Ремонт гбц 406 своими руками: Ремонт головки цилиндров ЗМЗ-406 ГАЗ-3110
Ремонт головки цилиндров ЗМЗ-406 ГАЗ-3110
Ремонт головки блока цилиндров производим при общем ремонте двигателя и при замене прокладки ГБЦ
Очень важно сделать ремонт головки после того, как перегрели мотор. Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров. Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Снятие головки блока цилиндров смотрим в статье – «Замена прокладки головки ЗМЗ-406 ГАЗ-3110».
Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.
Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
Снять прокладку крышки
Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Сжимаем пружины рассухаривателем. Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок
Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.
Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов.
Осмотр, дефектовка и ремонт ГБЦ
После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой.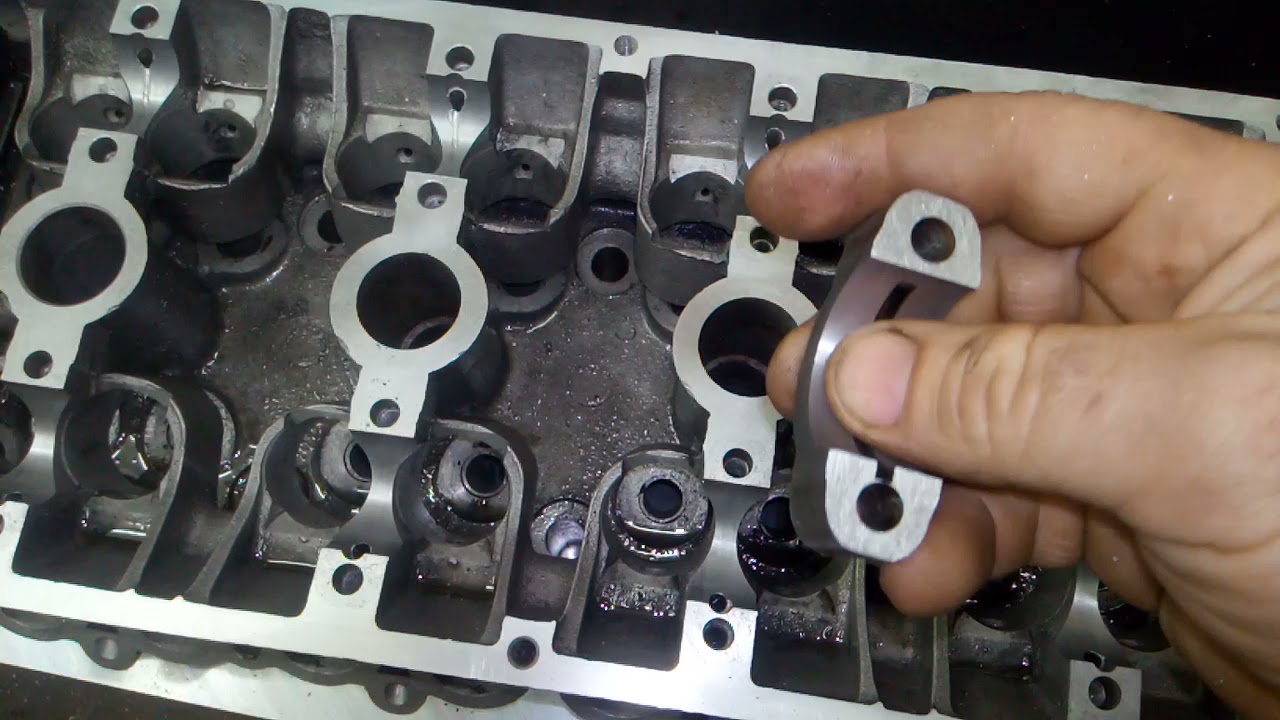 Если зазор превышает 0,1 мм, головку заменить.
Если зазор превышает 0,1 мм, головку заменить.
Проверить зазоры в подшипниках распределительных валов.
Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить. Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
- — вставить клапан в головку блока;
- — надеть на стержень клапана приспособление для притирки клапанов;
- — нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
- — поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу.


Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты.
Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин. Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты можно устранить шлифовкой.
При шлифовке выдержать размеры седла, указанные на рис. Профиль седла клапана двигателя мод. 4062.
Профиль седла клапана двигателя мод. 4062.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже.
Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала. Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверить зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм. Если зазор превышает указанный, заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели.
Втулки перед установкой нужно охладить до –40…45°С, а головку блока нагреть до температуры +160…175°С. Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров. Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040мм, третий — с увеличенным на 0,02 мм диаметром от второго размера.
При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны до размеров, указанных в табл. 2.1. Затем прошлифовать седла клапанов, как было указано выше.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри.
Очистив привалочную плоскость головки проверяем качество прилегания головки к блоку лекальной линейкой.
При деформации свыше 0,05 мм плоскостность необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм – головка не ремонтируется.
Керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений. Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом. Устанавливаем на место заглушки масляных каналов.
Через алюминиевую проставку запрессовываем новые втулки клапанов, предварительно нагрев головку до 160–180°С и охладив втулки в “ сухом льду ” (СО 2 ).
Устанавливаем клапаны в последовательности, обратной снятию, заменив старые маслоотражательные колпачки на новые.
Притирка клапанов
Наносим притирочную пасту на фаску клапана и устанавливаем его в соответствующую втулку головки.
Закрепляем на ножке клапана приспособление для притирки и, прижимая клапан к седлу, поворачиваем его в обе стороны примерно на 90°
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой.
Также должна выглядеть и фаска на седле клапана.
Стираем ветошью с клапана и седла остатки пасты.
Собираем головку блока цилиндров в обратной последовательности.
Ремонт головки блока
Что для иностранца смерть, то для Русского находка. В любом ремонте есть определенные стандарты которых многие придерживаются, но для тех кто многое делает своими руками эти стандарты не писаны. Все дело в дороговизне выполнения этих стандартов. Покажу как можно подогнать подушки распредвалов головки ЗМЗ 406 двигателя от другой головки. Хотя по правилам стандартов, нельзя ставить подушки распредвала с одной головки на другую, так как они будут либо зажимать распредвал либо в них будет болтаться распредвал. Этот способ можно применять к любой головки блока где есть подушки распредвала, например в движках ВАЗ.
Все дело в дороговизне выполнения этих стандартов. Покажу как можно подогнать подушки распредвалов головки ЗМЗ 406 двигателя от другой головки. Хотя по правилам стандартов, нельзя ставить подушки распредвала с одной головки на другую, так как они будут либо зажимать распредвал либо в них будет болтаться распредвал. Этот способ можно применять к любой головки блока где есть подушки распредвала, например в движках ВАЗ.
Вот и мне пришлось немного выпендриваться подгоняя подушки 406 головки под другую головку 406 двигателя. Пригнал хозяин Газель и попросил заменить головку блока, на другую, что он купил на разборке за копейки но без подушек распредвала. Но для нас это не проблема, все можно подогнать только надо знать как это сделать. В родной головке 406 двигателя была микротрещина из-за которой шли газы в систему охлаждения.
Подгоняем подушки под распредвал
Прежде всего перед установкой головки на двигатель, надо проверить как сидят распредвалы в головке. Распредвал может подушка зажать, а может быть прослаблена что приведет к болтанки распредвала и стуку.
Уложите распредвалы как показано на фото ниже в головку, для удобства вращения распредвала и проверки на зажатость или прослабленость удобно крутить за болты крепления звездочек. Только обязательно распредвалы ставятся без стаканчиков (компенсаторов) клапанов. Наживите подушки распредвала, попробуйте прокрутить распредвал. Крутиться значит уже неплохо, затем поочередно закручивайте подушки, закрутили подушку, проверили на вращение.
Таким способом можно узнать какая подушка зажимает а какая нет, если подушка зажала распредвал, ослабьте ее проверьте остальные. После этой процедуры знаете какая подушка зажимает а какая нет. Остается зажимающею подушку распредвала преподнять, а прослабленную приспустить. Мне повезло, зажимала только одна подушка, самая первая и с одной стороны.
Фото. Укладываем распредвалы в головку
Для того чтобы отпустить зажатую подушку понадобиться обыкновенная бумага или токая жесть, с бумагой проблем меньше так как ее легко резать.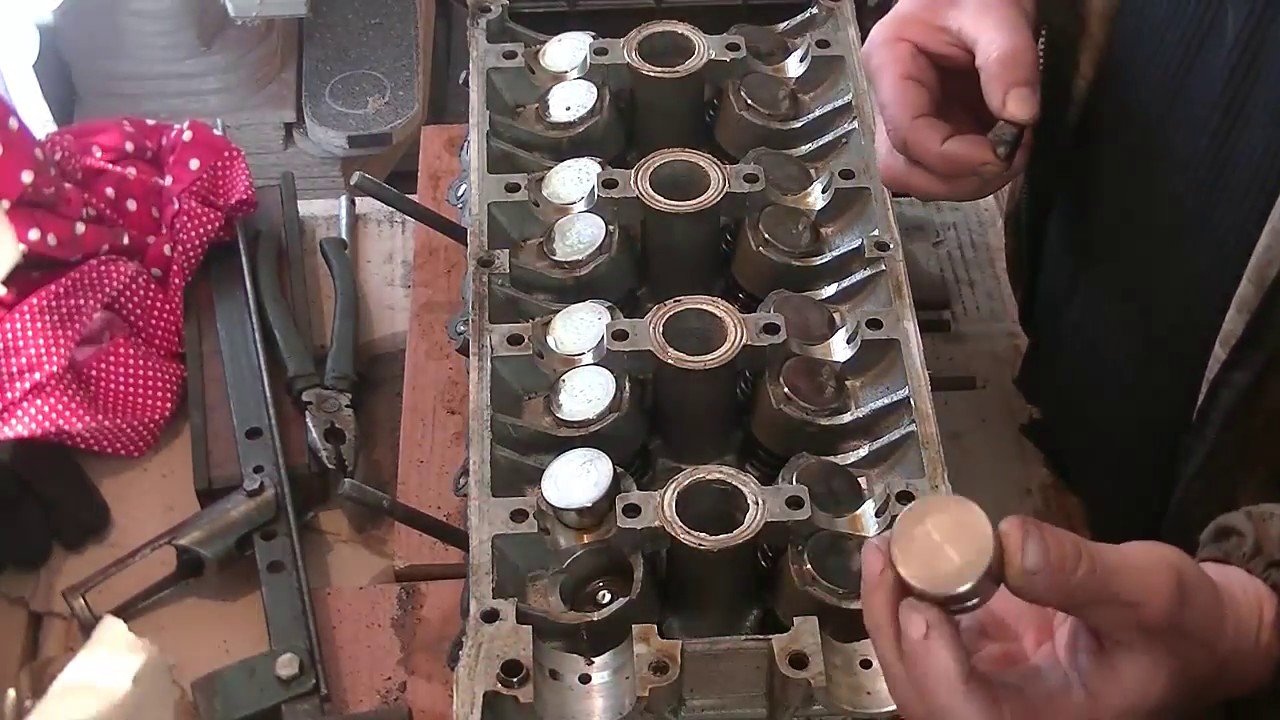
Фото. Прикрученные распредвалы к головке с вставленным ключом, для проверки на вращение.
Ослабляем зажимающею подушку подготавливаем подложку из бумаги, подкладываем под подушку. Затягиваем подушку и проверяем на зажатость, если распредвал стал вращаться значит все нормально, но если опять зажимает добавляйте еще один слой из бумаги. Так до тех пор пока распредвал не начнет вращаться.
Фото. Лист бумаги подготовленный для подкладывания под подушку.
После этой процедуры знаете что под эту подушку нужно три листа подложки из бумаги, их и подложите когда поставите головку на двигатель, лишнюю бумагу легко обрезать ножом.
Фото. Вставленный лист бумаги под подушку распредвала.
Так, хорошо с зажимающими подушками разобрались, теперь надо проверить на прослабленность. Здесь также поможет бумага но не толще листа тетради, вырежьте тонкую полоску как показано на фото ниже, ослабьте подушку подложите эту полоску, закрутите подушку. Если распредвал зажмет, отлично зазор что надо, если будет легко вращаться или бумага легко двигаться вперед назад, значит придется опускать подушку до нужного зазора.
Если распредвал зажмет, отлично зазор что надо, если будет легко вращаться или бумага легко двигаться вперед назад, значит придется опускать подушку до нужного зазора.
Фото. Проверка на прослабленность распредвала при помощи полоски из бумаги.
Остается опустить подушку распредвла, это можно сделать при помощи точильного камня или расстеленной наждачной бумаги на ровной поверхности. На фото ниже показано как опустить подушку ниже. Круговыми движениями в разные стороны можно стачивать подушку о камень или наждачную бумагу, тем самым опуская ее. Потерли подушку проверили, и так до нужного зазора.
Фото. Опускаем подушку на точильном камне.
После установки головки на двигатель, обязательно на всякий случай проверьте распедвалы на вращение как показано на фото ниже. Также эту процедуру по подгонки распредвалов можно делать не снимая головки с двигателя, эта необходимость бывает если есть большая выработка в подушках распредвалов, рапредвалы болтаются и стучат. Здесь придется сажать подушки.
Здесь придется сажать подушки.
Фото. Поставленная головка 406 двигателя с ключом для проверки вращения рапредвала, подложенной подкладкой из бумаги под подушку.
После проверки лишнюю бумагу обрежьте ножом.
Как видите даже из таких нестыковок можно сделать хорошую головку, что распредвалы будут работать как новые тихо и приятно.
Как выставить метки ГРМ 406 двигателя
Метки ГРМ на 406 двигателе можно выставлять двумя способами, первый по заводской инструкции но по ней сложней и можно легко ошибиться. Так как метки на звездочках нужно расположить по внешнему радиусу звездочек.
Мой способ проще, показан на картинке ниже. Метки на звездочках расположите по внутреннему радиусу также противоположно друг другу. Когда метки находятся рядом четко видать точность их совпадения.
В этот момент по ходу вращения коленвала цепь должна быть натянута, проверить можно так, после установки цепи по меткам, проверните коленвал против часовой стрелки на десять градусов. Распредвалы также против часовой стрелки до натяжки цепи. Теперь верните коленвал на метку, проверти совпадение меток звездочек.
Распредвалы также против часовой стрелки до натяжки цепи. Теперь верните коленвал на метку, проверти совпадение меток звездочек.
Картинка. Метки ГРМ 406 двигателя
Что делать сорвало резьбу под болтом подушки?
Что делать, можно плакать но слезами не исправишь, можно нарезать резьбу крупней, а можно углубить резьбу и нарезать резьбу глубже, мне этот вариант больше нравиться, но нужно и подобрать и длинней болт. Болт можно взять длинней и обрезать его до нужного размера.
Фото. Углубляем отверстие под болт.
В 406 головке есть особенность, отверстие что ближе к центру можно сверлить насквозь, а по краям глубже на десять-одиннадцать миллиметров так как если сверлить глубже можно повредить канал давления масла. Либо в крайних отверстиях нарезать резьбу крупней. Родная резьба стандарт М8.
Фото. Метчик для нарезания резьбы в головке.
Сборка 406 ЗМЗ, ремонт головки. Видео.
 youtube.com/embed/mifjU4art50″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/mifjU4art50″ frameborder=»0″ allowfullscreen=»»> Горобинский С.В.
Ремонт двигателя406ci — завершение!
Мы вдохнули новую жизнь в когда-то уставший 406ci
С нашим двигателем, привязанным к динамометрическому стенду The Carb Shop DTS, мы сделали пару базовых тяг с лучшими результатами: 324 л.с. и 439 фунт-фут.Этот 406 обычно находится между крыльями Nova 67-го года. После нескольких лет подачи через него закиси азота мы решили просто переделать двигатель, заменив старые детали на полную систему с болтовым креплением от Trick Flow Specialties.
Присмотревшись к оригинальной мельнице, этот драгоценный камень был собран по кусочкам в рамках ограниченного бюджета на обмен и полагался на обильную дозу азота, чтобы поймать любых потенциальных соперников на местных ночных сессиях. Он отличался старым набором чугунных головок, карбюратором Quadrajet, плоским распредвалом, который мы позаимствовали, и набором коромыслов из штампованной стали с роликовыми наконечниками.
В этом месяце мы оставили шорт-блок с его заводскими 5,56-дюймовыми шатунами и литым 400 коленчатым валом. Мы решили, что это идеальный кандидат на топовую модернизацию, и он поставляется со всем, что нужно, чтобы преобразить наше маленькое спальное место. Следует отметить, что Trick Flow Specialties предлагает каждый из используемых здесь предметов по отдельности, однако мы пошли по более простому пути и заказали пакет «все в одном».
Этот конкретный комплект включает в себя пару алюминиевых головок цилиндров TFS Super 23, а также кулачок и толкатели, все необходимые прокладки, толкатели, полнороликовые коромысла с передаточным числом 1,5:1 и новую двухроликовую цепь ГРМ. Чтобы завершить заказ, мы также выбрали карбюратор Quick Fuel Technology на 750 кубических футов в минуту и двухплоскостной впускной коллектор Weiand Speed Warrior.
Мы не хотели превращать это в полноценный трек; напротив, мы хотели сохранить его уличные манеры и остановились на мягком гидравлическом распредвале с плоскими толкателями, рассчитанном на 228/234 градуса продолжительности и 0,480/0,49. 4 подъема с LSA 110. Головки Trick Flow Specialties Super 23 195 стандартно поставляются с камерой объемом 62 куб. см, которая обеспечивает сжатие 9,7: 1 с нашими тарельчатыми поршнями.
4 подъема с LSA 110. Головки Trick Flow Specialties Super 23 195 стандартно поставляются с камерой объемом 62 куб. см, которая обеспечивает сжатие 9,7: 1 с нашими тарельчатыми поршнями.
Чтобы задокументировать наши изменения, мы отправились в The Carb Shop в Онтарио, Калифорния, где мы проверили исходную настройку и протестировали новую комбинацию. Базовые показатели были скромными в 324 л.с., но на удивление хорошо показали себя в отделе крутящего момента с 439 фунт-футами. С первым набором чисел нам потребовалось несколько часов, чтобы переключиться на нашу новую комбинацию, и мы обнаружили значительное улучшение с увеличением до 409.л.с. и 471 фунт-фут! А теперь самое интересное: посмотреть, как Nova отреагирует на дополнительные 150 выстрелов закиси азота. . . Следите за обновлениями.
Далее открутили болты ГБЦ и сдернули старые чугунные ГБЦ. С точки зрения веса мы смогли сбросить примерно 45 фунтов, заменив головки блока цилиндров на Super 23. Удалив старый распределительный вал, мы убедились, что цилиндр № 1 находится в ВМТ, используя циферблатный индикатор. Затем мы отказались от в новых гидрокомпенсаторах.
Затем мы отказались от в новых гидрокомпенсаторах.По номерамБазовый уровень | |
| Об/мин | HP |
| 4 200 | 325 |
| Об/мин | Фунт-фут |
| 3 300 | 439 |
| Верхняя часть TFS | |
| Об/мин | 9 л.с.0024 |
| 5 600 | 410 |
| Об/мин | Фунт-фут |
| 3700 | 471 |
Короткий блок | |
| Рабочий объем | 406ci |
| Диаметр x ход | 4,155 х 3,75 |
| Стержни | 5,56 дюйма |
| Рукоятка | заводское литье 400 |
| Поршни | кованая, чаша -20 куб. см см |
| Сбалансированный | в сборе |
| Зажигание | ГМ ХЭИ |
Замененные деталиБазовый уровень | |
| Головки | чугун |
| Впуск | алюминиевая двойная плоскость |
| Карбюратор | модифицированный владельцем Q-jet |
| Распредвал | гидравлический плоский толкатель |
| Рокеры | штампованная сталь, роликовый наконечник, 1,5:1 |
Характеристики кулачка | |
| Тип | гидравлический плоский толкатель |
| Продолжительность | 228/234 при 0,050 |
| Лифт | 0,480/0,494 при 0,050 |
| ЛСА | 110 |
Информация о Dyno | |
| Базовый уровень | Замена верхнего конца TFS |
| Общее время 40 градусов | Общее время 36 градусов |
| Октановое число 91 | Октановое число 91 |
 Головки поставляются с 2,02/1,60-дюймовыми впускными/выпускными клапанами и доступны с камерами объемом 62 куб. см или 72 куб. Вы также можете выбрать один из нескольких вариантов клапанной пружины, что позволяет легко приспособить вашу комбинацию.
Головки поставляются с 2,02/1,60-дюймовыми впускными/выпускными клапанами и доступны с камерами объемом 62 куб. см или 72 куб. Вы также можете выбрать один из нескольких вариантов клапанной пружины, что позволяет легко приспособить вашу комбинацию.Список деталей | |
| Описание | Номер детали |
Уловка | |
| Комплект верхней части | ТФС-К314-420-395 |
| Распределительный вал | ТФС-31401001 |
| Trick Flow Super 23 195 Камера 62 см3 | ТФС-30400002 |
| Алюминий, полный ролик, коромысла с передаточным числом 1,5 | ТФС-31400510 |
| Гидравлические плоские толкатели | ТФС-21400001 |
| Комплект прокладок | ТФС-31400915 |
| 5/16-дюймовые толкатели из хромомолибдена | ТФС-21407850 |
| True, двухроликовая цепь ГРМ, звездочки из стальной заготовки | ТФС-31478500 |
| Болты крепления головки блока цилиндров | ТФС-92000 |
| Крышки клапанов | ТФС-44000 |
Технология Quick Fuel | |
750 куб. футов в минуту футов в минуту | СС-750 |
Вейанд | |
| Впускной коллектор Speed Warrior | 8150 |
Trending Pages
Это самая дешевая новая Toyota Tacoma — стальные диски и все остальное
2024 Mazda CX-90 3.3 Turbo S Первый тест: вы уверены, что это то, что вам нужно?
2024 Toyota Camry: все, что мы знаем о новом седане
Новый трехрядный внедорожник Lexus TX вмещает до 8 пассажиров собственные туфли в четверть миллиона поп
MotorTrend Рекомендуемые истории
У полноприводного Chevy Corvette E-Ray есть чит-код для выгорания
Эрик Тингволл |
Chevrolet Corvette E-Ray 2024 г. Первый взгляд: полноприводной гибрид быстрее, чем Z06!
Алиса Приддл|  00Z»> 17 января 2023 г.
00Z»> 17 января 2023 г.
Столкновение NASCAR 2023 года в Лос-Анджелесском Колизее стало еще одним хитом
Justin Banner|
Победа и разочарование Corvette Racing в Себринге
Ричард Принс|
Анатомия стритрейсера: 1967 Chevy Camaro SS 396 Clone
Джонни Ханкинс |
Вы поверите, что эта женщина вынесла, чтобы вернуть свой украденный классический автомобиль
Моника Гондерман |
Trending Pages
Это самая дешевая новая Toyota Tacoma — стальные диски и все
Mazda CX-90 3.3 Turbo S 2024 года выпуска First Тест: Вы уверены, что хотите именно этого?
2024 Toyota Camry: все, что мы знаем о новом седане
Новый трехрядный внедорожник Lexus TX вмещает до 8 пассажиров э-миллион поп-музыки
Сборка высокопроизводительного двигателя – как восстановить бывшие в употреблении алюминиевые головки
Восстановление бывших в употреблении алюминиевых головок
На данный момент у нас есть только около 1600 долларов на наш шорт-блок 406, включая сборку и немного отданного на откуп труда ( см.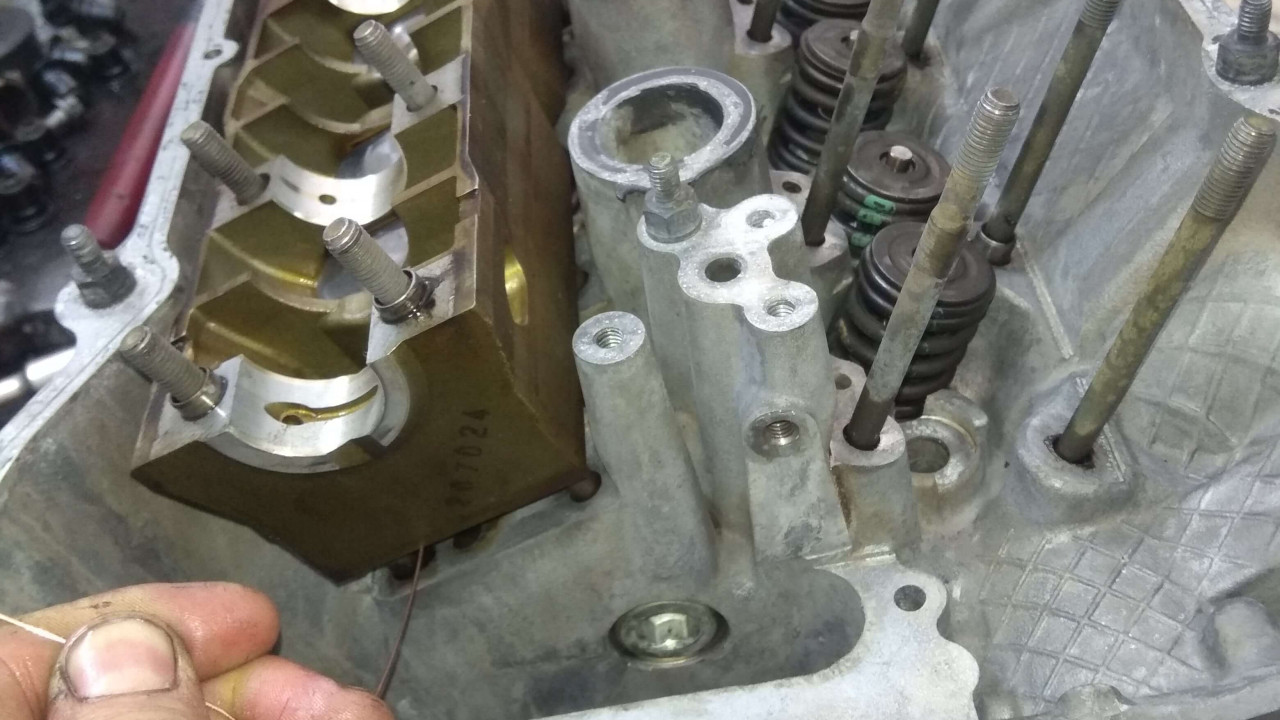 июль и август 2006 г.). Чтобы завершить работу, мы начали искать головки цилиндров, и нам пришла в голову идея поискать подержанные гоночные вещи в Интернете. Результатом стал хорошо проработанный двигатель Gen I LT-1 с набором головок 210 AFR и огромным кулачком примерно за 1500 долларов. Мы уронили его в машину и какое-то время гудели, потом начали ломать толкатели, так что мы разобрали его, планируя сбросить головы на 406-й.0005
июль и август 2006 г.). Чтобы завершить работу, мы начали искать головки цилиндров, и нам пришла в голову идея поискать подержанные гоночные вещи в Интернете. Результатом стал хорошо проработанный двигатель Gen I LT-1 с набором головок 210 AFR и огромным кулачком примерно за 1500 долларов. Мы уронили его в машину и какое-то время гудели, потом начали ломать толкатели, так что мы разобрали его, планируя сбросить головы на 406-й.0005Но сначала мы их восстановим. Мы провели для вас исследование, включая все мелкие детали, необходимые для профессионального восстановления. Это гораздо больше, чем просто покупка большого комплекта клапанов или проворачивание хорошего клапана.
Мы рассмотрим все детали и шаги, которые выполняет мастерская по ремонту комплекта головок, не для того, чтобы вы могли сделать это самостоятельно, а для того, чтобы вы знали, что входит в этот процесс и почему он стоит так дорого. Вы просто можете обнаружить, что восстановление штатных головок будет стоить дороже, чем покупка совершенно нового комплекта, который будет пропускать больше воздуха, производить больше энергии и в то же время облегчать вашу жизнь.
Доза диагностики Независимо от того, восстанавливаете ли вы существующий набор головок или подержанный набор неизвестного происхождения, принцип всегда один и тот же: ищите худшее и надейтесь на лучшее. Для начала убедитесь, что нет явных повреждений. При разборке головок обратите внимание на погнутые толкатели или износ шпилек, которые могут указывать на повреждение или неправильное использование. Уплотнения направляющих клапанов повреждены или прижаты к направляющим? Подходят ли фиксаторы по размеру к пружинам? Сняв пружину, можно быстро проверить наличие свободного зазора, покачивая клапан в направляющей. Узнайте, что такое хороший зазор направляющей — обычно зазор более 0,0015 дюйма — это слишком много. Если несколько направляющих повреждены, обратите внимание на длину толкателя или неправильную геометрию коромысла как на возможную причину.
Клапаны и направляющие Почти невозможно сделать так, чтобы направляющие клапанов звучали экзотично, но также трудно создать точное уплотнение между клапаном и седлом, если направляющие клапанов хламовые. Слишком большой зазор позволяет клапану перемещаться и выбивать седло. Итак, прежде чем мы сможем углубиться в детали работы высокопроизводительного клапана, необходимо правильно настроить зазор направляющих клапанов. В большинстве серийных железных головок используются железные направляющие или направляющие вкладыши для долговечности, и они отлично справляются со своей задачей. Для вторичного рынка алюминиевых головок большинство компаний используют вариант бронзовой направляющей.
Другой переменной в этой смеси является износ штока клапана. После очистки 2,08/1,60-дюймовых клапанов в наших бывших в употреблении головках AFR 210 клапаны оказались в отличном состоянии. Райан Пирт (его друзья называют его RPM) в JGM измерил износ штока, затем подверг дробеструйной очистке головки клапанов и слегка отточил штоки, чтобы обеспечить хорошее удержание масла и удалить любые царапины или заусенцы.
После очистки 2,08/1,60-дюймовых клапанов в наших бывших в употреблении головках AFR 210 клапаны оказались в отличном состоянии. Райан Пирт (его друзья называют его RPM) в JGM измерил износ штока, затем подверг дробеструйной очистке головки клапанов и слегка отточил штоки, чтобы обеспечить хорошее удержание масла и удалить любые царапины или заусенцы.
Все дело в углах Поскольку наши головки AFR не были так изношены, как первоначально предполагалось, Граббс начал с механической обработки оригинальных 2,08/1,60-дюймовых клапанов. Каждый клапан был обработан с новым седлом под углом 45 градусов, а кончики клапанов были обрезаны перпендикулярно седлу, что многие механические мастерские упускают из виду. Углы впускного сиденья составляют 37-45-60 градусов с шириной впускного сиденья 0,035 дюйма, поскольку этот двигатель был предназначен для меньшего количества миль по дороге и большего времени на трассе.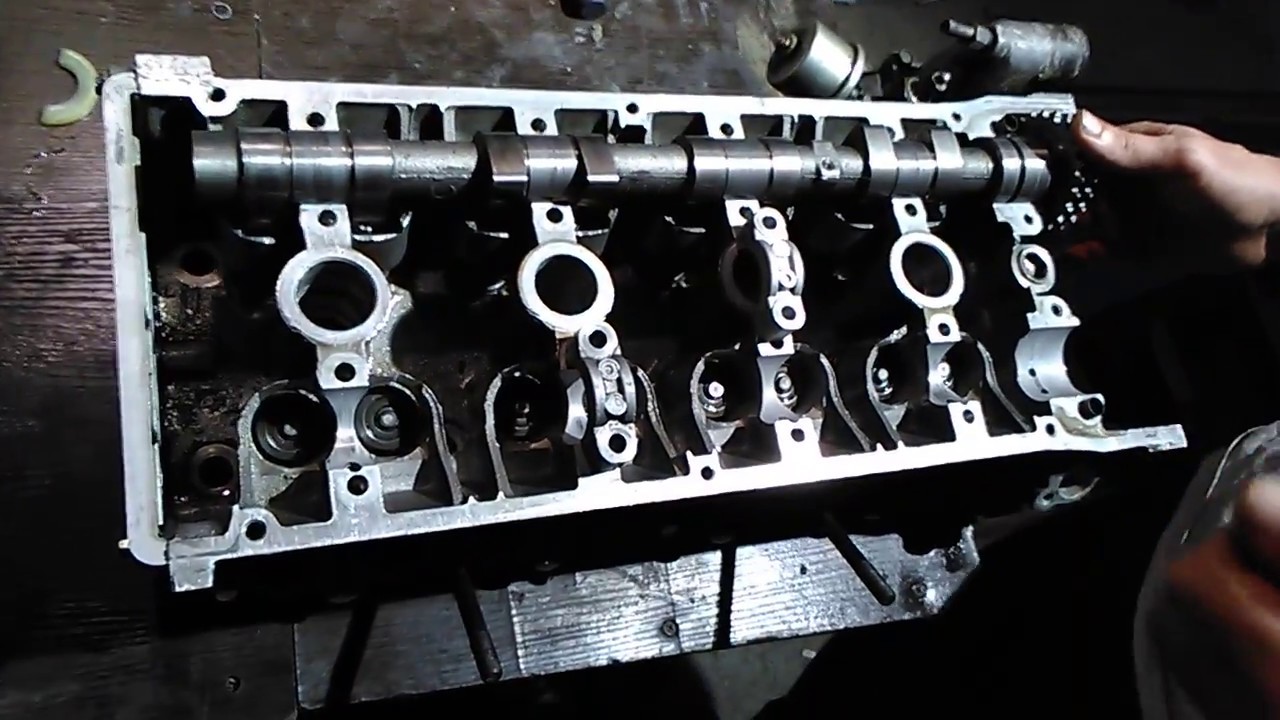 Граббс говорит, что для уличного двигателя с большим пробегом он рекомендовал бы более широкое впускное седло шириной 0,050 дюйма. Как правило, по мере того, как ширина сиденья сужается, поток воздуха улучшается.
Граббс говорит, что для уличного двигателя с большим пробегом он рекомендовал бы более широкое впускное седло шириной 0,050 дюйма. Как правило, по мере того, как ширина сиденья сужается, поток воздуха улучшается.
Со стороны выпуска верхняя часть начинается под углом 35 градусов к седлу под углом 45 градусов, а затем переходит в горловину радиусным вырезом. Седло выпускного клапана также отшлифовано до ширины 0,060 дюйма, что шире впускного отверстия для лучшей теплопередачи, поскольку седло является идеальным путем для отвода тепла от выпускного клапана.
Если бы клапаны оказались хламом, лучшим выбором был бы новый комплект от таких компаний, как Competition Products, Manley или Milodon и многих других. Каждая из них предлагает несколько уровней качества клапанов из нержавеющей стали, подходящих для вашего применения. Время сборки Сборка головок — это нечто большее, чем просто сжатие пружин между фиксатором и гнездом пружины. Для начала Пирт проверил пружины клапанов с их фиксаторами, чтобы определить, можно ли их использовать. Нагрузка на клапанную пружину является важной переменной при сборке клапанного механизма, поэтому пружины должны быть тщательно подобраны к кулачку. Существующие пружины представляли собой двойные пружины диаметром 1,540 дюйма, которые измеряли нагрузку 115 фунтов при закрытом клапане и около 350 фунтов при подъеме клапана 0,500 дюйма с размером витка 1,150 дюйма. Высота обвязки рулона вычитается из установленной высоты (1,940 — 1,150 = 0,790 дюйма) — это доступный подъем клапана (минус дополнительные 0,050 дюйма на зазор). Это давление, которое подойдет для сильного гидравлического ролика или даже для более мягкого кулачка механического ролика. Наряду с этим, эти пружины достаточно высоки, чтобы вместить подъемный кулачок до 0,740 дюйма, который можно использовать с клапанами длиной 0,200 дюйма, поскольку установленная высота стандартного малого блока Chevy обычно составляет около 1,750.
Для начала Пирт проверил пружины клапанов с их фиксаторами, чтобы определить, можно ли их использовать. Нагрузка на клапанную пружину является важной переменной при сборке клапанного механизма, поэтому пружины должны быть тщательно подобраны к кулачку. Существующие пружины представляли собой двойные пружины диаметром 1,540 дюйма, которые измеряли нагрузку 115 фунтов при закрытом клапане и около 350 фунтов при подъеме клапана 0,500 дюйма с размером витка 1,150 дюйма. Высота обвязки рулона вычитается из установленной высоты (1,940 — 1,150 = 0,790 дюйма) — это доступный подъем клапана (минус дополнительные 0,050 дюйма на зазор). Это давление, которое подойдет для сильного гидравлического ролика или даже для более мягкого кулачка механического ролика. Наряду с этим, эти пружины достаточно высоки, чтобы вместить подъемный кулачок до 0,740 дюйма, который можно использовать с клапанами длиной 0,200 дюйма, поскольку установленная высота стандартного малого блока Chevy обычно составляет около 1,750. После того, как все 16 пружин прошли проверку, мы решили использовать их повторно вместе со стальными седлами пружин, которые предотвращают повреждение мягких алюминиевых головок.
После того, как все 16 пружин прошли проверку, мы решили использовать их повторно вместе со стальными седлами пружин, которые предотвращают повреждение мягких алюминиевых головок.
Следующим шагом было выравнивание установленной высоты, которая оказалась высокой 1,940 дюйма. Мы также заметили, что восемь из 16 роликовых коромыслов Crane имели следы на внутреннем радиусе наконечника коромысла, где коромысла ударялись о фиксаторы. Это произошло из-за того, что наконечник штока клапана слишком глубоко утонул в фиксаторе. Вместо использования более короткого фиксатора Граббс использовал другой набор 10-градусных замков Crane, которые эффективно поднимали наконечник клапана на 0,050 дюйма. Это также уменьшит установленную высоту, которая стала 1,89.0 дюймов и поднял давление закрытой пружины примерно на 20 фунтов.
Компания Peart уравняла установленную высоту между фиксатором и седлом для всех 16 клапанов, используя регулировочные прокладки, чтобы получить все высоты в пределах 0,005 дюйма.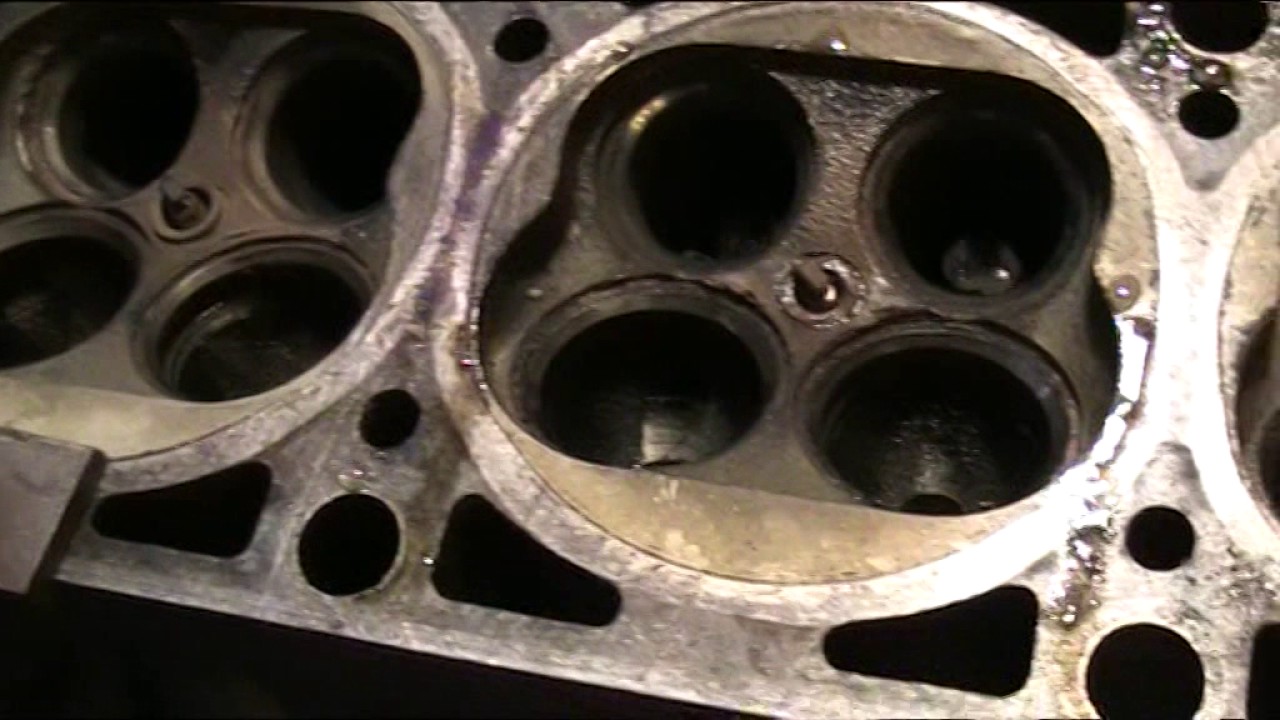 Следующим шагом была проверка зазора между фиксатором и уплотнением, которого было более чем достаточно при 0,860 дюйма. С кулачком подъема 0,650 дюйма это все равно даст зазор 0,210 дюйма.
Следующим шагом была проверка зазора между фиксатором и уплотнением, которого было более чем достаточно при 0,860 дюйма. С кулачком подъема 0,650 дюйма это все равно даст зазор 0,210 дюйма.
Проверка расхода Поскольку это были старые головки, мы заметили, что клапаны не были обрезаны. Чтобы проверить эффект обратного разреза, мы протестировали головки сначала в их исходном, бывшем в употреблении состоянии, затем после работы с клапаном и, наконец, с дополнительным углом 30 градусов. Что касается выхлопной системы, то результаты стоили затраченных усилий; на стороне впуска вы можете сделать так, чтобы использовать его или нет.
Блок-схема Тест 1: Это поток с использованными головками сразу после двигателя. Тест 2: Те же головки и клапаны с клапаном JGM.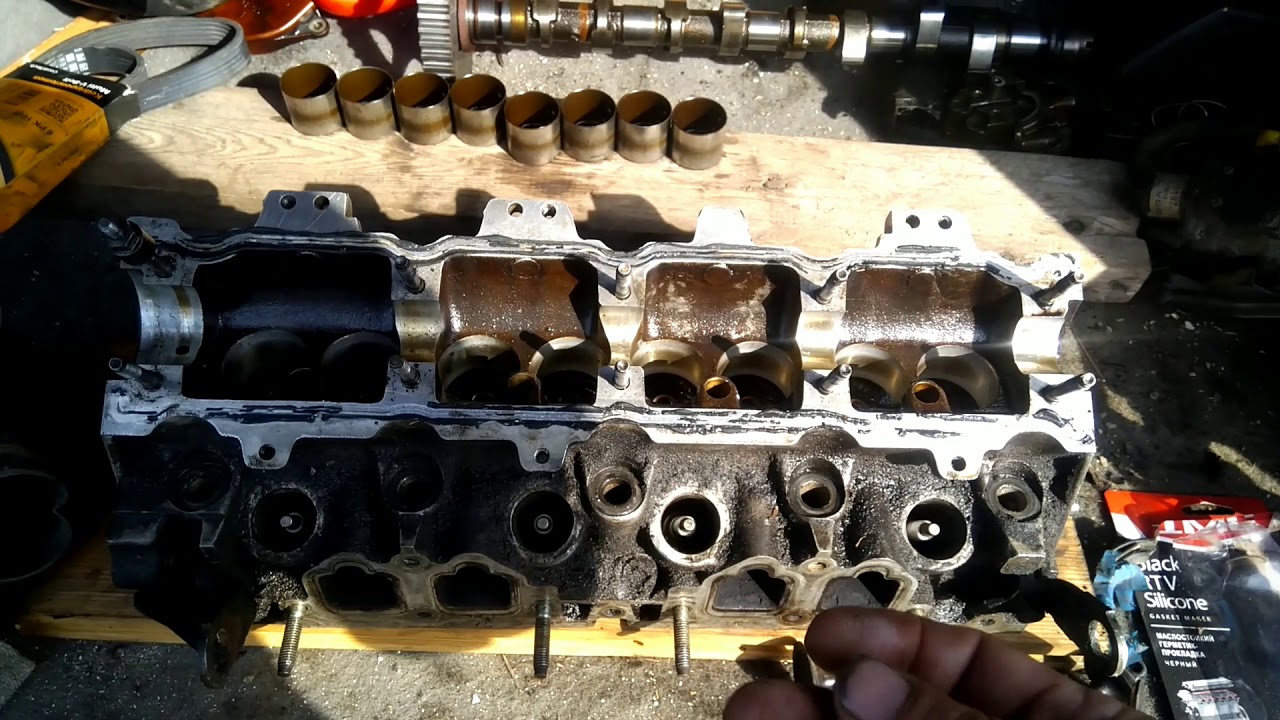 выхлоп.
выхлоп.
Все тесты проводились на проточном стенде SuperFlow 600 при испытательном давлении 28 дюймов с использованием как цифровых данных FlowCom компании SuperFlow, так и компьютерной программы Port Flow Analyzer компании Performance Trends.
| Подъемный клапан | Тест 1 | Тест 2 | Тест 3 | Разница | ||||
| В. | пр. | В. | пр. | В. | пр. | В. | пр. | |
| 0. 100 | 66 | 53 | 66 | 56 | 67 | 56 | 1 | 3 |
| 0. 200 | 129 | 108 | 126 | 109 | 131 | 109 | 2 | 1 |
0. 300 300 | 181 | 144 | 181 | 144 | 186 | 148 | 5 | 4 |
| 0,400 | 226 | 175 | 226 | 180 | 229 | 190 | 3 | 15 |
| 0,500 | 252 | 194 | 254 | 199 | 255 | 207 | 3 | 13 |
| 0,600 | 267 | 204 | 272 | 207 | 269 | 215 | 2 | 11 |
Железо или алюминий Существует также вопрос о покупке бывших в употреблении высокопроизводительных железных головок по сравнению с бывшими в употреблении алюминиевыми головками. Мы можем честно сказать, что независимо от критики, которую вы прочитали в Интернете, нет никакой разницы в мощности, если предположить, что головки текут одинаково. Прелесть алюминия в том, что даже если есть трещина или пробита камера сгорания, его очень легко починить. Эти же сложности с железной головой требуют гораздо больше денег, времени и хлопот на ремонт. Теперь, когда большинство компаний в основном предлагают головы из железа, чтобы вписаться в какой-то бюджетный гоночный класс, разумным шагом будет сэкономить вес, потратить немного больше в начале и использовать алюминиевую голову. По крайней мере, когда дело доходит до опускания головок на крупногабаритном FE Ford, вам не понадобится подъемник для двигателя, если вы используете комплект алюминиевых головок.
Прелесть алюминия в том, что даже если есть трещина или пробита камера сгорания, его очень легко починить. Эти же сложности с железной головой требуют гораздо больше денег, времени и хлопот на ремонт. Теперь, когда большинство компаний в основном предлагают головы из железа, чтобы вписаться в какой-то бюджетный гоночный класс, разумным шагом будет сэкономить вес, потратить немного больше в начале и использовать алюминиевую голову. По крайней мере, когда дело доходит до опускания головок на крупногабаритном FE Ford, вам не понадобится подъемник для двигателя, если вы используете комплект алюминиевых головок.
Подержанные и новые Во многих случаях окончательный выбор высокопроизводительных головок цилиндров сводится к деньгам. Многие энтузиасты считают, что дешевле восстановить набор существующих чугунных отливок, чем инвестировать в новый набор головок. Обычно это основано на получении основных отливок по бюджетной цене. К сожалению, такой подход часто приводит к вложению хороших денег в слабый набор производственных головок.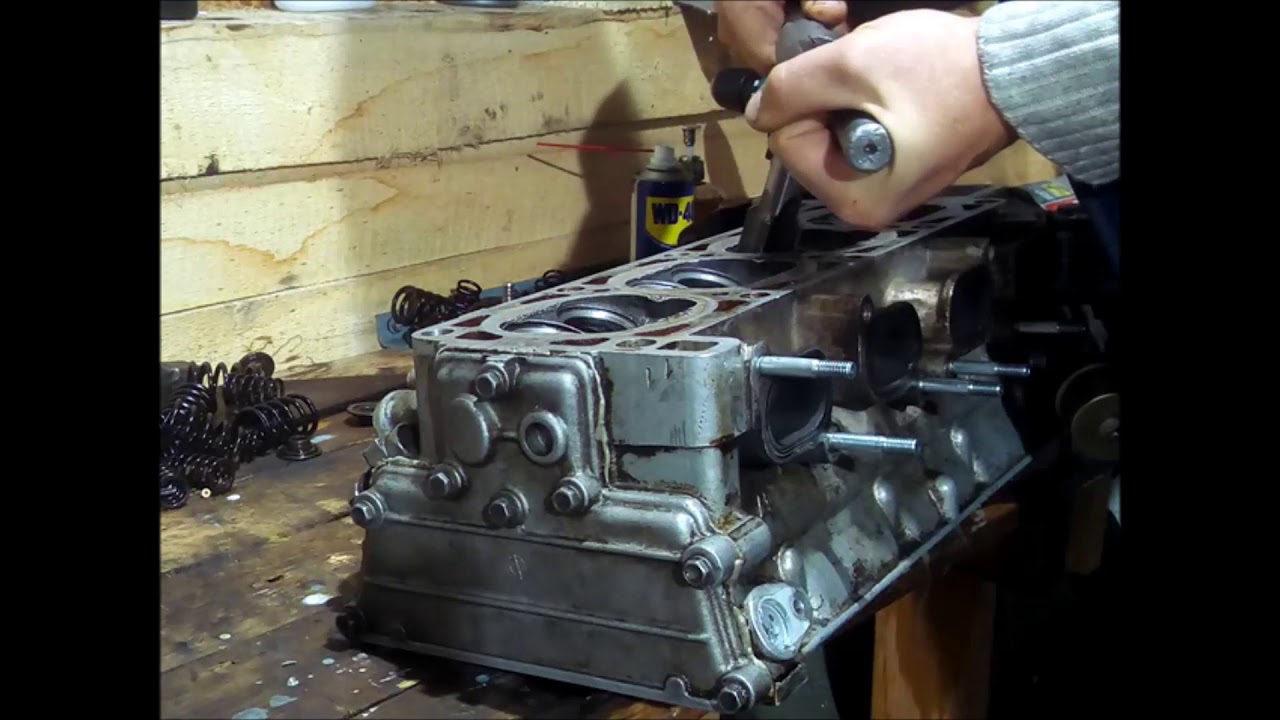
В следующей прайс-листе перечислены общепринятые шаги, необходимые для восстановления комплекта бывших в употреблении головок цилиндров. Эти цены были получены от Jim Grubbs Motorsports и могут не отражать структуру ценообразования по всей стране, но если вы не можете выполнить эту работу за половину стоимости, вы все равно рассчитываете инвестировать от 600 до 9 долларов.00 в комплекте головок, и это не включает стоимость новых клапанов, пружин, фиксаторов, фиксаторов, шпилек или уплотнений штока клапана. Для малогабаритного Chevy вы можете приобрести совершенно новый набор головок TFS 195cc, которые будут давать больше крутящего момента и мощности, чем любая заводская головка Gen I, всего за немного большие деньги.
Конечно, есть серьезные основания для восстановления набора бывших в употреблении алюминиевых головок с высокими эксплуатационными характеристиками. В нашем случае AFR 210 оказались в отличном состоянии, потребовав лишь легкой очистки и замены клапана, но не все бывшие в употреблении головки оказались хорошим выбором. Прежде всего, избегайте перфорированных головок, если только вы не знаете полную историю головок или не имеете доступа к стенду потока, где вы можете оценить качество работы. Большинство работ по переносу на заднем дворе в конечном итоге больше вредят потоку, чем помогают. И также помните, что если сделка кажется хорошей, чтобы быть правдой, то, вероятно, так оно и есть.
Прежде всего, избегайте перфорированных головок, если только вы не знаете полную историю головок или не имеете доступа к стенду потока, где вы можете оценить качество работы. Большинство работ по переносу на заднем дворе в конечном итоге больше вредят потоку, чем помогают. И также помните, что если сделка кажется хорошей, чтобы быть правдой, то, вероятно, так оно и есть.
| Работа машины | Стоимость |
| Чистый и Magnaflux | $88 |
| Установка новых направляющих | 144 $ |
| Поверхностные головки | $56 |
| Станок для ввинчивания шпилек и направляющих | 175 $ |
| Работа с рабочим клапаном (включая сборку) | $368 |
| Всего | 831 $ |
| ИСТОЧНИКИ | |
| Исследование воздушного потока | Manley Performance Products Inc |
| Пакойма, Калифорния | Лейквуд, Нью-Джерси |
| 877/892-8844 | 732/905-3366 |
airflowresearch. com com | manleyperformance.com |
| Товары для соревнований | Милодон Инк. |
| Ошкош, Висконсин | Сими-Вэлли, Калифорния |
| 800/233-0199 | 805/577-5950 |
| конкуренцияпродукты.com | milodon.com |
| Крановые кулачки | Performance Trends Inc. |
| Дейтона-Бич, Флорида | Ливония, Ми |
| 386/258-6174 | 248/473-9230 |
| www.crancams.com | performancetrends.com |
| Джим Граббс Автоспорт | Электроинструменты/Alltrade |
| Валенсия, Калифорния | Лонг-Бич, Калифорния |
| 661/257-0101 | 800/368-6653 |
alltradetools. com com | |
Популярные страницы
Это самая дешевая новая Toyota Tacoma — стальные диски и все остальное
Mazda CX-90 3.3 Turbo S 2024 года Первый тест: вы уверены, что это то, что вам нужно?
Toyota Camry 2024: все, что мы знаем о новом седане
Новый трехрядный внедорожник Lexus TX вмещает до 8 пассажиров собственные туфли в четверть миллиона поп
Рекомендованные MotorTrend истории
100 хот-родов и крутых обычаев от Sacramento Autorama 2023
Тим Бернсау|
16 автомобилей мечты, которые вы должны рассмотреть при создании
Стивен Рупп |
Что такое мощность в лошадиных силах и как она влияет на ускорение?
Мэтью Чудзински| 