Порядок регулировки клапанов ваз 2106 таблица: Инструкция по регулировке зазоров клапанов
Инструкция по регулировке зазоров клапанов
Абсолютно на любых двигателях «классики», в том числе и ВАЗ 2106 тепловые зазоры клапанов необходимы время от времени регулировать. Если этого не делать, то со временем некоторые клапана могут быть зажаты, или же наоборот зазор будет великоват и они будут стучать. Чтобы этого избежать, необходимо проводить регулировку своевременно. Для начала приведу список инструментов, которые понадобятся для выполнения для выполнения этой работы с ВАЗ 2106.
- Рожковый ключ на 13
- Ключ на 17 рожковый
- Набор щупов, точнее нам понадобится именно один щуп, толщиной 0,15 мм
- А также еще список инструментов, необходимых для снятия клапанной крышки
Пошаговое руководство по регулировке тепловых зазоров клапанов на ВАЗ 2106
Прежде чем приступать к выполнению этой работы, стоить учесть, что двигатель автомобиля должен быть холодным, то есть его температура должна быть максимально приближена к комнатной. Стоит также отметить, что натяжение цепи привода ГРМ должно быть нормальным.
Стоит также отметить, что натяжение цепи привода ГРМ должно быть нормальным.
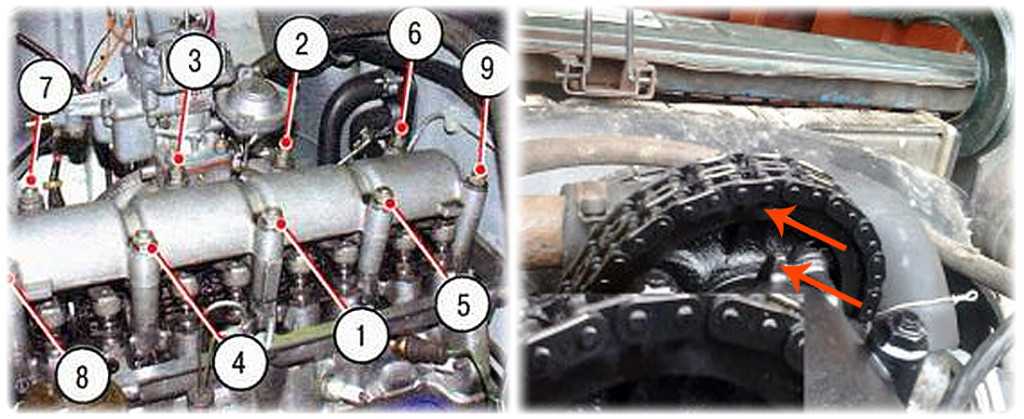
Первым делом нужно снять клапанную крышку. После этого выставить шкив коленвала и распредвала по меткам. Если цепь была одета правильно, то метки должны совпадать, но все равно лучше лишний раз проверить. Итак, метка на шкиве коленчатого вала должна совпадать с длинной меткой на передней крышке двигателя. Вот так все выглядит наглядно:
Специально сделал более приближенно, чтобы видно было лучше:
Теперь смотрим на звезду распредвала и там также метка на шестерне должна совпасть с выступом на крышке. Ниже на фотографии все представлено:
При таком положении коленчатого и распределительного вала поршень четвертого цилиндра находится в верхней мертвой точке (ВМТ). Именно в этот момент необходимо регулировать зазор 6-го и 8-го клапана. Если вы делаете это впервые, то имейте ввиду, что отсчет номеров клапанов ведется с левой стороны, то есть с передней части двигателя. Чтобы понять, какие именно клапан нужно регулировать в этом положении, я покажу все на пальцах, в буквальном смысле:
Теперь берем щуп толщиной 0,15 мм и вставляем его между рокером и распредвалом, ниже на фото более наглядно все это показано на примере 8-го клапана:
Если щуп проходит без усилия, значит зазор слишком большой и его необходимо сделать меньше. Если же наоборот щуп не проходит между рокером и распредвалом ВАЗ 2106, значит зазор нужно уменьшить до 0,15 мм. Регулировка зазоров осуществляется при помощи регулировочного болта и контрольной гайки следующим образом. Сначала слегка ослабляем контрящую гайку ключом на 17, а ключом на 13 уже выставляем необходимый зазор, откручивая его или наоборот закручивая.
Если же наоборот щуп не проходит между рокером и распредвалом ВАЗ 2106, значит зазор нужно уменьшить до 0,15 мм. Регулировка зазоров осуществляется при помощи регулировочного болта и контрольной гайки следующим образом. Сначала слегка ослабляем контрящую гайку ключом на 17, а ключом на 13 уже выставляем необходимый зазор, откручивая его или наоборот закручивая.
Как только регулировочным болтом добьетесь необходимого зазора, можно закручивать контргайку. Но стоит учесть, что во время затяжки зазор может уменьшиться, так что проверьте зазор после закручивания гайки и при необходимости отрегулируйте заново.
Остальные клапан регулируются точно также, но в строго определенной последовательности, о чем подробно напишу ниже.
Порядок регулировки зазоров клапанов на ВАЗ 2106
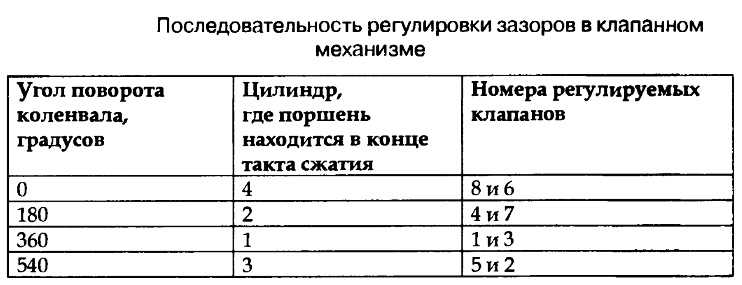
Клапана регулируются в строго определенной последовательности, как уже было сказано выше. Ниже будут представлены данные о том, насколько нужно провернуть коленвал ( в градусах) для регулировки того или иного клапана:
- Совпадение по меткам (первоначальное положение) — 6-ой и 8-ой клапан.

- Поворот коленчатого вала на 180 градусов — 4-ый и 7-ой клапана.
- Поворот на 360 градусов — 1-ый и 3-ий клапана
- Положение вала с поворотом на 540 градусов — 5-ый и 2-ой клапан.
Для удобства можно нанести на шкив коленвала свои метки, то есть поделить его на две части, сделав еще одну отметину напротив заводской.
Есть еще один способ, чтобы проверить угол поворота вала. Можно снять крышку трамблера и регулировать клапана по приведенным выше данным, только каждые следующие два клапана регулируются не после 180 градусов поворота бегунка, а после 90, то есть 1/4 оборота. Метку можно сделать на корпусе трамблера свою.
После выполнения данной процедуры обслуживания ВАЗ 2106, устанавливаем на место все снятые детали в порядке, обратном снятию. Если будут вопросы, спрашивайте ниже в комментариях, может помогу чем!
Порядок регулировки клапанов на ВАЗ 2106
О необходимости регулировки клапанов в ВАЗ 2106 постоянно будет напоминать своеобразное тарахтенье силовой установки, которое режет слух автолюбителя при работе моторного агрегата на холостых оборотах.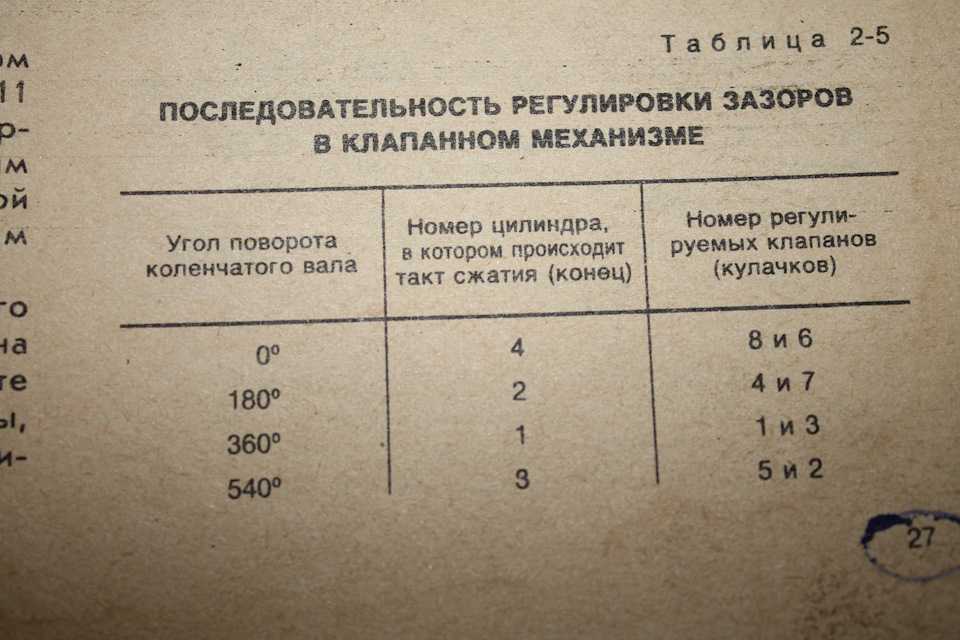 Конечно, аварийно- опасная ситуация при этом возникнуть не может, но разрегулированные клапаны, независимо от состояния, вызывают повышенный износ механизмов с последующим выходом газораспределительного механизма из строя.
Конечно, аварийно- опасная ситуация при этом возникнуть не может, но разрегулированные клапаны, независимо от состояния, вызывают повышенный износ механизмов с последующим выходом газораспределительного механизма из строя.
Необходимо знать, что регулировка зазоров клапанов ВАЗ 2106 осуществляется только на непрогретом моторе. Еще одна важная деталь: перед началом регулировочных работ требуется протестировать состояние цепной передачи, и при необходимости нужно натянуть цепь ГРМ.
Такая технологическая процедура, как регулировка клапанов «шестерки» своими руками, должна проводиться через 30 000 км. пробега. Но это не означает, что при необходимости она может осуществляться и через меньший промежуток времени. Также эта контрольная операция делается и после каждого демонтажа ГБЦ, даже при замене прокладочных материалов.
Этапы подготовки к работе
При подготовке к такой работе при отсутствии опыта лучше посмотреть видео «регулировка клапанов ваз 2106 своими руками», чтобы лучше себе представлять объем необходимой работы и порядок регулировки клапанов «шестерки».
Для осуществления процесса требуется начальные навыки в слесарном деле, точное соблюдение инструкций, набор гаечных ключей, контрольный щуп и ветошь для чистки рук в случае, если они будут выпачканы в масле.
Дожидаемся момента, когда мотор приобрел температуру холодного двигателя, демонтируем крышку клапанов, защищающую распредвал, натягиваем цепь натяжителем и выводим IV цилиндр в верхнюю мёртвую точку с последующим его закреплением для закрытия 8 и 6 клапана.
Порядок регулировки клапанов «шестерки» щупом
Четкий пошаговый порядок регулировки клапанов будет гарантировать выверенность работы всего ГРМ, поэтому работу требуется выполнять по такой схеме регулировки клапанов ваз 2106, которая приведет к положительным результатам. Предлагается следующая таблица регулировки клапанов ваз 2106, очередность выполнения которой неукоснительно должна соблюдаться.
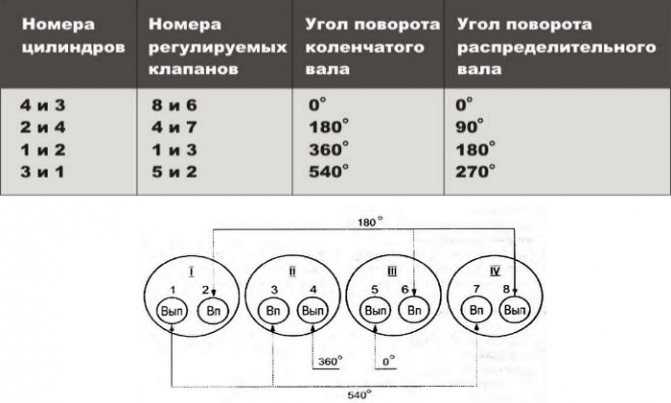
С учетом того, что один полный круг вращения коленвала (360 градусов) соответствует 2 полным круговым поворотам распредвала, проводим следующие работы:
- ВМТ IV цилиндра соответствует нулевой позиции поворота валов ГРМ, при этом 4 и 3 цилиндры выводят 8 и 6 клапана.
- При вращении распределительного вала на 90 градусов (а коленвала, естественно, на 180 градусов) 2 и 4 цилиндры выводят 4 и 7 клапана.
- При вращении распределительного вала на 180 градусов (коленвала на 360) 1 и 2 цилиндры выводят 1 и 3 клапана.
- При вращении распределительного вала 270 градусов, а коленвала — на 540 градусов 3 и 1 цилиндры выводят 5 и 2 клапана.

На каждом этапе проверяем тепловой зазор контрольным щупом, который должен входить «впритирку». Для регулировки зазоров клапанов «шестерки» гаечными ключами ослабляем гайку и отвинчиваем болт, после регулировки клапанов ВАЗ 2106 своими руками гайку поджимаем для фиксации положения болта.
Регулировка клапанов «шестерки» с помощью рейки
Существует альтернативный способ контроля тепловых зазоров клапанов — регулировка клапанов рейкой, который является более точным. Его преимущество состоит в том, что он учитывает рельефность поверхности сопряженных между собой клапана и ронкера. Многие автолюбители в целях контроля проводят регулировку клапанов ваз 2106 в два приема, т.е. сначала щупом, а потом рейкой для уменьшения погрешности технологического процесса установки тепловых зазоров.
Многие автолюбители в целях контроля проводят регулировку клапанов ваз 2106 в два приема, т.е. сначала щупом, а потом рейкой для уменьшения погрешности технологического процесса установки тепловых зазоров.
Обязательный порядок регулировки клапанов ВАЗ «шестой модели» следующий:
- Демонтируем карбюратор, отсоединяем привод акселераторной педали, шланг отвода газов от картера, крышку трамблера и крышку клапанов;
- Прокручиваем мотор до совпадения рисок ша шестерне распределительного вала с корпусной риской. При корректной установке риски на шкиве коленчатого вала она должна совпадать с риской на силовой установке;
- Маркером яркой расцветки на обратной плоскости шестерни распределительного вала «подсвечиваем» через каждые 90 градусов риски по отношению к риске заводского нанесения;
- Монтируем рейку на выступе блока подшипников, прикрепляем к рейке индикатор, устанавливая его крайнюю плоскость кулачка клапана, подлежащего регулировке;
- Берем кулачок специальным приспособлением — захватом и вытягиваем его вверх, при этом значение индикатора должно стать на 52 значения шкалы измененным.
- Проводим проверку выставленного теплового зазора.
На нашем интернет – ресурсе можно посмотреть познавательное видео «регулировка клапанов ваз 2106 своими руками», где достаточно подробно изложен порядок и способы регулировки тепловых зазоров клапанов. Просмотр этого видеоролика даст возможность оценить объем и порядок работы, а также необходимость в инструментах и знаниях.
Если задействовать мастеров специализированных авторемонтных предприятий то цена регулировки клапанов «шестерки», как технологической операции, как и любая услуга этого ремонтного органа, стоит достаточно дорого. Ввиду ее несложности и достаточности начальных навыков в слесарном деле можно попробовать сделать это самостоятельно.
Трудоемкий процесс самостоятельной регулировки клапанов в двигателе с регулировочными прокладками, часть 2
На прошлой неделе мы говорили об основных шагах по регулировке клапанов в двигателе, в котором используются прокладки под тарельчатыми толкателями. Подводя итог, эти шаги таковы:
Подводя итог, эти шаги таковы:
- При холодном двигателе тщательно измерьте зазоры клапанов с помощью щупов и запишите их в таблицу.
- Проверните двигатель в верхнюю мертвую точку (ВМТ) и снимите распределительные валы.
- Снимите тарельчатые толкатели и прокладки клапанов, поместив их в маркированный организационный контейнер, чтобы вы были абсолютно уверены, что куда идет.
- Измерьте толщину прокладок клапанов и запишите их размеры в таблицу.
- Рассчитайте размер прокладок клапанов, необходимых для получения желаемых зазоров, и закажите их.
- Установите на место тарельчатые толкатели и распределительные валы.
- Измерьте получившиеся зазоры, чтобы убедиться, что вы все сделали правильно.
Это немного сложнее, чем замена свечей зажигания, верно?
Моя таблица, показывающая зазоры, измеренные с помощью щупов, и существующие толщины прокладок клапанов, измеренные с помощью микрометра. Роб Сигел Поскольку процедура болезненная, вы хотите сделать ее как можно точнее, чтобы максимизировать свои шансы на правильное ее выполнение.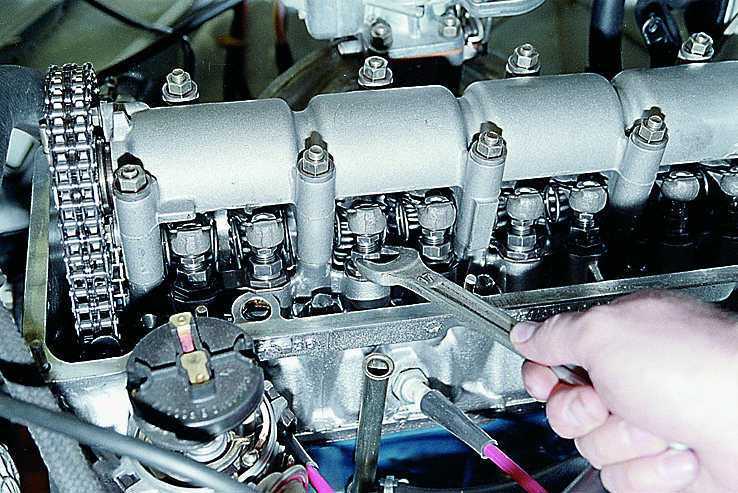 Точность установки прокладок представляет собой сочетание точности измерения зазора, измерения прокладки и точности изготовления новых прокладок. При измерении зазора вы используете щупы, и, таким образом, вы получите его с точностью до разницы в толщине между различными лезвиями, которая составляет одну тысячную дюйма. У вас нет контроля над производством новых прокладок, но у вас есть некоторый контроль над точностью их измерения. Измерить их можно штангенциркулем, что хорошо примерно до тысячной. Однако, если вы используете хороший микрометр, вы можете получить точность ближе к нескольким десятитысячным.
Точность установки прокладок представляет собой сочетание точности измерения зазора, измерения прокладки и точности изготовления новых прокладок. При измерении зазора вы используете щупы, и, таким образом, вы получите его с точностью до разницы в толщине между различными лезвиями, которая составляет одну тысячную дюйма. У вас нет контроля над производством новых прокладок, но у вас есть некоторый контроль над точностью их измерения. Измерить их можно штангенциркулем, что хорошо примерно до тысячной. Однако, если вы используете хороший микрометр, вы можете получить точность ближе к нескольким десятитысячным.
Теперь может показаться высокомерием думать, что вы действительно можете подогнать клапаны к десятитысячному , когда щупы «годен/не годен» показывают только одну тысячную.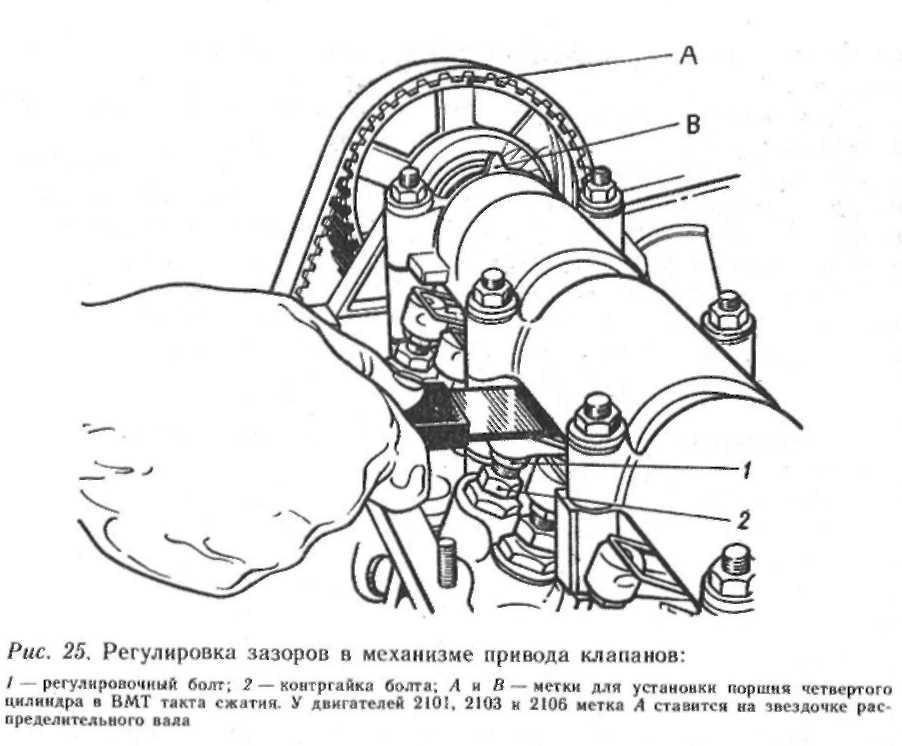 Вы не можете. Но есть две причины, по которым вам следует использовать высококачественный микрометр для измерения как оригинальных, так и новых прокладок.
Вы не можете. Но есть две причины, по которым вам следует использовать высококачественный микрометр для измерения как оригинальных, так и новых прокладок.
Во-первых, шкала нониуса хорошего микрометра просто более точна, чем циферблатный индикатор на наборе штангенциркулей, и должна быть в состоянии получить если не десятитысячную, то по крайней мере менее десятитысячной доли. Недостатком является то, что к аналоговому микрометру нужно немного привыкнуть. Обычно он имеет шкалу рукава , и шкалу нониуса . Шкала рукава (белая стрелка вверху) представляет собой набор меток, открывающихся при открытии микрометра. На моей шкале рукава четыре метки через каждые десятые дюйма, что делает каждую из них 25-тысячными. Затем на поворотной шкале на ручке есть 25 отметок, что дает вам количество тысяч с момента последней отметки на шкале рукава.
Таким образом, если микрофон был открыт сразу за первой отметкой на рукаве (0,025), а поворотная шкала показывает 10, размер будет 0,025 + 0,010 = 0,035 дюйма. Большинство прокладок, которые я измеряю, имеют размер чуть меньше или чуть больше десятой доли дюйма. На фото выше это чуть больше десятой, поэтому толщина равна 0,1 плюс показание на поворотной шкале, которое составляет чуть меньше восьми тысячных, так что вы должны назвать его семью, плюс количество десятитысячных, которое вы считываете с Вернье шкала. Если показание меньше десятой доли дюйма, следует помнить, что тысячные доли на вращающейся рукоятке следует отсчитывать от ближайшей отметки на шкале рукава, равной 0,075, а затем прибавлять показание на поворотной шкале. Это требует некоторой практики, но это — это , значительно более точный, чем штангенциркуль, где на циферблате может быть трудно различить тысячные доли.
Большинство прокладок, которые я измеряю, имеют размер чуть меньше или чуть больше десятой доли дюйма. На фото выше это чуть больше десятой, поэтому толщина равна 0,1 плюс показание на поворотной шкале, которое составляет чуть меньше восьми тысячных, так что вы должны назвать его семью, плюс количество десятитысячных, которое вы считываете с Вернье шкала. Если показание меньше десятой доли дюйма, следует помнить, что тысячные доли на вращающейся рукоятке следует отсчитывать от ближайшей отметки на шкале рукава, равной 0,075, а затем прибавлять показание на поворотной шкале. Это требует некоторой практики, но это — это , значительно более точный, чем штангенциркуль, где на циферблате может быть трудно различить тысячные доли.
Но вторая причина, по которой микрометр лучше, чем штангенциркуль, заключается в том, что штангенциркуль измеряет толщину только в верхних точках на поверхностях прокладки, тогда как микрофон позволит вам непосредственно измерить точку в центре, где находится шток клапана. фунтов на нижней стороне прокладки и часто создает там небольшую выемку, а это площадь, влияющая на фактические зазоры клапанов.
фунтов на нижней стороне прокладки и часто создает там небольшую выемку, а это площадь, влияющая на фактические зазоры клапанов.
Но реальная проблема заключается в том, что вы хотите получить все измерения как можно более точными, потому что вы хотите настроить новые прокладки так, чтобы зазоры находились в середине и верхней части диапазона, а не в нижней части диапазона. . Это связано с тем, что клапаны со временем закрываются. Вы могли бы подумать, что они ослабнут, когда прокладки врезаются в них небольшими впадинами, но другой динамикой является рецессия седла клапана, когда удары клапанов о седла в головке втягивают их глубже, поднимая кончики штоков клапанов. и уменьшение клиренса. Точно измеряя, вы можете гарантировать, что сумма всех этих ошибок измерения не приведет к тому, что клапаны будут слишком тугими. Например, если спецификация зазора выпускного клапана составляет 0,009до 0,011 дюйма, вам обычно нужно стремиться к 0,10–0,011, а не 0,009.
Например, если спецификация зазора выпускного клапана составляет 0,009до 0,011 дюйма, вам обычно нужно стремиться к 0,10–0,011, а не 0,009.
Если вы почитаете о регулировке клапана с регулировочными прокладками, то увидите, что для расчета толщины необходимой вам прокладки используется следующая формула:
Новая прокладка = измеренный зазор – целевой зазор + существующая прокладка
Таким образом, если измеренный зазор клапана составляет 0,007 дюйма, целевой зазор равен 0,010, а существующая прокладка равна 0,110, вам нужна прокладка размером 0,107.
Мне не нравится эта формула, потому что она на самом деле не говорит вам, что происходит. Мне нравится использовать дополнительный шаг, который вычисляет дельту (разницу между измеренным и целевым зазорами), и делать все это в Excel, и строить таблицу, которая делает расчет для меня. Таблица выглядит так:
|
| мишень выхлопа | 0,01 |
| |
клапан | зазор | средний | дельта | старая прокладка | новая прокладка |
#1 | от 0,006 до 0,008 | 0,007 | -0,003 | 0,110 | 0,107 |
#2 | от 0,009 до 0,011 | 0,010 | 0 | 0,105 | 0,105 |
#3 | от 0,009 до 0,011 | 0,010 | 0 | 0,100 | 0,100 |
#4 | от 0,007 до 0,009 | 0,008 | -0,002 | 0,09 | 0,088 |
В верхней строке указано, что эта таблица предназначена для выпускных клапанов и что целевой зазор составляет 0,010 дюйма, как раз в середине желаемого диапазона. Столбец «зазор» представляет собой измеренные зазоры, полученные с помощью ступенчатых щупов типа «проход/непроход». «Средний» столбец — это, очевидно, число в середине этого диапазона. Если вы используете ступенчатый калибр, вы знаете, что зазор не является максимальным значением, потому что вы проверили, что лезвие щупа не войдет дальше ступени. То есть, если вы использовали лезвие 0,006–0,008, и оно останавливается на ступеньке, зазор составляет либо 0,006, либо 0,007. После того, как вы какое-то время отрегулировали клапана, вы научитесь определять разницу между ними на ощупь, но в остальном вы просто предполагаете, что это среднее значение.
Столбец «зазор» представляет собой измеренные зазоры, полученные с помощью ступенчатых щупов типа «проход/непроход». «Средний» столбец — это, очевидно, число в середине этого диапазона. Если вы используете ступенчатый калибр, вы знаете, что зазор не является максимальным значением, потому что вы проверили, что лезвие щупа не войдет дальше ступени. То есть, если вы использовали лезвие 0,006–0,008, и оно останавливается на ступеньке, зазор составляет либо 0,006, либо 0,007. После того, как вы какое-то время отрегулировали клапана, вы научитесь определять разницу между ними на ощупь, но в остальном вы просто предполагаете, что это среднее значение.
Столбец «дельта» представляет собой разницу между средним измеренным зазором и заданным зазором. Это число, которое говорит вам, как далеко вы находитесь. Отрицательный означает, что клапан слишком тугой; положительный означает слишком свободный. Итак, здесь № 1 затянут на три тысячных, № 2 и № 3 в порядке и не требуют замены прокладок, а № 4 затянут на две тысячных. Если бы это было 0,002 вместо -0,002, это означало бы, что клапан затянут на две тысячных.
Если бы это было 0,002 вместо -0,002, это означало бы, что клапан затянут на две тысячных.
Причина, по которой мне нравится делать это таким образом, заключается в том, что когда вы видите дельта-число, вы можете знать, в какую сторону должна двигаться прокладка. Например, для #1 дельта равна 9.0025 минус на три тысячных. Это означает, что клапан слишком тугой , поэтому ему нужна более тонкая прокладка, чтобы обеспечить больший зазор, поэтому сменная прокладка должна иметь толщину, меньшую, чем у существующей, меньшую на величину, равную дельта трехтысячных. Старая прокладка была 0,110, поэтому новая прокладка должна быть на три тысячных меньше, или 0,107. Когда вы делаете это таким образом, у вас меньше шансов сделать ошибки, поскольку расчет выполняется автоматически Excel, а также потому, что вы можете явно видеть, как недостаточный или избыточный зазор приводит к необходимости более тонких и более толстых прокладок соответственно.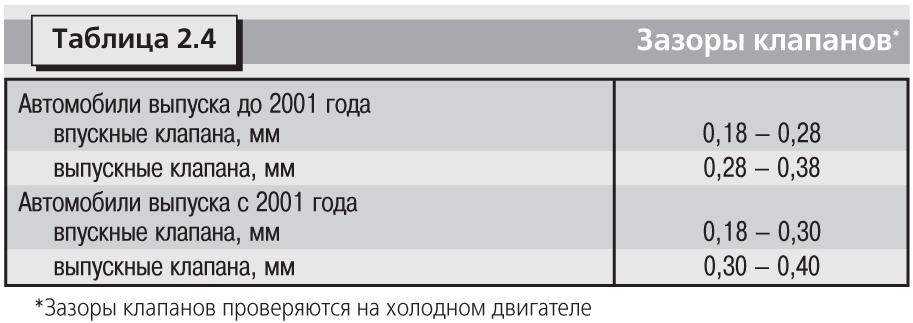 Есть смысл?
Есть смысл?
После этого я тщательно переписал зазоры клапанов и толщину прокладок в Excel и построил свои таблицы. Так как у меня было два выпускных клапана, которые точно измерялись ступенчатыми щупами в соответствии со спецификацией от 0,009 до 0,011, и поскольку эта спецификация уже довольно щедра, я оставил целевой зазор на центральном значении спецификации (0,010) и рассчитал, и толщины прокладок, необходимых для доведения двух других клапанов до 0,010. Однако для впускных клапанов, поскольку спецификации от 0,005 до 0,007 намного жестче, я нацелился на верхнюю часть спецификации (0,007) и рассчитал толщину для трех необходимых прокладок. Заказал пять шайб.
Через несколько дней прибыли прокладки. Те, что я купил, были помечены одним из трех способов. У некоторых толщина была выгравирована на поверхности, у некоторых она была напечатана, а некоторые просто были написаны маркером. Продавец был тактичен и заклеил их скотчем, указав толщину под каждой прокладкой.
Недавно заказанные прокладки клапанов. Rob Siegel
Rob SiegelНезависимо от этикеток, как я уже объяснял, важно проверять их толщину с помощью микрометра, и при этом я обнаружил проблему. Прокладка .107, которую я заказал для одного из выпускных клапанов, была .1077, достаточно, чтобы она могла наклонить зазор от середины или конца .009.до .011 скобка к началу. Несмотря на то, что это означало ожидание в течение нескольких дней, я заказал еще одну прокладку .107 и .106, а также попросил продавца прозвонить их, чтобы быть уверенным.
Обратите внимание, что, получив точные размеры старой и новой прокладок, вы можете рассчитать окончательный предполагаемый зазор. Это похоже на приведенную выше формулу, но здесь мы рассчитывали толщину новой прокладки, а здесь мы используем эту толщину и вычисляем ожидаемый зазор. Формула:
Новый зазор = старая прокладка – новая прокладка + измеренный зазор
Таким образом, если старая прокладка была 0,104 дюйма, новая прокладка равна 0,101 дюйма, а измеренный зазор был 0,007, расчетный новый зазор должно быть 0,104 – 0,101 + 0,007 или 0,010.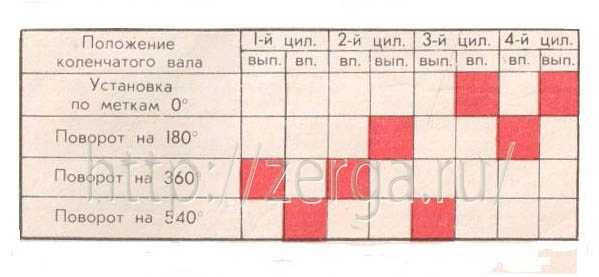 Опять же, хорошо подумать об этом пространственно, чтобы проверить его работоспособность: новая прокладка на 0,003 тоньше , чем старая, поэтому новый зазор должен быть на 0,003 больше , чем старый.
Опять же, хорошо подумать об этом пространственно, чтобы проверить его работоспособность: новая прокладка на 0,003 тоньше , чем старая, поэтому новый зазор должен быть на 0,003 больше , чем старый.
Наконец, с новыми прокладками, а также с организованной коробкой старых прокладок и других компонентов клапанного механизма, которые я удалил, я очень тщательно выбрал и поместил правильную прокладку поверх каждого штока клапана, дважды сверив с моей оригинальной рукой. письменная таблица того, что я удалил, проверяя прокладку микрофоном перед ее установкой, была ли она оригинальной прокладкой или нет, и проверяя весь здравый смысл: «клапан был затянут на три тысячи, новая прокладка на три тысячи тоньше, чем исходная прокладка». , так что у нас все хорошо». Затем я очистил каждый из тарельчатых толкателей тряпкой, смазал их маслом снаружи и поместил их на исходные штоки клапанов. Обратите внимание, что очень важно, чтобы тарельчатые толкатели вернулись в исходное положение, поскольку на зазоры клапанов влияют не только различные прокладки, но и различия в толщине верхних частей тарельчатых толкателей.
Одним из сюрпризов было то, что диаметр регулировочных прокладок клапанов сильно различался. Большинство оригинальных прокладок были размером около 0,62 дюйма и имели небольшое пространство для маневра внутри удерживающих чашек, но, как я сказал на прошлой неделе, одна была настолько плотной, что ее было трудно вытащить. Все новые прокладки, которые я заказал, были ближе к 0,625. Один из них был калибра .628, поэтому он подходил к чашке только в том случае, если я нажимал на него и он защелкивался. Я методично вращал его край на тонком напильнике, пока его можно было легко вставлять и извлекать из чашки.
Я надеялся сказать: «А потом я установил кулачки, измерил зазоры, и все заработало идеально», но, к сожалению, забыл, что нейлоковые гайки, крепящие крышки кулачковых подшипников, действительно должны быть одноразовыми, и я не позаботился привести их в порядок. Итак, до следующей недели…
***
Роб Сигел уже 34 года ведет колонку The Hack Mechanic ™ для журнала BMW CCA Roundel и является автором пяти автомобильных книг.