалисты с сайта easycomposites.co.uk: «Тем не менее, существуют ситуации, в которых многослойная структура имеет наименьшее значение, а такие свойства, как внешний вид, стойкость к УФ излучению и цена, стоят на первом месте по своей значимости».
Препреги (ткани с предварительной пропиткой)
Некоторые ткани из карбона могут выпускаться, как предварительно пропитанные раствором смолы, где катализатором выступает термообработка. Препреги используются во многих промышленных сферах, занятых производством композитов, поскольку их применение не требует выполнения каких-то сложных процессов, а при непосредственной работе беспорядок сведен к минимуму: нужно всего лишь смешать смолы и уложить влажную ткань слоями.
Препреги также являются предпочтительным материалом в тех сферах промышленности, где вес играет важную роль. К таким сферам относится авиация, где большая часть от массы деталей приходится на смолу, а не на ткань. С учетом того минимума, который нужен для тщательной и равномерной пропитки ткани смолой, препрег может применяться для создания самой прочной и легковесной конструкции.
Производственные процессы
Влажные выкладки
Традиционно небольшие детали выкладываются во влажном состоянии, вместе с вогнутой формой, затем создается пробка (но это уже другая история). Сухая ткань размещается внутри формы. Смола наносится малярной кистью до тех пор, пока ткань не будет ей насквозь пропитана или насыщена. Следующие слои ткани кладутся поверх первого слоя, при этом нужно соблюдать направление плетения: 45 градусов для двунаправленного плетения и 90 градусов для ткани с саржевым переплетением. Если слои ткани не совпадают по направлениям, на выходе деталь потеряет свою жесткость по одной оси, а по другой будет слишком усилена.
Уложив, таким образом, столько слоев ткани, сколько необходимо для получения нужной толщины, излишек смолы соскребается с помощью скребка так, будто вы убираете воду со своего ветрового стекла. Затем деталь подвергается обработке в вакуумном мешке под низким давлением. В результате смола заполняет все оставшиеся воздушные пустоты, вытесняя тем самым мельчайшие воздушные пузырьки, а излишки смолы уходят.
В некоторых случаях все эти манипуляции выполняются в обратном порядке. Сухая ткань подвергается обработке в вакуумном мешке в форме, и только затем наносится смола. Благодаря этому методу отходы и грязь отсутствуют. На финальном этапе проходит термообработка. Все детали «запекаются» внутри духовки под давлением, так называемом автоклаве, и смола полностью схватывается.
Хотя большинство не имеет доступа к специализированному оборудованию, такие процедуры, как обработка в вакуумном мешке и запекание в автоклаве являются факультативными для рабочих деталей, структура которых не должна отвечать специфическим требованиям.
Сферы применения
Карбон набрал свою силу в автомобильной сфере промышленности. На вторичном рынке карбон – это материал, который чаще всего используется для покрытия деталей. Кузовные детали, детали для внутренней отделки салона – и все это выполнено из карбона, который обеспечивает автомобилю внешний вид высочайшего класса. Функционально детали из карбона применяются практически во всех сферах – начиная от автомобильной промышленности, продолжая судостроением и заканчивая авиацией.
Карбон используется в постройке гоночных кресел, карданных валов, таких защитных приспособлений, как шлемы и средства пассивной безопасности (подголовники), и даже технология производства составных пружин начинает применять карбон для систем подвесок.
Карбон – это не панацея
Привлекательность карбона настолько высока для многих, что сегодня существует тенденция неверного использования этого материала в тех сферах, где наилучшим решением до сих пор является металлический сплав. Карбон, а особенно смола, плохо переносят работу в высокотемпературной среде, с теплозащитой, с компонентами выхлопной системы или любыми другими деталями двигателя. Когда в этих случаях карбон выбирается в качестве исходного материала, следует очень тщательно проводить оценку рабочих условий. Существуют жаропрочные смолы, но сфера их применения до сих пор имеет свои ограничения.
Сопротивление удару
Карбон может похвастаться тем, что эта (уже ставшая крылатой) фраза полностью отвечает его сущности: чем легче алюминий, тем прочнее сталь. Хотя это действительно правда, важно понимать, что речь идет о прочности на разрыв, а не об ударной вязкости или жесткости. С инженерной точки зрения «ударная вязкость» — это технический термин, который говорит об износостойкости, поскольку этот композит является армированным слоистым полиэстером, сопротивление удару которого — низкое. И даже слабый точечный удар может привести к отслаиванию и, в кончено итоге, выходу материла из строя. По этой причине карбон не может применяться для создания износостойких или многоразовых опорных плит седельно-сцепного устройства удовлетворительного качества, для производства различных компонентов подвески или любых других деталей, которые эксплуатируются в условиях максимальной нагрузки.
Проводимость
Карбон является проводимым материалом! Чистый карбон чрезвычайно эффективно передает тепло сам по себе. Например, капот автомобиля, выполненный из карбона, может очень быстро нагреваться на солнце до нескольких сот градусов. Ультрафиолетовые лучи могут повредить композит: придать ему желтый оттенок или стать причиной растрескивания смолы, поэтому деформация является распространенным дефектом. В авиации многие запчасти из карбона покрываются глянцевой белой краской, поскольку тепло, образующееся от воздействия УФ лучей, может деформировать раму, оказать негативное воздействие на аэродинамические характеристики. Кроме того, УФ лучи могут как-то иначе изменить структуру самолета.
Карбон – это еще и электропроводящий материал. Возможно, вас смутит то, каким же образом композит на основе пластмассы может вдруг стать электропроводящим, но ткань из чистого карбона «прокладывает» своеобразный путь электричеству, даже если карбон обогащен изоляционным полимером. Когда карбон выбирается в качестве поверхности для электроники или в качестве кожуха охлаждающего вентилятора, убедитесь в наличии заземления, которое не должно «проходить» через карбон. Анекдот из жизни: мы как-то были свидетелями чуть не начавшегося возгорания в двигателе владельца грузовика Geiser Trophy, поскольку он просто-напросто не верил, что карбон является проводимым материалом, а возгорание смолы – это вам не шутки.
Работа с карбоном
Если стекловолокно когда-нибудь попадало вам на кожу, то вы знаете, как сильно раздражают эти невидимые глазу частички. А карбон гораздо хуже! Избегайте прикасаться голыми руками к рваным краям карбона и к рубленому волокну.
При заказе ткани из карбона важно убедиться, что он поставляется в рулонах, как оберточная бумага. Карбон, упакованный «сложениями», будет иметь загибы и, в результате, конструкционная целостность его загнутых волокон будет нарушена. Соблюдайте эти инструкции при работе с материалом, и храните ткань в чистоте во избежание появления пыли и жирных отпечатков пальцев, обеспечивая при этом максимально правильную укладку. Смешивать смолу необходимо в небольших емкостях, что является нормой. Будьте внимательны, смолу нельзя смешивать в емкостях, покрытых воском. Воск вступает в реакцию со смолами, в результате чего смола затвердевает. Затвердевание смолы – это экзотермическая реакция, что значит нагнетание тепла в качестве побочного продукта в результате химической реакции. Смешивая большое количество смолы, убедитесь, что ее излишки находятся вне зоны хранения горючих материалов, иначе существует высокий риск возникновения пожара.
Заключение
Объем базовых знаний, которые мы даже не затронули в этой статье, просто огромен. Но мы надеемся, что этот общий обзор помог вам лучше представить себе, что такое карбон. Это крайне универсальный и прочный материал, если с ним обращаться с умом. Но если его использовать неверно, он становится самым настоящим бельмом на глазу. Создание простых деталей в домашних условиях не представляет собою никаких сложностей, но приготовьтесь выделить немного больше времени на работу с ним по сравнению со стекловолокном. Учитывайте в своем проекте все – цели, бюджет. И только потом принимайте решение, является ли карбон правильным выбором или вам просто хочется добавить эстетики своему автомобилю?
Данные взяты с сайта: tourerv.ru
Где применяется углепластик 🚩 детали из углепластика 🚩 Естественные науки
Карбон одновременно очень легкий и чрезвычайно прочный материал, из него можно изготавливать детали любого размера и конфигурации. Углепластик обладает прекрасными аэродинамическими показателями, он способен выдерживать любые критические температуры. Нити углерода очень устойчивы к растяжению, наравне со сталью. Однако при сжатии или точечных ударах они могут поломаться, поэтому их переплетают под определенным углом и добавляют резиновые нити.В строительстве углеродопластики используют в системах внешнего армирования, например, при возведении или ремонте мостов, промышленных или складских зданий. Это позволяет проводить реконструкцию со значительно меньшими трудозатратами в сравнении с традиционными способами и в более сжатые сроки. При этом срок службы несущей конструкции увеличивается в несколько раз.
В авиации из углепластиков создают цельные композитные детали. Алюминиевые сплавы проигрывают в сравнении углепластиковым. Композитные детали имеют в 5 раз меньший вес и гораздо большую прочность и гибкость, а также устойчивость к давлению и некоррозийность. Даже их высокая стоимость не является критичной, так как масштабы применения карбонов в этой области не столь велики. Количество углеродных волокон здесь составляет около 10 процентов общего объема их производства.
В ракетостроении композиционные материалы используются очень широко. Высокие нагрузки космических полетов предъявляют соответствующие требования к материалам, используемым при производстве деталей. Углеродные материалы могут работать в условиях высоких и низких температур, при огромных вибрационных нагрузках, в вакууме и в условиях радиационного воздействия.
Атомная промышленность использует углепластики при создании энергетических реакторов, стойким к высоким температурам, радиации и большому давлению. Кроме этого, в этой отрасли особое внимание придается общей прочности внешних конструкций, и система внешнего армирования тоже имеет обширное применение.
В автомобилестроении из композитных материалов производят отдельные детали и узлы, а также автомобильные корпуса целиком. Сочетание прочности и легкости позволяет создавать безопасные и экологичные автомобили. Из углепластика делают обвесы, капоты, спойлеры. Карбоновые тормозные диски — непременный атрибут гоночных автомобилей.
В судостроении высокая прочность, коррозионная стойкость, высокая ударостойкость и низкая теплопроводность делают углепластики лучшим материалом для изготовления конструкций корпусов подводных лодок.
Одна из самых значимых областей применения углеродопластиков — ветроэнергетика. Легкость и непревзойденная прочность на изгиб этих материалов позволяют создавать удлиненные лопасти, обладающие большей энергопроизводительностью.
Эти же показатели углепластиков востребованы и в железнодорожной отрасли. Применение этих материалов позволяет облегчить конструкцию вагонов, снизив этим общий вес составов, что позволяет увеличивать их длину и улучшать скоростные характеристики. Кроме того, углепластики могут использоваться при строительстве железнодорожного полотна.
Композиционные материалы интенсивно входят и в быт каждого человека. Из углепластиков создаются многие товары народного потребления — детали бытовых приборов, спортивная экипировка и инвентарь, мебель, детали интерьера, музыкальные инструменты и многое другое.
Углеводородное волокно, карбоновая нить, производство полимерных материалов и карбона, углеволокно цена
Углеродное волокно — материал, состоящий из тонких нитей диаметром от 3 до 15 микрон, образованных преимущественно атомами углерода. Атомы углерода объединены в микроскопические кристаллы, выровненные параллельно друг другу. Выравнивание кристаллов придает волокну большую прочность на растяжение. Углеродные волокна характеризуются высокой силой натяжения, низким удельным весом, низким коэффициентом температурного расширения и химической инертностью.
Производством углеродного волокна в России занимается компания ООО «Композит-Волокно», входящее в холдинг «Композит»
Углеродное волокно является основой для производства углепластиков (или карбона, карбонопластиков, от «carbon», «carbone» — углерод). Углепластики — полимерные композиционные материалы из переплетенных нитей углеродного волокна, расположенных в матрице из полимерных (чаще эпоксидных) смол.
Углеродные композиционные материалы отличаются высокой прочностью, жесткостью и малой массой, часто прочнее стали, но гораздо легче.
Производство полимерных материалов
Наше предложение
Производство полимерных материалов требует значительного опыта. Для достижения принятых стандартов качества необходимы не только квалифицированные сотрудники, но и налаженная технология изготовления изделий. По этим причинам все представленные позиции в каталоге имеют высокое качество, гарантируют достижение поставленных перед ними задач и обладают регулярными положительными отзывами.
В каталоге вы сможете подобрать изделия для таких сфер:
- машиностроение;
- космическая и авиационная промышленность;
- ветроэнергетика;
- строительство;
- спортивный инвентарь;
- товары народного потребления
Наше производство изделий из полимерных материалов может обеспечить вас тем количеством изделий, которое вам будет необходимо. Отсутствуют ограничения по объему заказа. При этом вы можете рассчитывать на полную консультацию от профессионалов и оперативное выполнение поставленных задач. Производство полимерных материалов в России, которое мы осуществляем, дает возможность приобретения необходимых единиц каталога по оптовой системе. Изучите наш каталог, а также, если у вас остались какие-либо вопросы — не откладывайте их на потом и обращайтесь прямо сейчас в нашу службу поддержки.
Почему цена на углеволокно так высока?
Большие затраты энергии — основная причина высокой себестоимости углеродного волокна. Впрочем, это с лихвой компенсируется впечатляющим результатом. Даже не верится, что все начиналось с «мягкого и пушистого» материала, содержащегося в довольно прозаических вещах и известных не только сотрудникам химических лабораторий. Белые волокна — так называемые сополимеры полиакрилонитрила — широко используются в текстильной промышленности. Они входят в состав плательных, костюмных и трикотажных тканей, ковров, брезента, обивочных и фильтрующих материалов. Иными словами, сополимеры полиакрилонитрила присутствуют везде, где на прилагающейся этикетке упомянуто акриловое волокно. Некоторые из них «несут службу» в качестве пластмасс. Наиболее распространенный среди таковых — АБС-пластик. Вот и получается, что «двоюродных родственников» у карбона полным-полно. Карбоновая нить имеет впечатляющие показатели по усилию на разрыв, но ее способность «держать удар» на изгиб «подкачала». Поэтому, для равной прочности изделий, предпочтительнее использовать ткань. Организованные в определенном порядке волокна «помогают» друг другу справиться с нагрузкой. Однонаправленные ленты лишены такого преимущества. Однако, задавая различную ориентацию слоев, можно добиться искомой прочности в нужном направлении, значительно сэкономить на массе детали и излишне не усиливать непринципиальные места.
Что такое карбоновая ткань?
Для изготовления карбоновых деталей применяется как просто углеродное волокно с хаотично расположенными и заполняющими весь объем материала нитями, так и ткань (Carbon Fabric). Существуют десятки видов плетений. Наиболее распространены Plain, Twill, Satin. Иногда плетение условно — лента из продольно расположенных волокон «прихвачена» редкими поперечными стежками только для того, чтобы не рассыпаться. Плотность ткани, или удельная масса, выраженная в г/м2, помимо типа плетения зависит от толщины волокна, которая определяется количеством угленитей. Данная характеристика кратна тысячи. Так, аббревиатура 1К означает тысячу нитей в волокне. Чаще всего в автоспорте и тюнинге применяются ткани плетения Plain и Twill плотностью 150–600 г/м2, с толщиной волокон 1K, 2.5K, 3К, 6K, 12K и 24К. Ткань 12К широко используется и в изделиях военного назначения (корпуса и головки баллистических ракет, лопасти винтов вертолетов и подводных лодок, и пр.), то есть там, где детали испытывают колоссальные нагрузки.
Бывает ли цветной карбон? Желтый карбон бывает?
Часто от производителей тюнинговых деталей и, как следствие, от заказчиков можно услышать про «серебристый» или «цветной» карбон. «Серебряный» или «алюминиевый» цвет — всего лишь краска или металлизированное покрытие на стеклоткани. И называть карбоном такой материал неуместно — это стеклопластик. Отрадно, что и в данной области продолжают появляться новые идеи, но по характеристикам стеклу с углем углеродным никак не сравниться. Цветные же ткани чаще всего выполнены из кевлара. Хотя некоторые производители и здесь применяют стекловолокно; встречается даже окрашенные вискоза и полиэтилен. При попытке сэкономить, заменив кевлар на упомянутые полимерные нити, ухудшается адгезия такого продукта со смолами. Ни о какой прочности изделий с такими тканями не может быть и речи. Отметим, что «Кевлар», «Номекс» и «Тварон» — патентованные американские марки полимеров. Их научное название «арамиды». Это родственники нейлонов и капронов. В России есть собственные аналоги — СВМ, «Русар», «Терлон» СБ и «Армос». Но, как часто бывает, наиболее «раскрученное» название — «Кевлар» — стало именем нарицательным для всех материалов.
Что такое кевлар и какие у него свойства?
По весовым, прочностным и температурным свойствам кевлар уступает углеволокну. Способность же кевлара воспринимать изгибающие нагрузки существенно выше. Именно с этим связано появление гибридных тканей, в которых карбон и кевлар содержатся примерно поровну. Детали с угольно-арамидными волокнами воспринимают упругую деформацию лучше, чем карбоновые изделия. Однако есть у них и минусы. Карбон-кевларовый композит менее прочен. Кроме того, он тяжелее и «боится» воды. Арамидные волокна склонны впитывать влагу, от которой страдают и они сами, и большинство смол. Дело не только в том, что «эпоксидка» постепенно разрушается водно-солевым раствором на химическом уровне. Нагреваясь и охлаждаясь, а зимой вообще замерзая, вода механически расшатывает материал детали изнутри. И еще два замечания. Кевлар разлагается под воздействием ультрафиолета, а формованный материал в смоле утрачивает часть своих замечательных качеств. Высокое сопротивление разрыву и порезам отличают кевларовую ткань только в «сухом» виде. Потому свои лучшие свойства арамиды проявляют в других областях. Маты, сшитые из нескольких слоев таких материалов, — основной компонент для производства легких бронежилетов и прочих средств безопасности. Из нитей кевлара плетут тонкие и прочные корабельные канаты, делают корд в шинах, используют в приводных ремнях механизмов и ремнях безопасности на автомобилях.
А можно обклеить деталь карбоном?
Непреодолимое желание иметь в своей машине детали в черно-черную или черно-цветную клетку привели к появлению диковинных суррогатов карбона. Тюнинговые салоны обклеивают деревянные и пластмассовые панели салонов углеродной тканью и заливают бесчисленными слоями лака, с промежуточной ошкуриванием. На каждую деталь уходят килограммы материалов и масса рабочего времени. Перед трудолюбием мастеров можно преклоняться, но такой путь никуда не ведет. Выполненные в подобной технике «украшения» порой не выдерживают температурных перепадов. Со временем появляется паутина трещин, детали расслаиваются. Новые же детали неохотно встают на штатные места из-за большой толщины лакового слоя.
Как производятся карбоновые и/или композитные изделия?
Технология производства настоящих карбоновых изделий основывается на особенностях применяемых смол. Компаундов, так правильно называют смолы, великое множество. Наиболее распространены среди изготовителей стеклопластиковых обвесов полиэфирная и эпоксидная смолы холодного отверждения, однако они не способны полностью выявить все преимущества углеволокна. Прежде всего, по причине слабой прочности этих связующих компаундов. Если же добавить к этому плохую стойкость к воздействию повышенных температур и ультрафиолетовых лучей, то перспектива применения большинства распространенных марок весьма сомнительна. Сделанный из таких материалов карбоновый капот в течение одного жаркого летнего месяца успеет пожелтеть и потерять форму. Кстати, ультрафиолет не любят и «горячие» смолы, поэтому, для сохранности, детали стоит покрывать хотя бы прозрачным автомобильным лаком.
Компаунды холодного твердения.
«Холодные» технологии мелкосерийного выпуска малоответственных деталей не позволяют развернуться, поскольку имеют и другие серьезные недостатки. Вакуумные способы изготовления композитов (смола подается в закрытую матрицу, из которой откачан воздух) требуют продолжительной подготовки оснастки. Добавим к этому и перемешивание компонентов смолы, «убивающее» массу времени, что тоже не способствует производительности. Говорить о ручной выклейке вообще не стоит. Метод же напыления рубленого волокна в матрицу не позволяет использовать ткани. Собственно, все идентично стеклопластиковому производству. Просто вместо стекла применяется уголь. Даже самый автоматизированный из процессов, который к тому же позволяет работать с высокотемпературными смолами (метод намотки), годится для узкого перечня деталей замкнутого сечения и требует очень дорогого оборудования.
Эпоксидные смолы горячего отверждения прочнее, что позволяет выявить качества карбонов в полной мере. У некоторых «горячих» смол механизм полимеризации при «комнатной» температуре запускается очень медленно. На чем, собственно, и основана так называемая технология препрегов, предполагающая нанесение готовой смолы на углеткань или углеволокно задолго до процесса формования. Приготовленные материалы просто ждут своего часа на складах.
В зависимости от марки смолы время жидкого состояния обычно длится от нескольких часов до нескольких недель. Для продления сроков жизнеспособности, приготовленные препреги, иногда хранят в холодильных камерах. Некоторые марки смол «живут» годами в готовом виде. Прежде чем добавить отвердитель, смолы разогревают до 50–60 C, после чего, перемешав, наносят посредством специального оборудования на ткань. Затем ткань прокладывают полиэтиленовой пленкой, сворачивают в рулоны и охлаждают до 20–25 C. В таком виде материал будет храниться очень долго. Причем остывшая смола высыхает и становится практически не заметной на поверхности ткани. Непосредственно при изготовлении детали нагретое связующее вещество становится жидким как вода, благодаря чему растекается, заполняя весь объем рабочей формы и процесс полимеризации ускоряется.
Компаунды горячего твердения.
«Горячих» компаундов великое множество, при этом у каждой собственные температурные и временные режимы отверждения. Обычно, чем выше требуемые показания термометра в процессе формовки, тем прочнее и устойчивее к нагреву готовое изделие. Исходя из возможностей имеющегося оборудования и требуемых характеристик конечного продукта, можно не только выбирать подходящие смолы, но делать их на заказ. Некоторые отечественные заводы-изготовители предлагают такую услугу. Естественно, не бесплатно.
Препреги как нельзя лучше подходят для производства карбона в автоклавах. Перед загрузкой в рабочую камеру нужное количество материала тщательно укладывается в матрице и накрывается вакуумным мешком на специальных распорках. Правильное расположение всех компонентов очень важно, иначе не избежать нежелательных складок, образующихся под давлением. Исправить ошибку впоследствии будет невозможно. Если бы подготовка велась с жидким связующим, то стала бы настоящим испытанием для нервной системы рабочих с неясными перспективами успеха операции.
Процессы, происходящие внутри установки, незатейливы. Высокая температура расплавляет связующее и «включает» полимеризацию, вакуумный мешок удаляет воздух и излишки смолы, а повышенное давление в камере прижимает все слои ткани к матрице. Причем происходит все одновременно.
С одной стороны, одни преимущества. Прочность такого углепластика практически максимальна, объекты самой затейливой формы делаются за один «присест». Сами матрицы не монументальны, поскольку давление распределено равномерно во всех направлениях и не нарушает геометрию оснастки. Что означает быструю подготовку новых проектов. С другой стороны, нагрев до нескольких сотен градусов и давление, порой доходящее до 20 атм., делают автоклав очень дорогостоящим сооружением. В зависимости от его габаритов цены на оборудование колеблются от нескольких сотен тысяч до нескольких миллионов долларов. Прибавим к этому нещадное потребление электроэнергии и трудоемкость производственного цикла. Результат — высокая себестоимость продукции. Есть, впрочем, технологии подороже и посложнее, чьи результаты впечатляют еще больше. Углерод-углеродные композиционные материалы (УУКМ) в тормозных дисках на болидах Формулы-1 и в соплах ракетных двигателей выдерживают чудовищные нагрузки при температурах эксплуатации, достигающих 3000 C. Эту разновидность карбона получают путем графитизации термореактивной смолы, которой пропитывают спрессованное углеродное волокно заготовки. Операция чем-то похожа на производство самого углеволокна, только происходит она при давлении 100 атмосфер. Да, большой спорт и военно-космическая сфера деятельности способны потреблять штучные вещи по «заоблачным» ценам. Для тюнинга и, тем более, для серийной продукции такое соотношение «цены-качества» неприемлемо.
Если решение найдено, оно выглядит настолько простым, что удивляешься: «Что же мешало додуматься раньше?». Тем не менее, идея разделить процессы, происходящие в автоклаве, возникла спустя годы поиска. Так появилась и стала набирать обороты технология, сделавшая горячее формование карбона похожим на штамповку. Препрег готовится в виде сэндвича. После нанесения смолы ткань с обеих сторон покрывается либо полиэтиленовой, либо более термостойкой пленкой. «Бутерброд» пропускается между двух валов, прижатых друг к другу. При этом лишняя смола и нежелательный воздух удаляются, примерно так же, как и при отжиме белья в стиральных машинах образца 1960-х годов. В матрицу препрег вдавливается пуансоном, который фиксируется резьбовыми соединениями. Далее вся конструкция помещается в термошкаф.
Тюнинговые фирмы изготавливают матрицы из того же карбона и даже прочных марок алебастра. Гипсовые рабочие формы, правда, недолговечны, но пара-тройка изделий им вполне по силам. Более «продвинутые» матрицы делаются из металла и иногда оснащаются встроенными нагревательными элементами. В серийном производстве они оптимальны. Кстати, метод подходит и для некоторых деталей замкнутого сечения. В этом случае легкий пуансон из вспененного материала остается внутри готового изделия. Антикрыло Mitsubishi Evo — пример такого рода.
Механические усилия заставляют думать о прочности оснастки, да и система матрица — пуансон требует либо 3D-моделирования, либо модельщика экстра-класса. Но это, все же, в сотни раз дешевле технологии с автоклавом.
Алексей Романов редактор журнала «ТЮНИНГ Автомобилей»