Как правильно установить поршневые кольца на поршень: Монтаж колец · Technipedia · Motorservice
как правильно установить их на место
Снижение работоспособности автомобиля может быть из-за многих факторов. Поэтому и «лечение» такой болезни необходимо подбирать правильно. Существенным фактором является уровень компрессии в камерах сгорания блока цилиндров. Для такого диагноза подойдет замена поршневых колец.
Дополнительными признаками послужат угар моторного масла и снижение экономичности при расходе топлива автомобиля. Более точную картину даст замер компрессии с помощью специальных приборов.
Проведение замера компрессии в цилиндрах
Рассмотрим пример работы на классических моделях ВАЗ. Замерять компрессию необходимо на теплом двигателе. Показания холодного мотора могут исказить картину. Для замеров потребуется специальный манометр, оснащенный резьбовым наконечником. Его можно купить в любом автомагазине.
Внешний вид компрессометра
Начинается проверка с выкручивания всех свечей из своих гнезд. Затем отключается центральный кабель с катушки зажигания.
Показания считаются нормальными, если на приборе устанавливались данные 12-13 кс/см2.
Уровень от 10 до 12 также допускается. Но если цифры оказались ниже 10 кг/см2, то это свидетельствует о низкой компрессии. Если же компрессия все-таки достигает удовлетворительного уровня, но немного с запозданием, то в этом случае ответственность может быть на клапанах.
Для уточнения можно в спорную камеру залить около 20 мл масла и снова прокрутить стартер, сделав замер. При установлении нормальной компрессии в 12 кг/см2, причина кроется в кольцах. Решить ее сможет правильная установка поршневых колец. Если же давление осталось низким, то причиной понижения служат клапаны.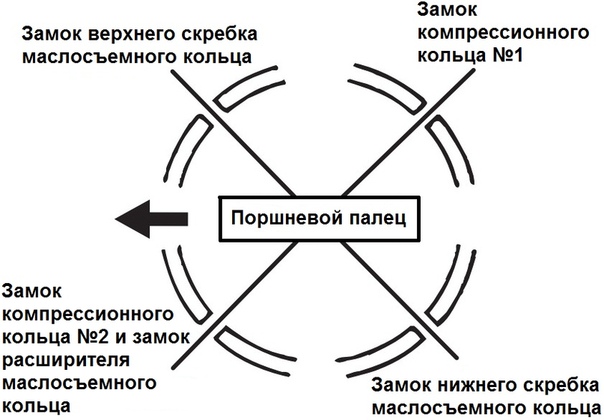
Установка с помощью оправки
Разборка двигателя для замены колец
Перед заменой необходимо выполнить ряд подготовительных работ:
- необходимо слить отработанное моторное масло, ведь после установки новых колец нужно залить свежую рабочую жидкость;
- проводим ослабление приемной трубы глушителя;
- надо снять крышку клапанного механизма и выставить мотор по меткам;
- демонтируем звезду распредвала, а у переднеприводных ВАЗов снимаем болт крепления шкива ременной передачи, а затем и сам ремень ГРМ со шкивом;
- в классике ослабляем натяжитель, а затем также демонтируем цепь и звезду, установленную на распредвавле;
- потом демонтируем рокера с пружинами, раскладывая все в правильном порядке, чтобы собрать детали на свои места;
- снимаем головку блока, до этого нужно отсоединить коллектор;
- раскручиваем и избавляемся от поддона и маслонасоса;
- убираем крышки шатунов, а затем проталкиваем шатуны вверх, чтобы можно было вытащить их вместе с поршнем.


Проверка колец и поршней
Каждое кольцо с поршней снимается и проверяется в своем цилиндре. Чтобы не перепутывать их между собой, необходимо сразу раскладывать детали в определенном порядке. При поверке старых колец, наружный диаметр их не должен создавать зазор со стенками цилиндра больше, чем на 1 мм. Для сравнения можно вставить в тот же цилиндр новое кольцо.
Проверка теплового зазора в кольцах
Замеры обычно будут точнее в верхней части отверстия блока, так как том износ минимален.
Зазор можно проверить и в специальных калибрах. Нужно обратить внимание на тепловой зазор в поршневых кольцах, который должен быть в пределах от 0,25 до 0,45 мм.
Его можно проверить щупом. Если параметр меньше, то допускается увеличение зазора с помощью подпиливания торцевой плоскости алмазным надфилем.Диаметр поршней проверяется по нижней части (юбке). Делается это микрометром.
Необходимо сравнить этот показатель с таблицей допустимых значений.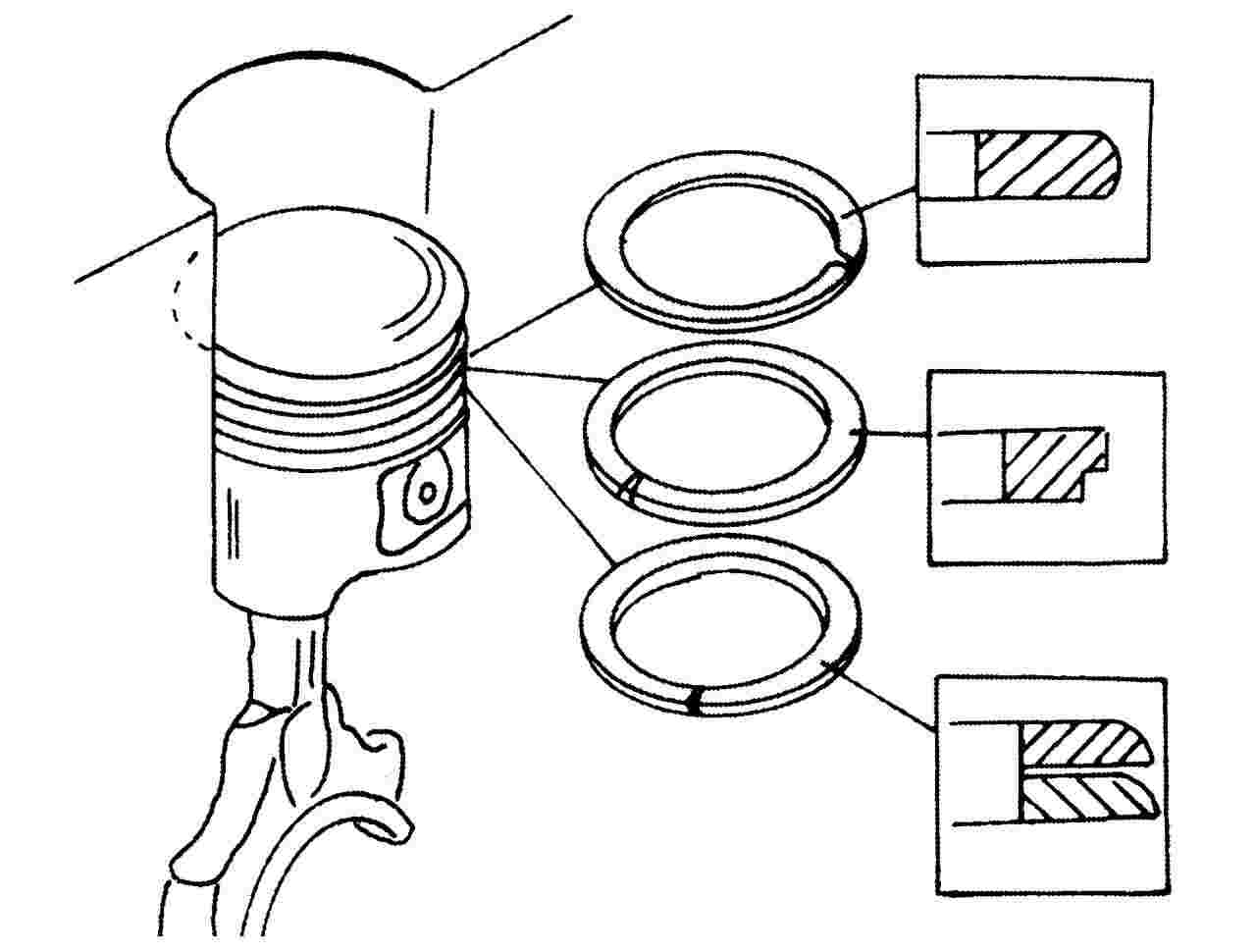 Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Процедура установки
Фирменные изделия проверенных производителей имеют удобную маркировку, благодаря которой понятно, как правильно установить поршневые кольца. На одной из сторон написано «TOP», что на английском означает «верх».
Обозначение на сторонах колец
Если никакой надписи не обнаружилось, то должна быть проточка по всему диаметру. Такой ступенькой надо обращать кольцо вниз.
Обычно используют два метода установки. Один из них более безопасный, а второй чаще применяют или большие профессионалы или абсолютные новички. Оба подойдут для самостоятельного применения во время ремонта.
Оба подойдут для самостоятельного применения во время ремонта.
Установка с помощью металлических пластин
В первом случае понадобится нарезать несколько плоских кусочков жестянки, толщиной примерно от 0,3 до 0,5 мм. Три или четыре таких листа располагают по диаметру поршня. На них надеваются кольца. И опускаются до уровня прорези. Потом оправка для поршневых колец из пластин вынимается, и колечко садится в нужный паз. Способ прекрасно подходит для любого мастера.
Монтаж поршневого кольца
Второй вариант требует определенного опыта и умения. Он заключается в том, что нужно пальцами развести зазор, увеличивая внутренний диаметр кольца до той степени, чтобы пропустить через него поршень и установить в нужный паз. Минусы заключаются в том, что часто неопытные слесари ломают много колец, применив большее усилие, чем нужно.
Необходимые действия после установки колец
Когда каждое кольцо заняло свое место в пазу, то нужно установить прорези примерно на 120 градусов друг от друга.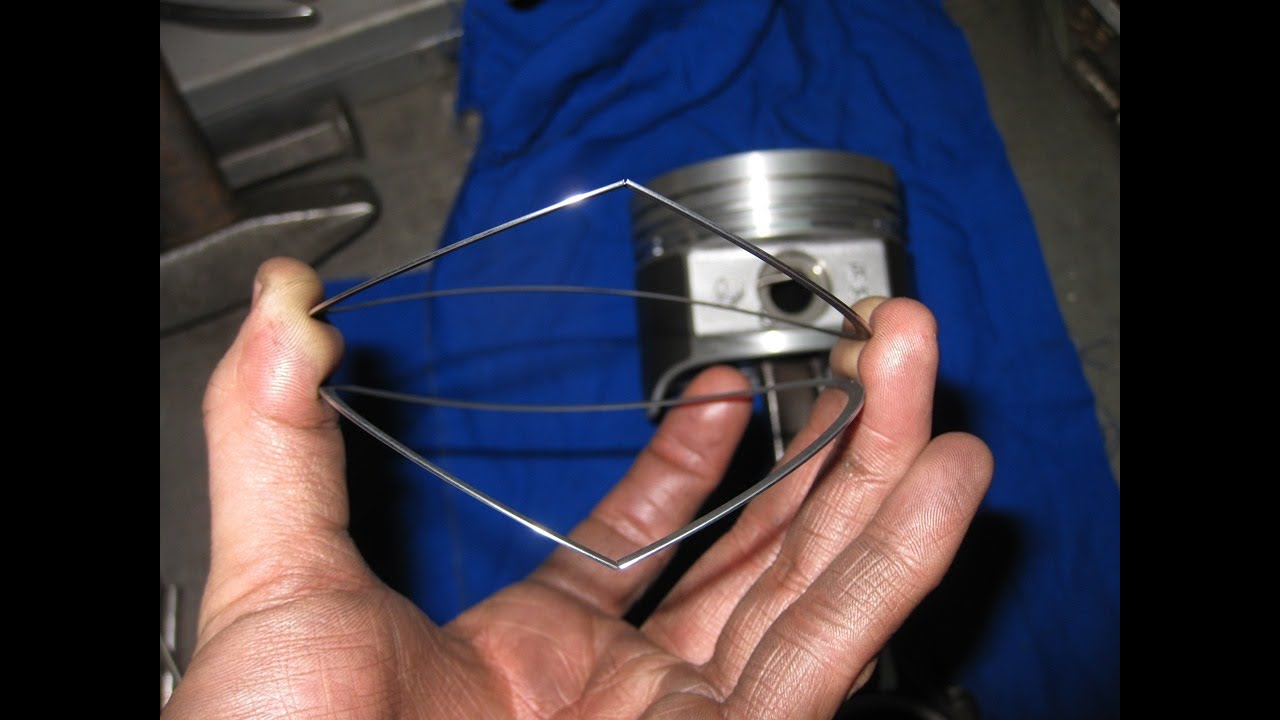 Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Неправильная установка поршневых колец
Есть данные, что первое кольцо удерживает около 75 % всей компрессии, а второе – около 20%.
Если термозазоры разведены, то при прорыве некоторого количества газа через первое кольцо, он не успеет попасть дальше, в отличие от более близкого положения второго зазора.
Ошибки при установке поршневых колец
Установка новых колец в цилиндры, имеющие износ, является абсолютно не эффективной. Это связано с тем, что изношенное отверстие имеет форму эллипса. Ожидаемой качественной притирки не может произойти.
Комплект поршневых колец
Также на больших оборотах второе кольцо, состоящее из чугуна, может банально лопнуть.
При эксплуатации кольца в канавках набивают выработку. Такие зазоры расгерметизируют камеру сгорания и из нее газы поступают в картер. А в обратном направлении заходит масло. Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
Также грубой ошибкой будет сознательная установка зазоров напротив друг друга.
Газы перегревают один бок поршня, и получается деформированная деталь. Происходит выгорание металла и дополнительная деформация всех элементов.Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
Замена поршневой уаз. Правильная установка поршневых колец. Замена клапанных пружин
Поршневые кольца заменяйте через 70000 — 90000 км пробега (в зависимости от условий эксплуатации автомобиля).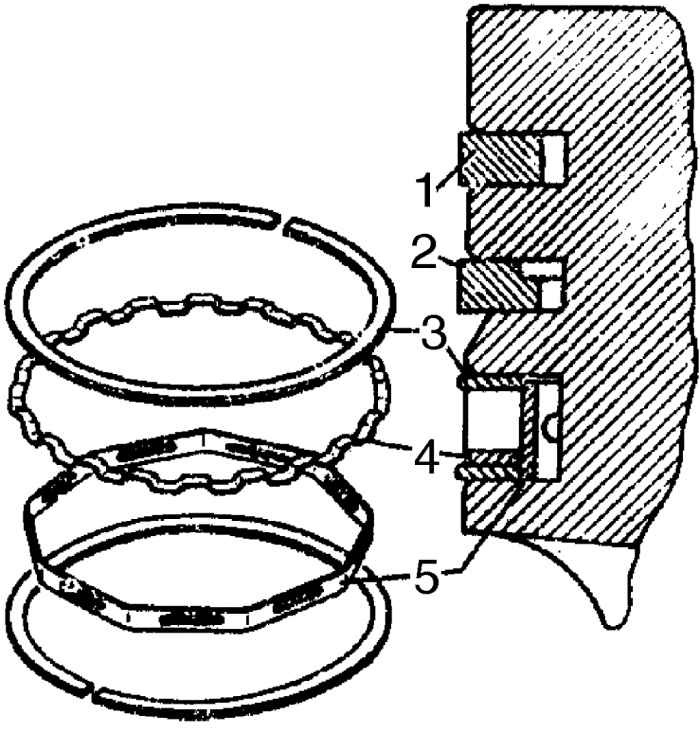
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 54а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Рис. 54. Установка колец на поршне:
а -поршень с кольцами двигателя УМЗ-4178.10;
б, в -поршень с кольцами двигателя УМЗ-4218.10;
1-поршень; 2-верхнее компрессионное кольцо; 3-нижнее компрессионное кольцо; 4-кольцевые диски; 5-осевой расширитель; 6-радиальный расширитель
Двигатель УМЗ-4218.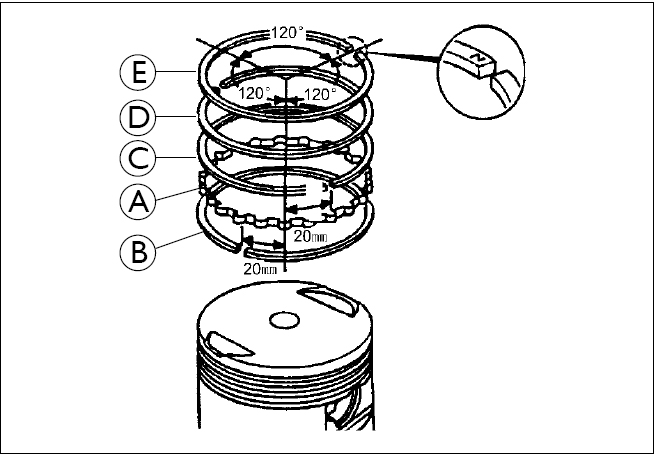
Один вариант верхнего компрессионного кольца 2 (рис. 54б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 54в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 54б,в) — скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»). Кольцо изготавливается в двух вариантах — с проточкой на внутренней цилиндрической поверхности кольца (рис. 54б) и без проточки (рис. 54в). Кольца необходимо устанавливать на поршень острой кромкой — «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители.
Поршневые кольца ремонтных размеров (см. ) отличаются от колец поминальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 — 0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
Проверку бокового зазора в стыке кольца производите, как показано на рис. 55. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
Рис. 55. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис.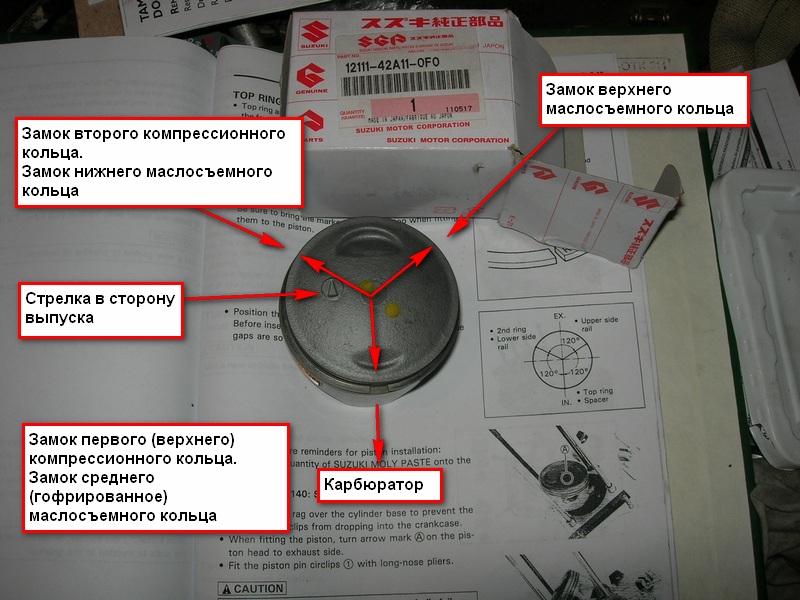 56) модели 55-1122.
56) модели 55-1122.
Рис. 56. Снятие и установка поршневых колец
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 57), который должен быть: для верхнего компрессионного кольца 0,050 — 0,082 мм, для нижнего компрессионного — 0,035 — 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
Рис. 57. Проверка бокового зазора между поршневым кольцом и канавкой поршня
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис.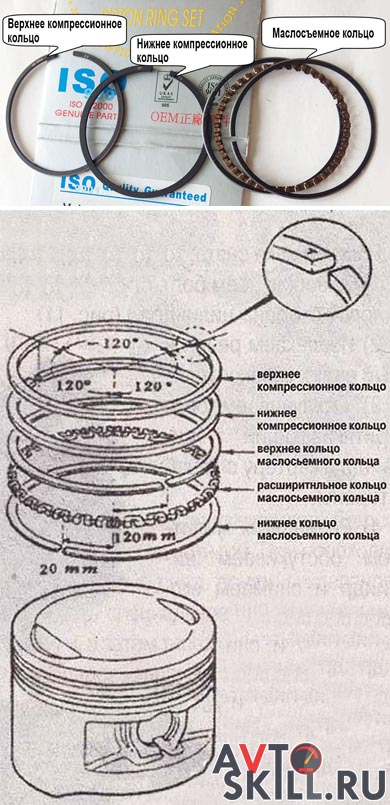 58).
58).
Рис. 58. Очистка канавок поршневых колец от нагара
Из маслоотводящих отверстии нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или форматированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120 град. друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45-50 км/ч.
Все детали шатунно-поршневой группы делятся на категории и подбираются индивидуально друг к другу.
Группа допуска, обозначенная буквой и выбитая на днище поршня,…
…должна совпадать с группой, указанной на гильзе цилиндра.

Значения диаметров отверстий в бобышках поршня, головке шатуна и наружных диаметров поршневого пальца делятся на группы, и обозначаются краской.
На поршневом пальце группа обозначена краской, нанесенной на его торце или внутренней поверхности. Она должна совпадать с группой,…
…указанной на бобышке поршня.
На шатуне группа отверстия под поршневой палец также обозначается краской. Она должна либо совпадать, либо быть соседней с пальцем группы.
Правильность подбора шатуна и поршневого пальца проверяем следующим способом.
Смазанный моторным маслом палец должен перемещаться в головке шатуна под усилием большого пальца руки, но не выпадать из втулки.
На боковой поверхности нижней головки шатуна и крышке нанесен порядковый номер цилиндра, в котором он был установлен.
Номера на крышке шатуна и на самом шатуне должны совпадать и находиться с одной стороны.
Поставляемые в запасные части шатуны такой маркировки не имеют, поэтому, перед тем как разбирать их, сделайте маркировку шатунов и крышек аналогично заводским, чтобы не перевернуть и не перепутать крышки при сборке.
Нагреваем поршень до температуры 60-80 °C. Допускается нагревать поршень в горячей воде.
Вводим головку шатуна между бобышками поршня…
…и молотком через оправку или приспособлением запрессовываем смазанный моторным маслом поршневой палец.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.
ВНИМАНИЕ
Выступ на крышке шатуна должен находиться с той же стороны, что и надпись…
ВНИМАНИЕ
…«ПЕРЕД» на поршне.
Посадочные места гильз тщательно очищаем от накипи и коррозии.
Уплотнительные медные шайбы гильз цилиндров заменяем новыми.
Гильзы запрессовываем легкими ударами молотка через деревянный брусок.
Набором щупов проверяем выступание гильзы над плоскостью блока, которое должно быть 0,02-0,10 мм.
Подбираем поршневые кольца к цилиндрам.
Поочередно устанавливаем кольца в цилиндр на глубину 20-30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3-0,6 мм, маслосъемные — 0,3-1,0 мм.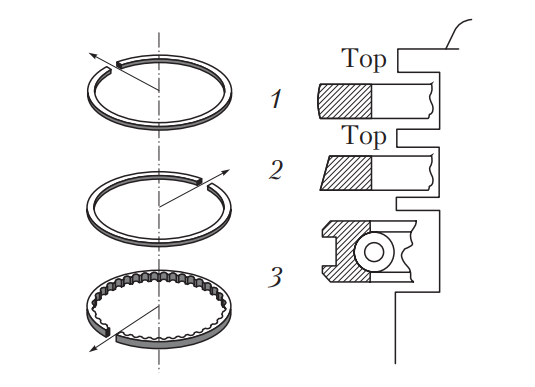
Если замена поршней не предполагается, проверяем ширину канавок при помощи новых поршневых колец.
Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050-0,082 мм, для сборного маслосъемного кольца 0,135-0,335 мм.
В изношенные цилиндры можно установить кольца ближайшего ремонтного размера и при необходимости, подпилить торцы для получения зазора 0,3 мм.
Надеваем кольца на поршень, начиная с маслосъемного кольца.
Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя.
Надеваем на расширитель маслосъемное кольцо…
…надписью к днищу поршня.
Угол между замками расширителя и кольца — 45 градусов.
Устанавливаем нижнее компрессионное кольцо…
…надписью и фаской с внутренней стороны кольца к днищу поршня.
Устанавливаем верхнее компрессионное кольцо.
Размерные группы пальцев, поршней и шатунов
Поршневые кольца заменяйте через 70 000–90 000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное.
Компрессионные кольца отлиты из специального чугуна.
Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
Рис. 1. Установка колец на поршне
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 1, а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз.
Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Двигатель УМЗ–4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 1, б,в).
1, б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 1, б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 1, в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует.
Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 1, б, в) – скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»).
Кольцо изготавливается в двух вариантах – с проточкой на внутренней цилиндрической поверхности кольца (рис. 1, б) и без проточки (рис. 1, в).
Кольцо необходимо устанавливать на поршень острой кромкой «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители.
Наружная поверхность диска маслосъемных колец покрыта твердым хромом. Замок колец прямой.
Поршневые кольца ремонтных размеров (см. табл. 2 ) отличаются от колец номинальных размеров только наружным диаметром.
Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3–0,5 мм (0,3–0,65 мм для двигателей мод. 4218).
Рис. 2. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Проверку бокового зазора в стыке кольца производите, как показано на рис. 2.
К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным – по нижней части цилиндра (в пределах хода поршневых колец).
При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня.
Плоскости стыков при сжатом кольце должны быть параллельны.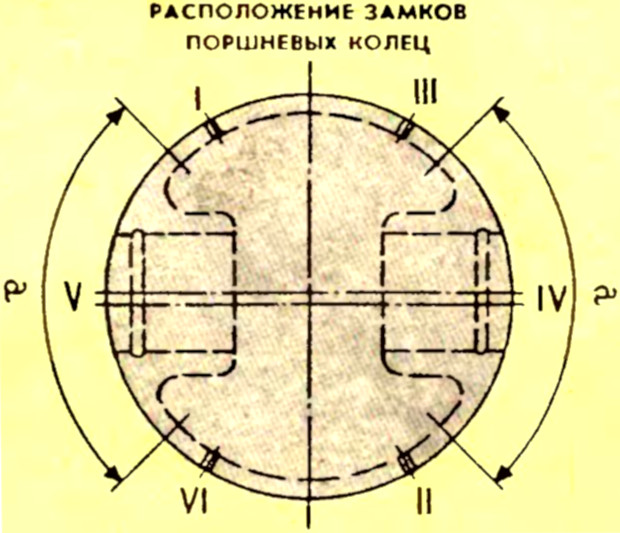
Рис. 3. Снятие и установка поршневых колец
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 3) модели 55–1122.
Рис. 4. Проверка бокового зазора между поршневым кольцом и канавкой поршня
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 4), который должен быть:
Для верхнего компрессионного кольца 0,050–0,082 мм,
Для нижнего компрессионного – 0,035–0,067 мм.
При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни.
Одновременная замена поршневых колец и поршней резко снижает расход масла.
Рис. 5. Очистка канавок поршневых колец от нагара
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец.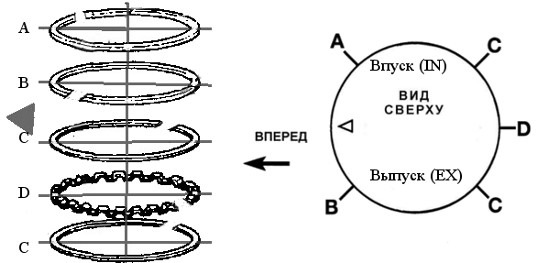
Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 5).
Из маслоотводящих отверстий нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или фосфатированными.
Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120° друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45 – 50 км/ч.
Ремонт двигателя автомобилей УАЗ
Условно различают два вида ремонта двигателя: текущий (гаражный) и капитальный.
Текущий ремонт предназначен для восстановления работоспособности двигателя путем замены или ремонта отдельных его деталей, кроме базовых, к которым относятся блок цилиндров и коленчатый вал. При текущем ремонте могут быть заменены поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, поршни, поршневые пальцы, клапаны и их направляющие втулки, упорные шайбы коленчатого вала и другие детали.
При текущем ремонте могут быть заменены поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, поршни, поршневые пальцы, клапаны и их направляющие втулки, упорные шайбы коленчатого вала и другие детали.
При капитальном ремонте восстанавливают до номинальных значений зазоры и натяги во всех сопряжениях деталей двигателя. При этом двигатель полностью разбирают, а гильзы цилиндров и коленчатый вал обязательно подвергают механической обработке или при наличии оборотных деталей заменяют.
Общую продолжительность службы двигателя определяет износ базовых деталей двигателя. Как текущий, так и капитальный ремонт двигателя надо проводить по потребности. Основанием для ремонта служат неисправности в работе двигателя, появляющиеся в процессе эксплуатации автомобиля. Однако для продления общего срока службы двигателя и увеличения пробега до капитального ремонта рекомендуется притирать клапаны (первый раз после 5000-8000 км и затем через каждые 40 000 — 50 000 км пробега) и заменять поршневые кольца и вкладыши подшипников коленчатого вала (особенно шатунных) после пробега 70 000-90 000 км.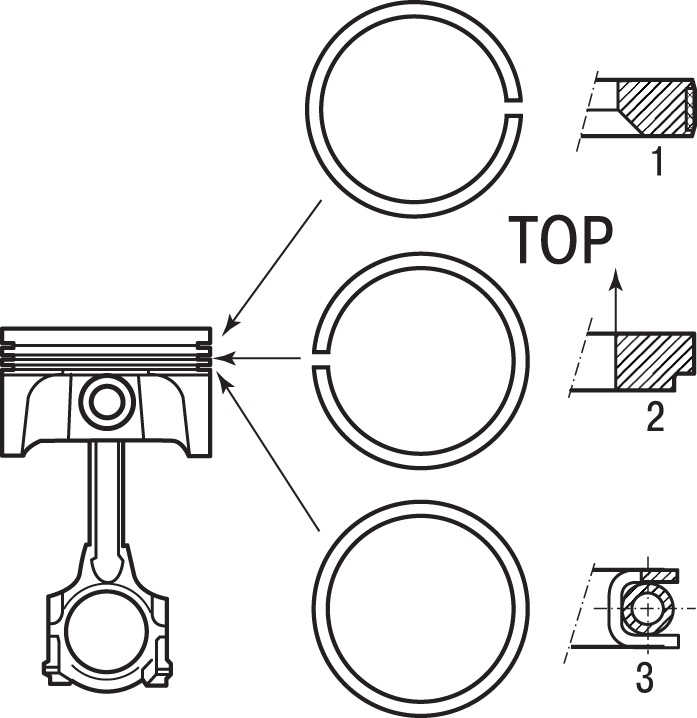
При больших износах цилиндров (0,25 мм и более) замена поршневых колец без замены поршней очень часто не приводит к желаемым результатам.
Предельно допустимые износы
Величины зазоров и износов, приведенные в таблице, получены в результате обмера основных деталей тех двигателей, в работе которых появлялись различные неполадки (увеличенный расход масла или бензина, большой пропуск газов, низкое давление масла, падение мощности, стуки и т. д.).
Ремонтные размеры деталей двигателя
Двигатель ремонтируют на базе готовых запасных частей номинальных и ремонтных размеров, обеспечивающих возможность повторных ремонтов.
Сопряжения деталей двигателя
Зазоры и натяги, которые необходимо выдерживать при ремонте двигателя и его узлов, даны в табл. 6. Уменьшение или увеличение зазоров против рекомендуемых непременно приведет к ухудшению смазки трущихся поверхностей, а следовательно, и к ускоренному износу их. Уменьшение натягов в неподвижных (прессовых) посадках тоже крайне нежелательно.
Для таких деталей, как направляющие втулки и вставные седла выпускных клапанов, уменьшение натягов может привести к ухудшению передачи тепла охлаждаемым водой стенкам головки цилиндров со всеми вытекающими отсюда последствиями: короблением, пригоранием, интенсивными износами, задирами и т. п.
Снятие и установка двигателя
Двигатель снимают вверх через кабину при помощи грузоподъемного устройства. Для облегчения снятия в крыше авто-мобнля имеется люк для троса грузоподъемника. При снятии двигателя с автомобиля, не имеющего люка в крыше кабины, подъемником может служить таль грузоподъемностью 0,5 т без блока на крюке. Таль подвеш-ивают на деревянный брус (или металлическую трубу) длиной 3000 мм, достаточной прочности, пропущенный в дверные проемы и установленный на деревянные козлы высотой 1750 мм.
Перед снятием двигателя на автомобиле, установленном на осмотровой яме, необходимо провести следующие подготовительные операции.
Слить воду из системы охлаждения и масло из картера двигателя.
Снять сиденья и панели капота, воздушный фильтр и катушку зажигания, крышку капота, люк в крышке кабины, брызговики двигателя и приемную трубу глушителя, водяной радиатор, который (после отъединения его ог рамы, двигателя и кузова и снятия вентилятора) вытаскивают в кабину.
Отъединить от двигателя: шланги отопителя и масляных фильтров тонкой и грубой очистки и все электропровода.
Снять краник масляного радиатора, датчик давления масла и тройник фильтра грубой очистки, болты крепления подушек передних опор двигателя вместе с нижними подушками опор (у автомобилей семейства УАЗ -451М отъединить заднюю точку крепления двигателя), распорную тягу, отъединить тягу управления сцепления и снять масленку.
Установить скобу на вторую и четвертую шпильки головки цилиндров, считая от переднего торца блока.
После этого, приподняв немного двигатель подъемником и отъединив от него коробку передач, осторожно вытаскивают его в кабину, а затем по доске спускают на землю. На автомобилях семейства УАЗ
-452 коробка передач остается на шасси вместе с раздаточной коробкой.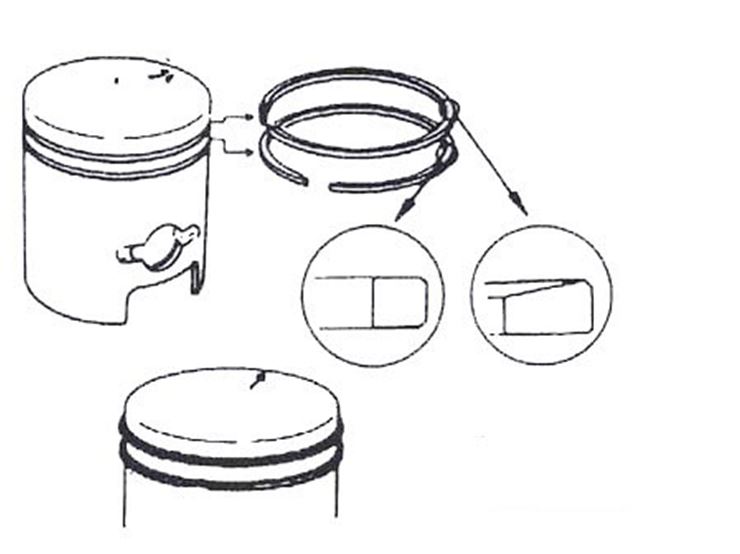 На автомобилях семейства УАЗ
-451М коробку передач после отъединения от двигателя снимают с шасси.
На автомобилях семейства УАЗ
-451М коробку передач после отъединения от двигателя снимают с шасси.
Устанавливают двигатель на автомобиль в обратной последовательности.
Двигатель можно также снимать, опуская его вниз. В этом случае его снимают вместе с коробкой передач и раздаточной коробкой. Этот способ значительно сложнее. На грузовых автомобилях УАЗ -451ДМ и УАЗ -452Д при снятии двигателя предварительно снимают кабину.
Разборка и сборка двигателя
При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, устанавливают на свои прежние места, где они приработались. Для обеспечения этого такие детали, как поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при снятии необходимо маркировать любым из возможных способов, не вызывающих порчи деталей (кернением, надписыванием, прикреплением бирок и т. п.).
При ремонте нельзя раскомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как перечисленные детали обрабатывают на заводе совместно и поэтому они невзаимозаменяемы.
Если картер сцепления заменяют новым, то необходимо проверить концентричность отверстия, служащего для центрирования коробки передач, с осью коленчатого вала, а также перпендикулярность заднего торца картера относительно оси коленчатого вала. Стойку индикатора при проверке закрепляют на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0,08 мм.
После разборки двигателя детали тщательно обезжиривают и очищают от нагара и смолистых отложений.
Нагар с поршней, впускных клапанов и камер сгорания удаляют механическим или химическим способом. Наиболее простым способом очистки деталей является ручная мойка керосином или бензином в небольших ваннах волосяными щетками и скребками.
Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до 80-95 °С, в течение 2-3 ч.
После очистки детали промывают горячей (80-90 °С) водой и обдувают сжатым воздухом.
Промывать детали из алюминиевых и цинковых сплавов в растворах, содержащих щелочь (NaOH), нельзя, так как щелочь разъедает алюминий и цинк.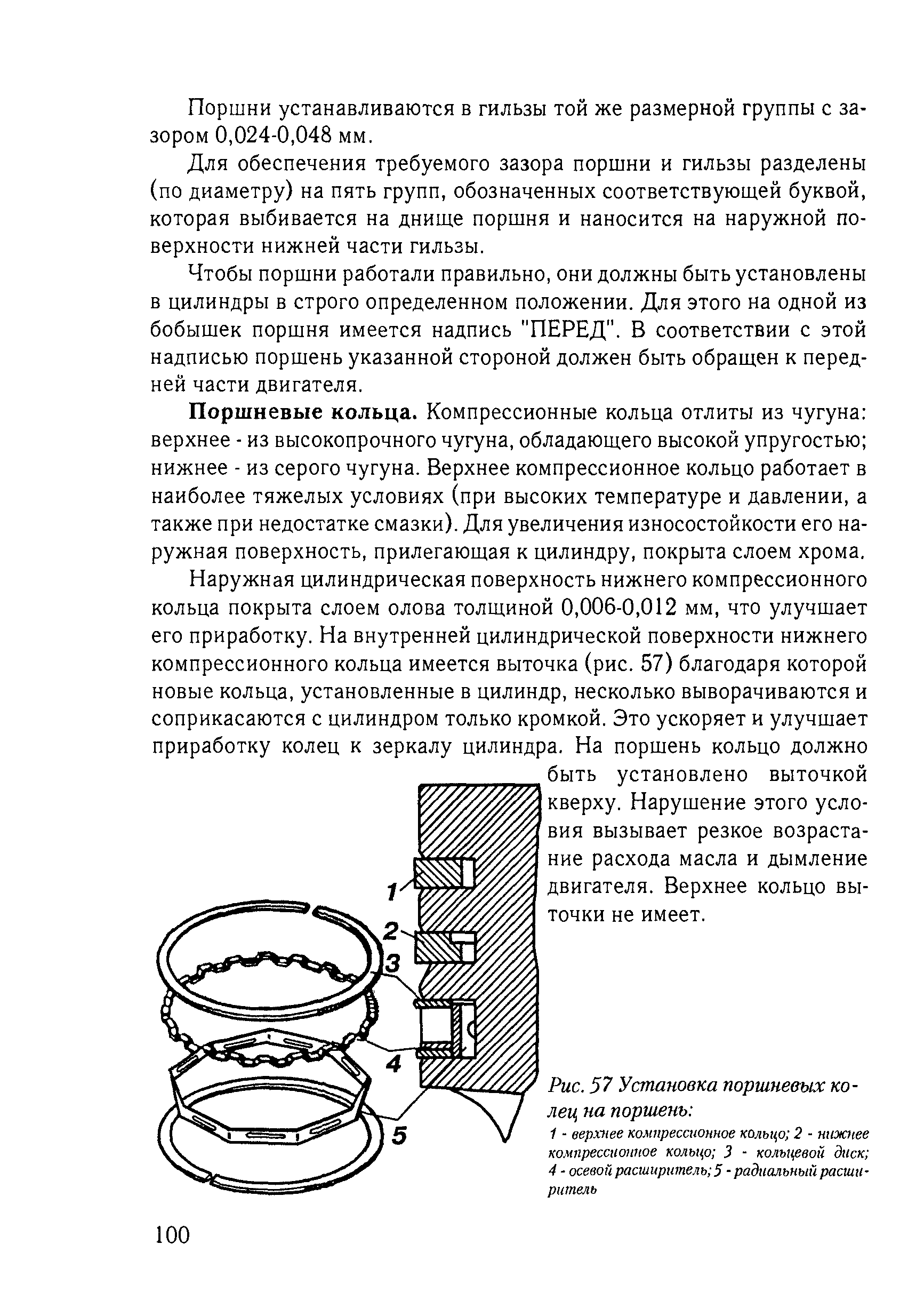
При сборке двигателя необходимо соблюдать следующие условия.
Резьбовые детали (шпильки, пробки, штуцеры), если их вывертывали или заменяли в процессе ремонта, ставить на сурике или белилах, разведенных натуральной олифой.
Неразъемные соединения, например заглушку блока цилиндров, надо ставить на нитролаке.
Ремонт блока цилиндров
Все поверхности трения в отверстиях блока, кроме направляющих отверстий толкателей, снабжены сменными втулками: сменные гильзы цилиндров, сменные вкладыши коренных подшипников коленчатого вала, сменные втулки опо,р распределительного вала. Такая конструкция блока делает его практически, неизнашиваемым, а его ремонт в основном сводится к пере-шлифовке или замене гильз цилиндров, замене изношенных втулок подшипников распределительного вала полуобработанными с последующей их обработкой под требуемые размеры, ремонту направляющих толкателей и замене вкладышей коренных подшипников коленчатого вала.
Расточка и смена гильз блока цилиндров
Максимально допустимый износ гильз цилиндров 0,30 мм.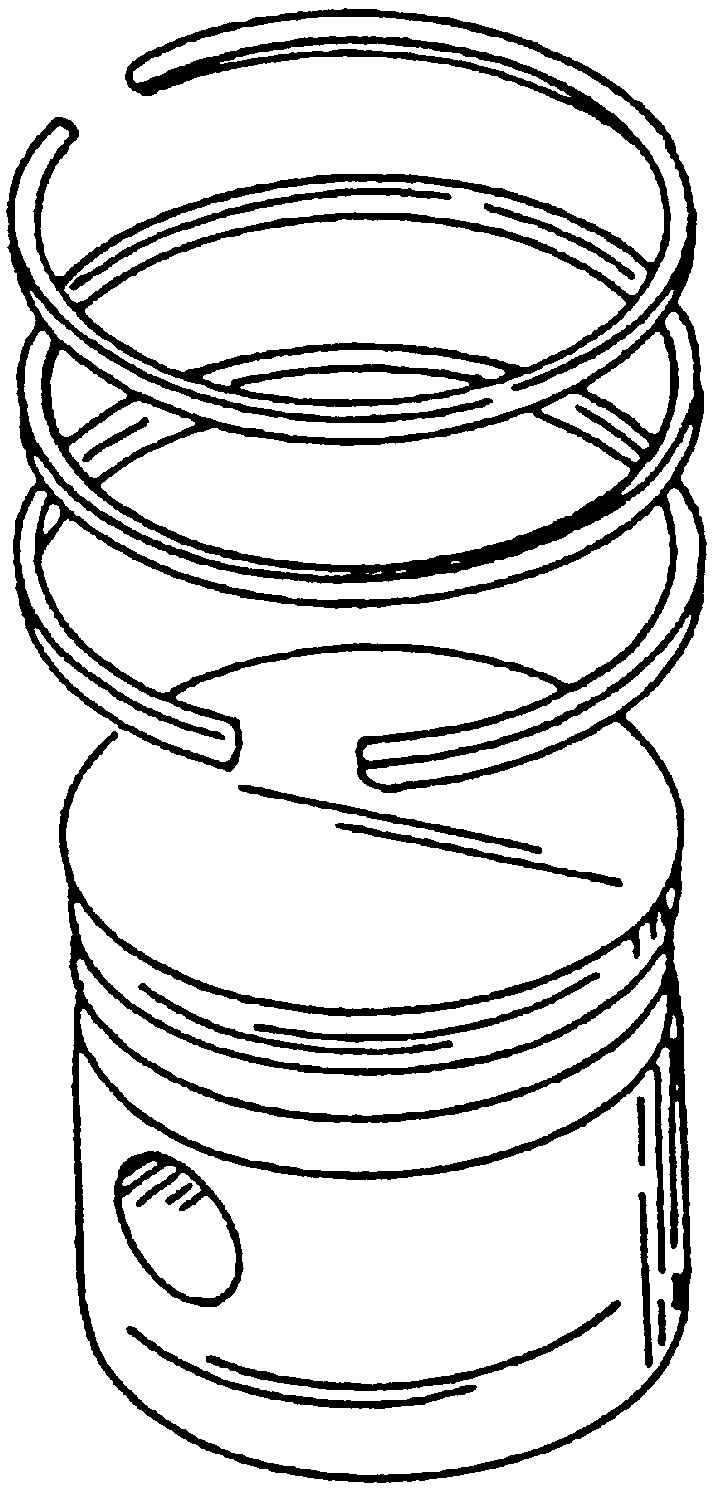 При наличии такого износа гильзу вынимают из блока цилиндров и растачивают до ближайшего ремонтного размера с допуском на обработку +0,06 мм.
При наличии такого износа гильзу вынимают из блока цилиндров и растачивают до ближайшего ремонтного размера с допуском на обработку +0,06 мм.
При обработке гильзу нельзя зажимать в кулачковый патрон, так как неминуема деформация гильзы и искажение размеров после снятия ее со станка.
Закрепляют гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу ставят во втулку до упора в верхний буртик, который зажимают накладным кольцом в осевом направлении.
Чистота поверхности зеркала после обработки должна соответствовать V9. Достигают этого тонкой расточкой или шлифовкой с последующим хонингованием.
Овальность и конусность допускаются до 0,02 мм, причем большее основание конуса должно располагаться в нижней части гильзы. Бочкообразность и корсетность допускаются не более 0,01 мм.
Зеркало обрабатывают концентрично установочным пояскам. Биение этих поясков относительно зеркала должно быть не более 0,01 мм.
Ремонтные размеры гильз равны 92,5; 93,0 и 93,5 мм.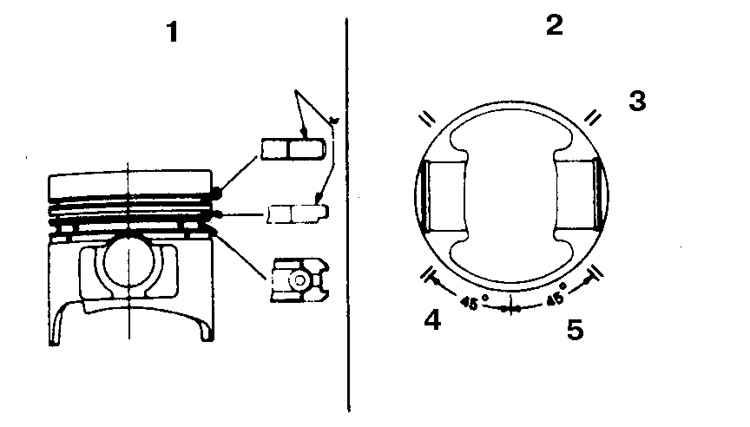
Рис. 1 Приспособление для удаления гильз из блока цилиндров
Рис. 2. Замер выступания гильзы над плоскостью блока
Так как для удаления гильзы из блока необходимо приложить некоторое усилие, то гильзу рекомендуется снимать при помощи приспособления. Удалять гильзу ударами по выступающей в картер нижней ее части нельзя, так как можно повредить стенки гильзы, и тогда она станет непригодной для дальнейшего применения.
Забивать новую гильзу в гнездо блока также нельзя; она должна свободно от руки входить в гнездо.
После установки гильз в блок цилиндров необходимо проверить величину выступания верхнего торца гильзы над верхней плоскостью блока, как показано на рис. 43. Величина выступания должна быть 0,005-0,055 мм. При недостаточном выступа-нии (менее 0,005 мм) может пробить прокладку головки цилиндров и неизбежно попадание воды в камеру сгорания из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо. ‘
‘
Чтобы гильзы не выпали из гнезд при дальнейших ремонтных операциях, их закрепляют в блоке при помощи шайбы и втулки, надеваемых на шпильку крепления головки цилиндров.
Изношенные после третьего ремонта (перешлифовки) гильзы заменяют новыми. С этой целью с IV квартала 1966 г. введена поставка в запасные части ремонтного комплекта, состоящего из гильзы цилиндра с поршнем, поршневым пальцем, стопорными и поршневыми кольцами. Номер комплекта по каталогу ВК-21-1000105-А.
Ремонт опор распределительного вала и направляющих толкателей, а также порядок замены коренных вкладышей коленчатого вала изложены в соответствующих разделах настоящей главы.
Ремонт головки цилиндров
К основным неисправностям головки цилиндров, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов.
Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм.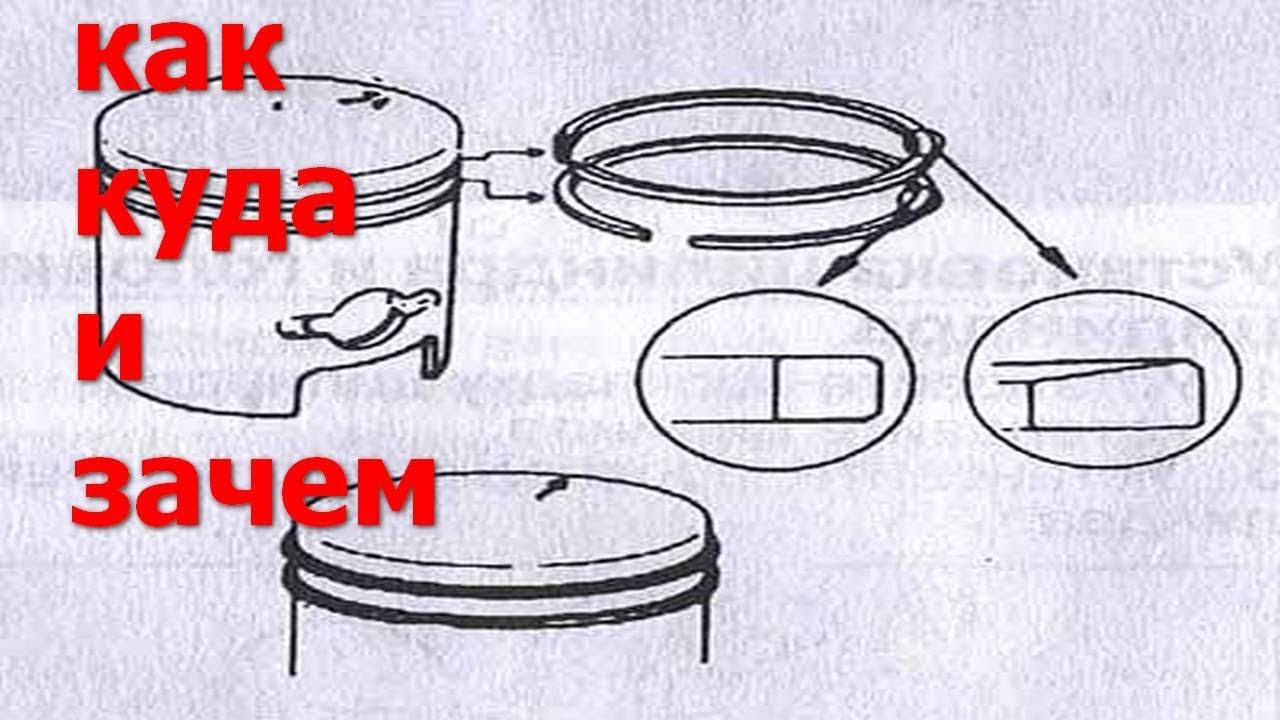 Незначительное коробление головки (до 0,3 мм) рекомендуется устранять шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать «как чисто». При этом глубину камер сгорания уменьшать более чем на 0,7 мм против номинального размера нельзя.
Незначительное коробление головки (до 0,3 мм) рекомендуется устранять шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать «как чисто». При этом глубину камер сгорания уменьшать более чем на 0,7 мм против номинального размера нельзя.
Ремонт седел и направляющих втулок клапанов см. в разделе «Восстановление герметичности клапанов».
Рис. 3. Подбор поршневых колец по цилиндру
Замена поршневых колец
Необходимость в замене поршневых колец возникает через 70 000-90 000 км пробега автомобиля в зависимости от качества применяемых горюче-смазочных материалов и общих условий эксплуатации автомобиля.
Поршневые кольца ремонтных размеров отличаются от номинальных только наружным диаметром.
Кольца того или иного ремонтного размера предназначены для установки в цилиндры, обработанные под данный ремонтный размер, и для установки в изношенные цилиндры ближайшего меньшего ремонтного размера путем подпиливания их стыков до получения зазора в замке 0,3-0,5 мм.
Боковой зазор в стыке кольца проверяют, как показано на рис. 3.
Рис. 4. Установка поршневых колец на поршень
К перешлифованным цилиндрам кольца подгоняют по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливают в цилиндре в рабочее положение, т. е. в плоскости, перпендикулярной оси цилиндра, и продвигают при помощи головки поршня. Стыки колец обязательно надо припиливать так, чтобы плоскости стыков при сжатом кольце были параллельны.
После подгонки колец по цилиндрам необходимо проверить боковой зазор между кольцами и канавками в поршне, который должен быть: для верхнего компрессионного кольца в пределах 0,050-0,082 мм, а для нижнего компрессионного и маслосъемного — 0,035-0,067 мм. При больших зазорах замена поршневых колец не исключит повышенного расхода масла на угар. В этом случае одновременно с заменой колец надо заменять и поршни (см. раздел «Замена поршней»).
Рис. 5. Очистка канавок поршневых колец от нагара
5. Очистка канавок поршневых колец от нагара
При замене только поршневых колец без замены поршней необходимо удалять нагар с днищ поршней, из кольцевых канавок в головке порш-
ня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок надо удалять осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления, показанного на рис. 5.
Из маслоотводящих отверстий нагар удаляют сверлом диаметром 3 мм, которое приводится во вращение электродрелью или вручную.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромовое покрытие, а остальные были лужеными или фосфатированными. При замене только поршневых колец, без ремонта или замены гильзы, все они должны быть лужеными или фосфатированньши, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры необходимо развести стыки поршневых колец под углом 120° друг к другу.
После смены поршневых колец в течение 1000 км пробега не следует повышать скорость автомобиля свыше 60 км/ч.
Замена поршней
Поршни нужно менять чаще всего вследствиеизноса канавки верхнего порш,невого кольца и реже из-за износа юбки поршня.
При текущем ремонте двигателя в частично изношенные цилиндры, как правило, устанавливают поршни того же размера (номинального или ремонтного), какой имели поршни, ранее работавшие в данном двигателе. Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра.
В этом случае зазор между юбкой поршня и зеркалом цилиндра следует проверять в нижней, наименее изношенной части цилиндра.
Нельзя допускать уменьшения зазора в этой части цилиндра ниже 0,02 мм.
К обработанным под ремонтный размер цилиндрам поршни подбирают по усилию, необходимому для протягивания ленты-щупа, вставляемого в зазор между поршнем и гильзой.
Усилие протягивания ленты толщиной 0,05 мм и шириной 13 мм должно быть в пределах 3,5-4,5 кГ. Щуп-ленту располагают в плоскости, перпендикулярной к оси поршневого пальца.
Щуп-ленту располагают в плоскости, перпендикулярной к оси поршневого пальца.
Для обеспечения правильного подбора к цилиндру поршень должен быть обязательно без поршневого пальца, искажающего на холодном поршне истинные размеры его юбки. При этом поршень устанавливают в цилиндр юбкой вверх, как показано на рисунке, иначе при протягивании будет закусывать ленту-щуп юбкой поршня из-за ее конусности.
В запасные части поставляют поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами.
Рис. 6. Подбор поршней к цилиндрам: 1 — динамометр; 2 — лента-щуп; 3 — втулка; 4 — шайба
На днищах поршней ремонтного размера вместо буквенного обозначения непосредственно выбит размер диаметра юбки поршня, округленный до 0,01 мм. Например 92,5 мм.
Кроме подбора поршней к цилиндрам по диаметру юбки, их подбирают также по весу. Это необходимо для сохранения уравновешенности двигателя. Разница в весе самого легкого и самого тяжелого поршней для одного двигателя не должна превышать 4 г.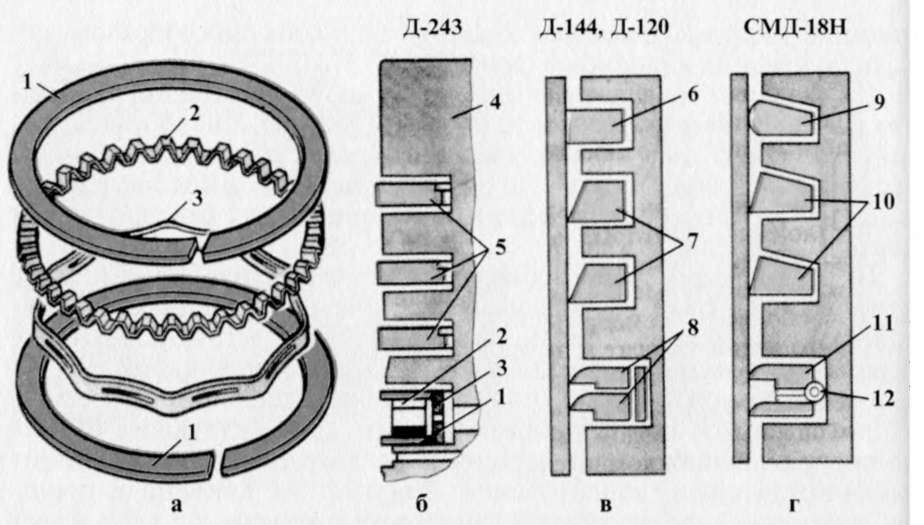
Поршни в цилиндры устанавливают при помощи приспособления, показанного на рис. 7. Внутренний диаметр А кольца делают равным размеру цилиндра (номинальному или ремонтному) с допуском +0,01 мм.
При установке поршней в цилиндры необходимо, чтобы метка «назад», выбитая на поршне, была обращена к маховику.
На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец делаются номинального размера. Чистота поверхности должна быть V8. Конусность и овальность отверстия допускаются не более 0,005 мм. При обработке должна быть обеспечена перпендикулярность оси отверстия к оси поршня, допускаемое отклонение не более 0,05 мм на длине 100 мм.
Ремонт шатунов
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера.
В запасные части поставляют втулки одного размера, свернутые из бронзовой ленты ОЦС4-4-2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун необходимо обеспечить совпадение отверстия во втулке с отверстием в верхней головке шатуна для обеспечения подачи смазки к поршневому пальцу.
После запрессовки втулку уплотняют гладкой брошью до диаметра 24,3+0’045 мм, а затем уже развертывают или растачивают под номинальный или ремонтный размер с допуском мм.
Рис. 7. Приспособление для установки поршня с кольцами в цилиндр
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть равным 168±0,05 мм; допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях не более 0,04 мм на длине 100 мм; овальность и конусность не должны превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, развертывать втулку верхнего отверстия шатуна рекомендуется в кондукторе.
После развертывания отверстия доводят на специальной шлифовальной головке, держа шатун в руках как показано на рис. 8.
Шлифовальные бруски головки устанавливают микрометрическим винтом на требуемый ремонтный размер.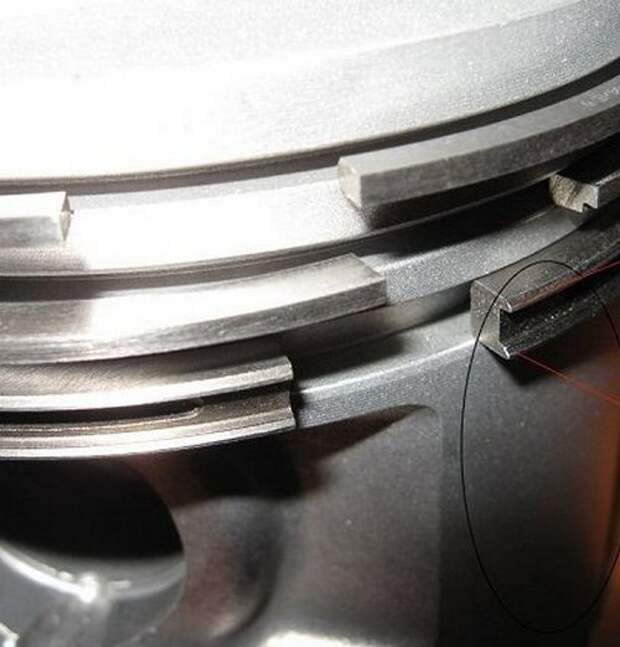 Чистота обработки — V8.
Чистота обработки — V8.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, выбраковывают.
Замена и ремонт поршневых пальцев
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяют поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на 0,12 и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна, как описано выше (см. разделы «Замена поршней» и «Ремонт шатунов»).
Рис. 8. Доводка отверстия в верхней головке шатуна: 1 — державка; 2 — шлифовальная головка; 3 — зажим
Рис. 9. Снятие стопор-пых колец поршневого пальца
Перед выпрессозкой поршневого пальца из поршня необходимо вынуть стопорные кольца поршневого пальца плоскогубцами (рис. 9). Выпрессовывают и запрессовывают палец в приспособлении, как показано на рис. 10. Перед выпрессовкой пальца поршень нагревают в горячей воде до 70 °С.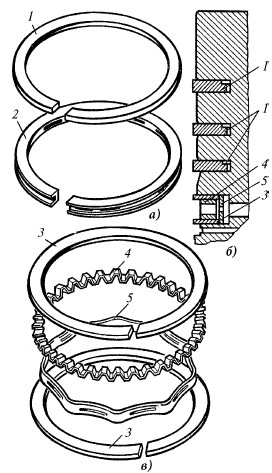
Поршневые пальцы ремонтируют перешлифовкой их с больших ремонтных размеров на меньшие или хромированием с последующей обработкой под номинальный или ремонтный размер.
Сборка шатунно-поршневой группы
Для обеспечения работы шатунно-поршневой группы без стуков поршень, поршневой палец и шатун подбирают друг к другу с минимально необходимыми зазорами для нормальной их смазки.
Поршневой палец к верхней головке шатуна подбирают с зазором 0,0045-0,0095 мм. В практике палец подбирают так, чтобы при нормальной комнатной температуре он плавно перемещался в отверстии верхней головки шатуна от легкого усилия большого пальца руки.
В поршень палец устанавливают с натягом 0,0025 — 0,0075 мм. Практически поршневой палец подбирают таким образом, чтобы при нормальной комнатной температуре поршневой палец не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил в него свободно. Поэтому перед сборкой пальца с поршнем поршень необходимо нагреть в горячей воде до 70 °С. Запрессовывание пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Подсборку шатунно-поршневой группы выполняют в том же приспособлении, что и разборку.
Запрессовывание пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Подсборку шатунно-поршневой группы выполняют в том же приспособлении, что и разборку.
Следует иметь в виду, что для обеспечения балансировки двигателя разница в весе установленных в двигатель поршней в сборе с Шатунами не должна превышать 8 г.
Рис. 10. Приспособление для запрессовки поршневого пальца: 1 — направляющая; 2 — палец; 3 — плунжер
Рис. 11. Подбор поршневого пальца
Стопорные кольца поршневого пальца должны сидеть в своих канавках с некоторым натягом. Не рекомендуется применять стопорные кольца, бывшие в употреблении.
Учитывая сложность подбора поршневого пальца к поршню и шатуну (необходимость обеспечения номинальных посадок), в запасные части поршни поставляют в сборе с поршневым пальцем и стопорными кольцами.
Ремонт коленчатого вала
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, выпускаемых в запасные части.
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть соответственно в пределах 0,026-0,077 и 0,026-0,083 мм. Перешлифовывают шейки с допуском -0,013 мм. Так, например, при перешлифовке шеек вала под первые ремонтные комплекты вкладышей размеры шатунных и коренных шеек должны соответственно находиться в пределах 57,750-57,737 и 63,750-63,737 мм.
Ремонтный размер шатунных шеек может не совпадать с ремонтным размером коренных шеек, но все шатунные и все коренные шейки следует перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов вала не пригодны для установки вала в центре шлифовального станка. Для этого надо делать съемные центра-стаканы: передний центр напрессовывают на шейку диаметром 38 мм, а задний центрируют по наружному диаметру фланца (122 мм) вала и крепят к нему болтами. При изготовлении переходных центров нужно обеспечить концентричность центрового отверстия с установочным отверстием. При несоблюдении этого условия нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек вал устанавливают по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центра-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46±0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, устанавливаемый на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляемый болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифованием шеек углубить фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была в пределах 0,8-1,2 мм. Делают это при помощи наждачного камня с углом при вершине 60-90°, приводимого во вращение электродрелью.
При шлифовке шатунных шеек следует остерегаться затрагивания шлифовальным кругом боковых поверхностей шеек. В противном случае осевой зазор шатунов будет чрезмерно велик и шатуны будут стучать. Радиус перехода к боковой поверхности выдерживать в пределах 1,2-2 мм.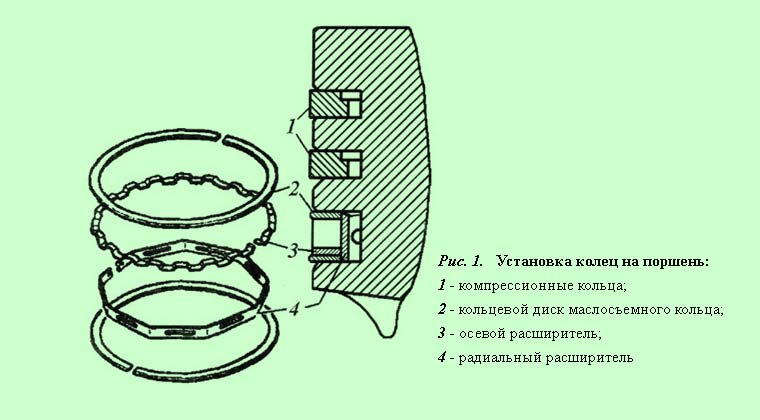 Чистота поверхности шеек после обработки должна быть V9. Шлифование ведут с обильным охлаждением эмульсией.
Чистота поверхности шеек после обработки должна быть V9. Шлифование ведут с обильным охлаждением эмульсией.
В процессе перешлифовки необходимо выдерживать:
— расстояние между осями коренных и шатунных шеек в пределах 46+0,05 мм;
— овальность и конусность шеек не более 0,01 мм; угловое расположение шатунных шеек в пределах ±0°10’;
— непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки;
— биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню -до 0,03 мм, а шеек под ступицу шкива и задний сальник — до 0,04 мм.
После шлифовки шеек коленчатый вал промывают, а масляные каналы очищают от абразивов и смолистых отложений при помощи металлического ерша и керосина. Пробки грязеуловителей при этом вывертывают. После очистки грязеуловителей и каналов вновь завертывают пробки на место и кернят каждую из них для предотвращения самопроизвольного вывертывания.
Очищать масляные каналы следует и при эксплуатационном ремонте двигателя, когда коленчатый вал вынимают из блока.
После ремонта коленчатый вал собирать надо с тем маховиком и сцеплением, которые стояли на нем до ремонта. Устанавливать при этом сцепление на маховик надо по заводским меткам «О», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической балансировке на балансировочном станке. Предварительно необходимо сцентрировать ведомый диск сцепления при помощи ведущего вала коробки передач или специальной оправки.
Дисбаланс устраняют высверливанием металла в ободе маховика на радиусе 158 мм сверлом 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс не более 70 Гсм.
Замена вкладышей коренных и шатунных подшипников коленчатого вала
Вкладыши коренных и шатунных подшипников заменяют при увеличении диаметрального зазора в подшипниках более 0,15 мм. При зазорах, превышающих указанную величину, появляются стуки подшипников, повышается расход смазки и снижается давление масла в масляной магистрали, так как смазка при этом свободно вытекает из подшипников и производительность масляного насоса оказывается недостаточной для поддержания нормального давления.
При зазорах, превышающих указанную величину, появляются стуки подшипников, повышается расход смазки и снижается давление масла в масляной магистрали, так как смазка при этом свободно вытекает из подшипников и производительность масляного насоса оказывается недостаточной для поддержания нормального давления.
Расход смазки увеличивается вследствие того, что количество масла, попадаемого на стенки цилиндров за счет разбрызгивания, увеличивается настолько, что поршни и поршневые кольца не справляются с задачей регулирования масляной пленки на стенках цилиндров и пропускают значительное количество его в камеры сгорания, где оно и сгорает.
В результате вытекания смазки из подшипников и снижения давления масла в масляной магистрали нарушается масляная пленка в подшипниках, появляется полусухое трение и, как следствие, повышается интенсивность износа вкладышей и шеек коленчатого вала.
Поэтому своевременная смена вкладышей подшипников коленчатого вала продлит срок службы коленчатого вала и двигателя в целом.
В запасные части поставляют вкладыши коренных и шатунных подшипников номинального и ремонтных размеров. Вкладыши ремонтных размеров отличаются от вкладышей номинального размера уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм внутренним диаметром. В продажу вкладыши поступают комплектами на один двигатель.
Вкладыши коренных и шатунных подшипников заменяют без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей необходимо применять вкладыши номинального или в крайнем случае первого ремонтного размера, уменьшенные на 0,05 мм.
Вкладыши второго и последующих ремонтных размеров устанавливают в двигатель только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными Для него, то необходимо собрать двигатель с новым валом. Для такого случая в запасные части поставляют комплект ВК-21А-1005014, состоящий из коленчатого вала и комплектов коренных и шатунных вкладышей номинального размера.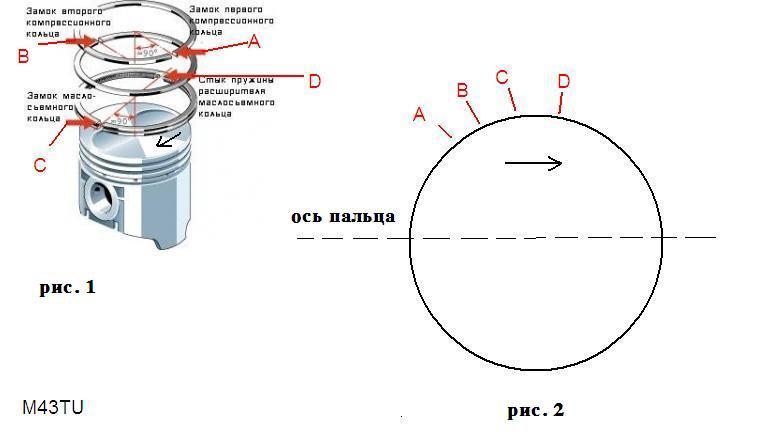
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно в пределах 0,026- 0,077 и 0,026-0,083 мм.
Простой и надежной является проверка зазоров в подшипниках «на ощупь». При этом считают, что пр-и нормальных зазорах шатун без поршня, подсобранный на шейке вала с полностью затянутой крышкой, должен плавно опускаться под действием собственного веса из горизонтального в вертикальное положение. При нормальных зазорах в коренных подшипниках; коленчатый вал при полностью затянутых крышках, без шатунов, должен проворачиваться вручную за два колена без заметного усилия.
При проверке «на ощупь» коренные и шатунные шейки смазывают маслом, заливаемым в картер двигателя.
При смене вкладышей необходимо соблюдать следующее.
Вкладыши заменять без каких-либо подгоночных операций и только попарно.
Половинки вкладышей коренных подшипников, имеющие посредине отверстия для подвода масла, ставят в постели блока, а половинки без отверстий — в крышки.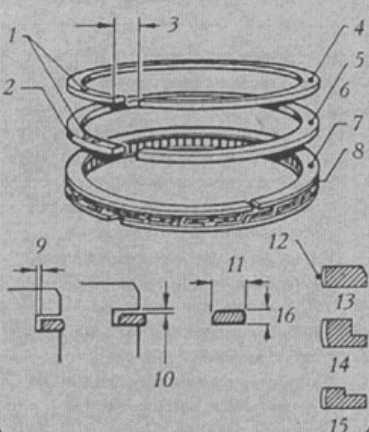
Следить, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях.
Одновременно с заменой вкладышей нужно очистить грязеуловители в шатунных шейках.
Шатунные вкладыши можно заменять, не снимая двигателя с шасси автомобиля. Замена коренных вкладышей более трудоемка и поэтому лучше производить ее на двигателе, снятом с шасси автомобиля.
После замены вкладышей двигатель обкатывают, как указано в разделе «Обкатка двигателя после ремонта».
Если двигатель при замене вкладышей не снимали с автомобиля, то на протяжении первых 1000 км пробега автомобиля не следует двигаться со скоростью свыше 60 км/ч.
Одновременно с заменой вкладышей необходимо проверить осевой зазор в упорном подшипнике коленчатого вала, который должен быть в пределах 0,075-0,175 мм. В случае, если осевой зазор окажется чрезмерным (более 0,175 мм), необходимо заменить упорные шайбы новыми. Шайбы выпускают четырех размеров по толщине: 2,350-2,375; 2,375- -2,400; 2,400-2,425; 2,425-2,450 мм. Зазоры в упорном подшипнике проверяют следующим образом. Закладывают отвертку (рис. 12) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжимают вал к заднему концу двигателя. При помощи щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурга первой коренной шейки.
Зазоры в упорном подшипнике проверяют следующим образом. Закладывают отвертку (рис. 12) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжимают вал к заднему концу двигателя. При помощи щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурга первой коренной шейки.
Рис. 12. Проверка осевого зазора коленчатого вала
Ремонт распределительного вала
Характерными неисправностями распределительного вала, появляющимися в процессе работы двигателя, являются: износ опорных шеек вала, износ и задиры кулачков и прогиб вала. Указанные неисправности распределительного вала вызывают стуки в клапанном механизме, а увеличение зазоров в подшипниках, кроме того, приводит к падению давления масла в системе смазки.
Зазоры в подшипниках распределительного вала восстанавливают перешлифовкой опорных шеек вала, уменьшая их размер (не более чем на 0,75 мм), и заменой изношенных втулок полуобработанными с последующей расточкой их под размеры перешлифованных шеек.
Перед перешлифовкой шеек распределительного вала углубляют канавки на первой и последней шейках на величину уменьшения диаметра этих шеек, для того чтобы после перешлифовки шеек было обеспечено поступление смазки к распределительным шестерням и к оси коромысел. Шлифование шеек выполняют в центрах с допуском —0,02 мм. После шлифовки шейки полируют. Выпрессовывать и запрессовывать втулки удобнее при помощи резьбовых шпилек (соответствующей длины) с гайками и подкладных шайб.
Полуобработанные втулки подшипников распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому их запрессовывают в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины баббитового слоя величина ремонтного уменьшения диаметров всех втулок должна быть одинаковой.
При запрессовке втулок необходимо следить за совпадением их боковых отверстий с масляными каналами в блоке.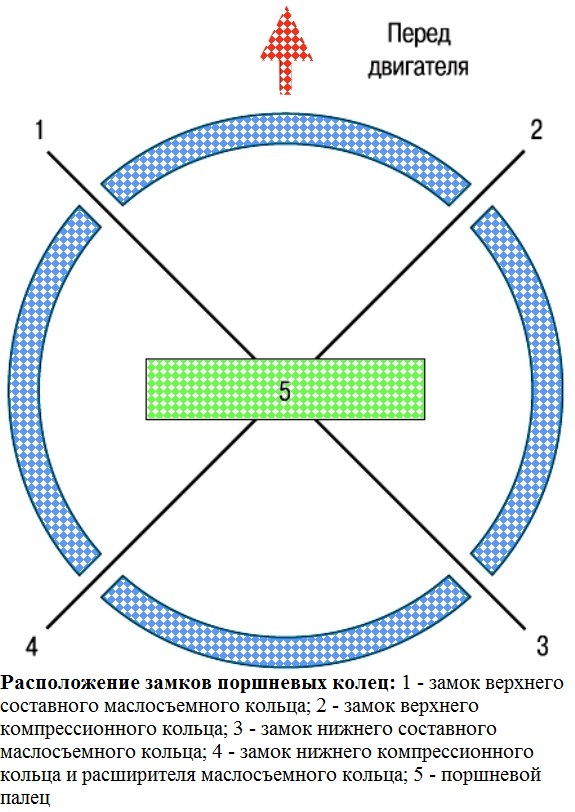 Втулки растачивают, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм.
Втулки растачивают, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм.
При растачивании втулок необходимо выдерживать расстояние между осями отверстий под коленчатый и распределительный валы в пределах 118+0,025 мм. Этот размер проверяют У переднего торца блока Отклонение от соосности отверстий во втулках должно быть не более 0.04 мм, а отклонение от параллельности коленчатого и распределительного валов-в пределах 0,04 мм на длине блока. Чтобы обеспечить соосность втулок в заданных пределах, их обрабатывают одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливать борштангу надо, базируясь на отверстия для вкладышей коренных подшипников.
Кулачки распределительного вала при незначительных изно-сах и задирах зачищают наждачной бумагой: сначала крупнозернистой, а затем полируют мелкозернистой. При этом наждачная бумага должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка.
При износах кулачков по высоте более чем на 0,5 мм распределительный вал заменяют новым, так как при таких износах уменьшается наполнение цилиндров, а следовательно, и мощность двигателя.
Погнутость распределительного вала проверяют индикатором по затылкам впускных и выпускных кулачков второго и третьего цилиндров. Вал при этом устанавливают в центрах. Если биение вала, замеренное таким образом, превышает 0,03 мм, то вал правят.
Восстановление герметичности клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами (0,25-0,30 мм), а также при исправной работе карбюратора и приборов зажигания обнаруживают по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Герметичность клапанов восстанавливают притиркой рабочих фасок клапанов к их седлам. При наличии же на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, фаски клапанов и седел подвергают шлифовке с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками заменяют новыми.
Клапаны с покоробленными головками заменяют новыми.
Клапаны притирают при помощи пневматической или электрической дрели (Чистопольский завод ГАРО выпускает для этой цели пневматическую дрель модели 2213), или вручную при помощи коловорота модели 55832. Во всех случаях притирку ведут возвратно-вращательными движениями, при которых клапан поворачивают в одну сторону несколько больше, чем в другую. На время притирки под клапан устанавливают технологическую пружину с малой упругостью, которая несколько приподнимает клапан над седлом. При легком нажатии клапан должен садиться на седло. Внутренний диаметр пружины около 10 мм.
Для ускорения притирки используют притирочную пасту, составленную из одной части микропорошка М20 по ГОСТ
3647-59 и двух частей масла индустриального (веретенного) по ГОСТ
1707-51. Смесь перед применением тщательно перемешивают. Притирку ведут до получения на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшают содержание микропорошка в притирочной пасте, а заканчивают притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с маслом, применяемым для двигателя.
Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с маслом, применяемым для двигателя.
Для шлифовки рабочих фасок на клапанах можно использовать настольный шлифовальный станок модели 2414 или 2178 Чистопольского завода ГАРО
. Стержень клапана при этом зажимают в центрирующем патроне бабки, устанавливаемой под углом 44°30’ к рабочей поверхности шлифовального камня. Уменьшение на 30’ угла наклона рабочей фаски на головке клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовании с головки клапана снимают минимальное количество металла, необходимое для вывода изъянов. При этом высота цилиндрического пояска головки клапана после шлифования рабочей фаски должна быть не менее 0,7 мм, а концентричность рабочей фаски относительно стержня — в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана не должно превышать 0,02 мм. Клапаны с большим биением заменяют новыми. Перешлифовывать стержни клапана на меньший размер нецелесообразно, так как возникает необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуют под углом 45° соосно отверстию во втулке. Ширина фаски должна быть в пределах 1,6-2,4 мм. Для шлифования седел рекомендуется применять приспособление, изображенное на рис. 14. Шлифуют седло до тех пор, пока камень не начнет брать по всей рабочей поверхности и без применения притирочных паст или масла.
Рис. 13. Притирка клапанов
После грубой обработки производят чистовое шлифование седла, сменив камень на мелкозернистый. Биение фаски седла относительно оси отверстия втулки клапана допускается не более 0,03 мм. Изношенные седла заменяют новыми. Выпускаемые в запасные части седла клапанов имеют увеличенный на 0,25 мм наружный диаметр по сравнению с диаметром седел, устанавливаемых на заводе. Изношенные седла вырезают из головки при помощи зенкера, изготовленного из твердого сплава. После удаления седла гнездо в головке растачивают до диаметров 38,75 для выпускного клапана и 47,25+°>025 мм для впускного клапана. Перед запрессовкой седел головку нагревают до температуры 170°С, а седла охлаждают в сухом льду.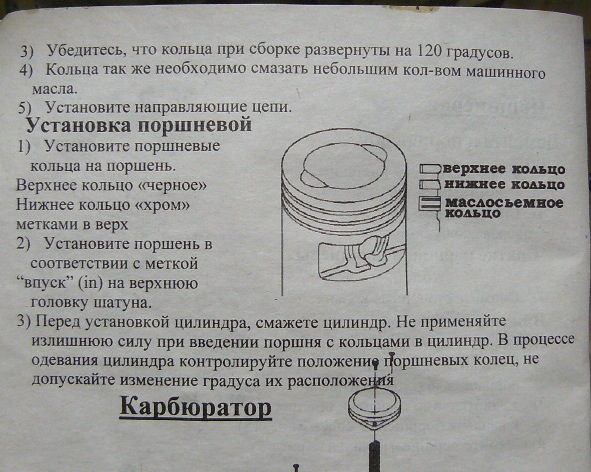 Запрессовку надо выполнять при помощи оправок быстро, чтобы не дать возможности седлам нагреться. После остывания головка плотно охватывает седла. Для увеличения прочности посадки седел их за-чеканивают по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем седла шлифуют до требуемых размеров и притирают.
Запрессовку надо выполнять при помощи оправок быстро, чтобы не дать возможности седлам нагреться. После остывания головка плотно охватывает седла. Для увеличения прочности посадки седел их за-чеканивают по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем седла шлифуют до требуемых размеров и притирают.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливают только после замены клапана и его втулки. В запасные части клапаны выпускают только номинальных размеров, а направляющие втулки с уменьшенным на 0,3 мм внутренним диаметром для развертывания их под окончательный размер после запрессовки в головку цилиндров.
Рис. 14. Приспособление для шлифования седел клапанов: 1 — разрезная втулка; 2 — оправка; 3- шлифовальный круг; 4 — свинцовая шайба; 5 — направляющая втулка; 6 — корпус головки; 7 — штифт; 8 — поводок; 9 — наконечник; 10 — гибкий вал; 11 — вал электродвигателя; 12 — электродвигатель
Изношенную направляющую втулку выпрессовывают из головки при помощи выколотки (рис.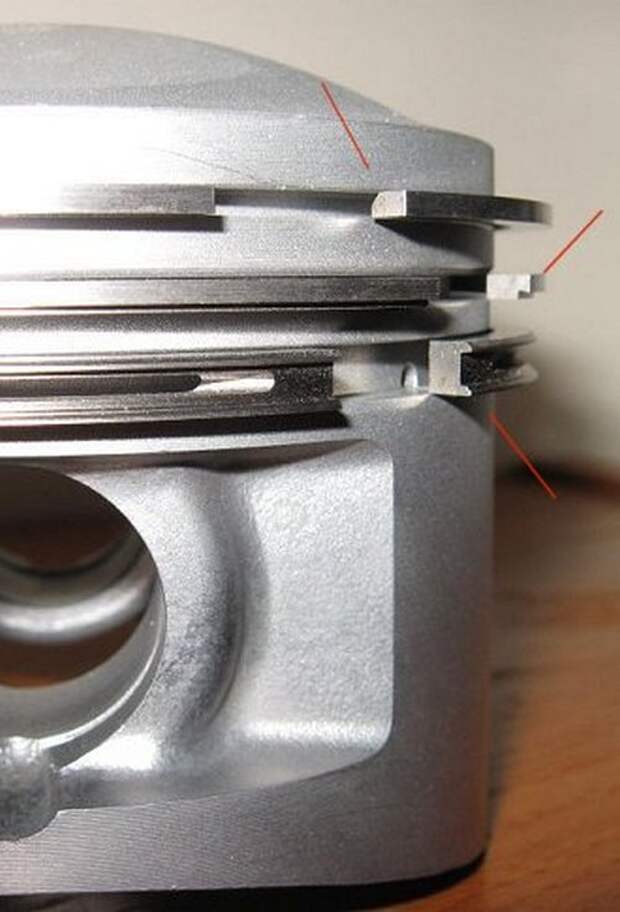 15).
15).
Новую втулку запрессовывают со стороны коромысел при помощи той же выколотки, до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку надо нагреть до температуры 170°С, а втулку охладить сухим льдом.
После замены втулок клапанов седла шлифуют (базируясь на отверстия во втулках) и затем притирают к ним клапаны. После шлифования седел и притирки клапанов все газовые каналы, а также все места, куда могла попасть абразивная пыль, тщательно промывают и продувают сжатым воздухом.
Рис. 15. Выколотка направляющих втулок клапанов
Втулки клапанов металлОкерамические, пористые. После окончательной обработки и промывки втулки пропитывают маслом. Для этого в каждую втулку на несколько часов вставляют пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смазывают тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитного препарата (ГОСТ
5262 — 50) и трех частей масла МС20 (ГОСТ
1013 — 49).
Замена клапанных пружин
Основными неисправностями клапанных пружин, появляющимися в эксплуатации, являются уменьшение упругости, обломы или трещины на витках.
Упругость клапанных пружин проверяют при разборках клапанного механизма. Усилие, необходимое для сжатия новой клапанной пружины до длины 46 мм, должно находиться в пределах 28-33 кГ, а до длины 37 мм — в пределах 63-70 кГ. Если усилие сжатия пружины до длины 46 мм менее 24 кГ, а до длины 37 мм менее 57 кГ, то такую пружину заменяют новой.
Пружины с обломами, трещинами и следами коррозии бракуют.
Замена толкателей и ремонт их направляющих в блоке
Направляющие толкателей изнашиваются незначительно, поэтому нормальный зазор в этом сопряжении чаще всего восстанавливают при капитальном ремонте двигателя, за счет замены изношенных толкателей новыми. В запасные части выпускают толкатели только номинального размера. Если же заменой толкателей не удается получить -необходимые зазоры между их стержнями и направляющими в блоке, то направляющие отверстия растачивают до диаметра 30+0,033 лш, запрессовывают в них на сурике или шеллаке ремонтные втулки и затем растачивают их до диаметра 25+0’025 мм. 0+о’ш) мм, внутренний — 24 мм, длина 41 мм.
0+о’ш) мм, внутренний — 24 мм, длина 41 мм.
Толкатели подбирают к отверстиям с зазором 0,040- 0,015 мм.
Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственным весом в гнездо блока и легко проворачиваться в нем.
Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, заменяют новыми.
Ремонт привода распределителя
Изношенные детали привода распределителя заменяют новыми или ремонтируют.
Изношенный по диаметру валик привода распределителя восстанавливают хромированием с последующим шлифованием до размера 13~0’012 мм. При износе паза валика до размера более 3,30 мм и хвостовика по толщине до размера менее 3,86 мм валик заменяют новым.
Шестерню привода распределителя, имеющую обломы, выкрашивания или значительные выработки поверхностей зубьев, а также износ отверстия под штифт до размера (по диаметру) более 4,2 мм, заменяют новой.
Для замены валика или шестерни привода распределителя шестерню спрессовывают с валика, выпрессовав предварительно штифт шестерни при помощи бородка диаметром 3 мм. При спрессовывании шестерни с валика корпус 6 привода устанавливают верхним торцом на подставку с отверстием в ней для прохода валика привода в сборе с упорной втулкой.
При спрессовывании шестерни с валика корпус 6 привода устанавливают верхним торцом на подставку с отверстием в ней для прохода валика привода в сборе с упорной втулкой.
При сборке привода необходимо соблюдать следующее.
При установке в корпус привода распределителя валик привода распределителя (в сборе с упорной втулкой) смазывать индустриальным маслом или маслом, применяемым для двигателя.
При этом середина впадины между двумя зубьями на торце должна быть смещена относительно оси шлица валика на 5°30’ ± 1°, как показано на рис. 16.
В собранном приводе распределителя валик должен свободно проворачиваться от руки.
Ремонт масляного насоса
При большом износе деталей масляного насоса снижается давление в системе смазки и появляется шум. Так как давление масла в системе зависит и от состояния редукционного клапана, то перед разборкой насоса проверяют упругость пружины редукционного клапана. Упругость пружины считается достаточной, если для сжатия ее до длины 40 мм необходимо приложить усилие 4,35-4,85 кГ.
Ремонт масляных насосов обычно заключается в шлифовании торцов крышек, замене шестерен и прокладок.
При разборке насоса предварительно высверливают расклепанную головку штифта крепления втулки на его валике, выбивают штифт, снимают втулку и крышку насоса. После выполнения указанных операций валик насоса вместе с ведущей шестерней вынимают из корпуса насоса со стороны его крышки.
Рис. 16. Положение шестерни привода на валике: Б — ось, проходящая через середину впадин зубьев
В запасные части ведущая шестерня масляного насоса поступает в сборе с валиком, что в значительной степени облегчает ремонт масляного насоса.
В случае разборки ведущей шестерни и валика штифт высверливают сверлом диаметром 3 мм.
Валик с износом паза на верхнем торце его до размера по шири-не 4,15 мм и более заменяют новым. В случае замены валика насоса новым на него напрессовывают ведущую шестерню, выдерживая размер от торца валика с прорезью до верхнего торца ведущей шестерни 63+0,12 мм.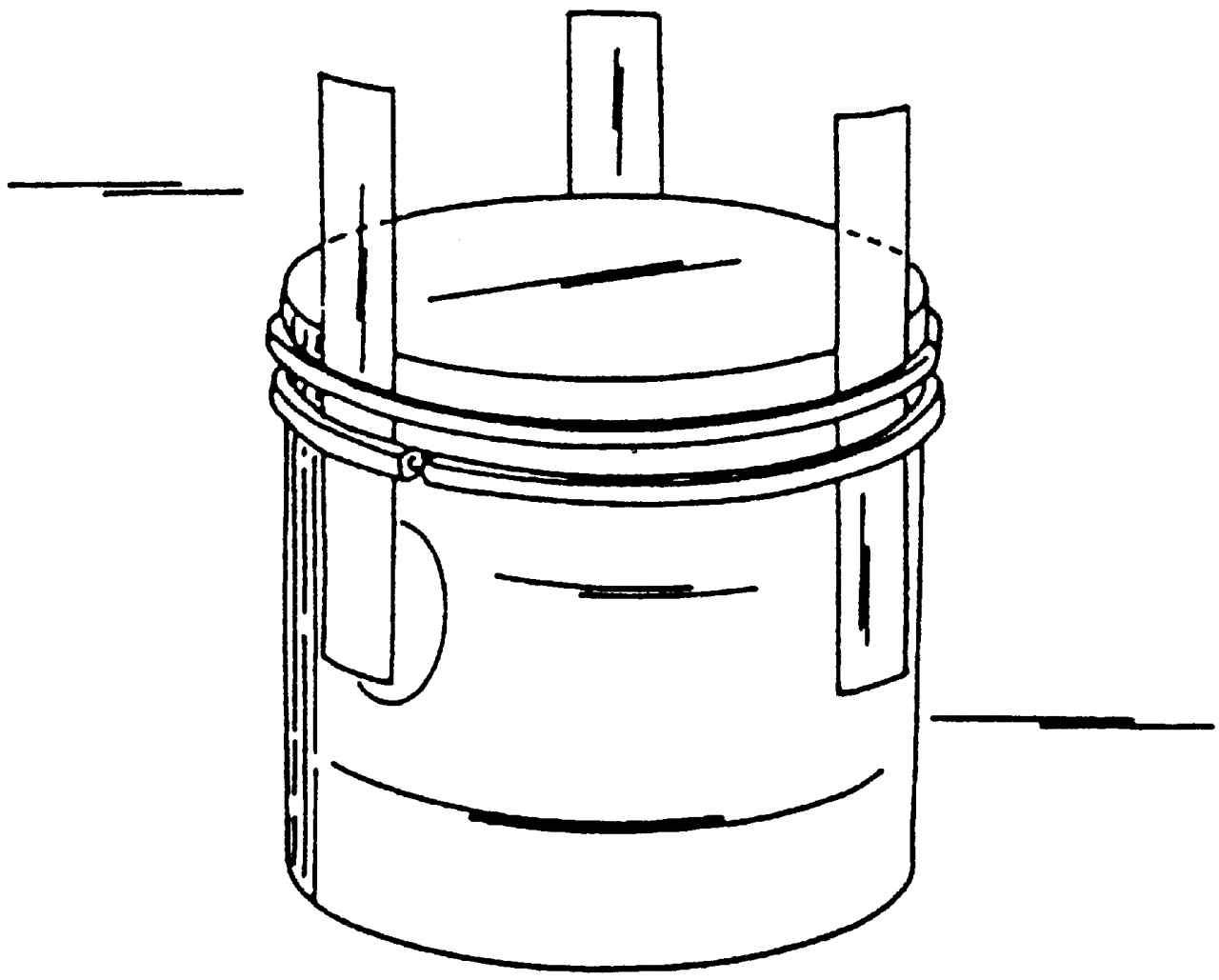 Отверстие под штифт
Отверстие под штифт
в шестерне и валике диаметром мм и глубиной 19 ± 0,5 мм сверлят после нап-рессовки шестерни на валик. Штифт должен иметь диаметр 3_о,о4 мм и длину 18 мм.
Ведущую и ведомую шестерни с износом зубьев заменяют новыми. Установленные в корпус насоса ведущая и ведомая шестерни должны легко вращаться от руки при вращении их за ведущий валик.
Если на внутренней плоскости крышки имеется значительная (более 0,05 мм) выработка от торцов шестерен, ее шлифуют «как чисто».
Между крышкой и корпусом насоса устанавливают паронитовую прокладку толщиной 0,3 — 0,4 мм.
Применение шеллака, краски или других герметизирующих веществ при постановке прокладки и постановка более толстой прокладки не допускаются, так как это вызывает уменьшение производительности насоса.
При сборке насоса необходимо соблюдать следующую последовательность.
Напрессовать на ведущий валик втулку, выдержав размер между торцом ведущего валика и торцом втулки 8 мм (рис. 17). При этом зазор между корпусом насоса и другим торцом втулки должен быть не менее 0,5 мм.
Рис. 17 Крепление втулки на валике масляного насоса
Если работоспособность насоса при помощи ремонта восстановить невозможно, то его нужно заменить новым. Для этой цели в запасные части поставляют комплекты ВК-21-1011100, состоящие из масляного насоса в сборе, уплотнительного кольца трубки маслоприемни-ка и шплинт-проволоки.
Ремонт водяного насоса
Характерными неисправностями водяного насоса являются: течь воды через сальник крыльчатки в результате износа текстолитовой уплотняющей шайбы или разрушения резиновой манжеты сальника; износ подшипников; обломы и трещины крыльчатки водяного насоса.
Подтекание воды из насоса устраняют заменой текстолитовой уплотняющей шайбы и резиновой манжеты. Для указанной замены необходимо снять насос с двигателя, отъединив его от кронштейна, снять съемником крыльчатку (рис. 18) и затем вынуть уплотняющую шайбу и манжету сальника. В запасные части поставляют комплект ВК-21-1300101, состоящий из манжеты сальника, уплотняющей шайбы, пружины, обойм пружины и прокладки корпуса насоса.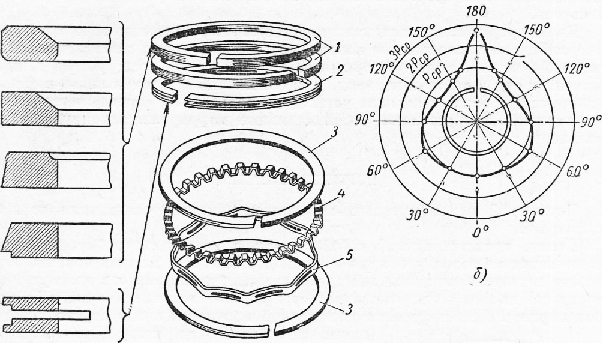
Сальник крыльчатки собирают в следующей последовательности: вставляют в держатель сальника на корпусе резиновую манжету в сборе, а затем текстолитовую шайбу. При этом часгь валика насоса, сопряженную с резиновой манжетой, перед установкой сальника и напрессовкой крыльчатки смазывают мылом, а торец крыльчатки, соприкасающийся с упорной текстолитовой шайбой, — тонким слоем графитной смазки.
Перед постановкой сальника его торец проверяют на краску. При сжатии сальника до высоты 13 мм отпечаток торца должен иметь не менее двух полностью замкнутых окружностей без разрывов.
Рис. 18. Снятие крыльчатки водяного насоса
Рис. 19. Снятие ступицы шкива водяного насоса
Напрессовывать крыльчатку на валик следует на ручном прессе, до упора ее ступицы в торец лыски. При этом насос дол-’ жен опираться передним торцом валика на стол, а нагрузку прикладывают к ступице крыльчатки.
Для замены подшипников или валика насос разбирать в следующей последовательности.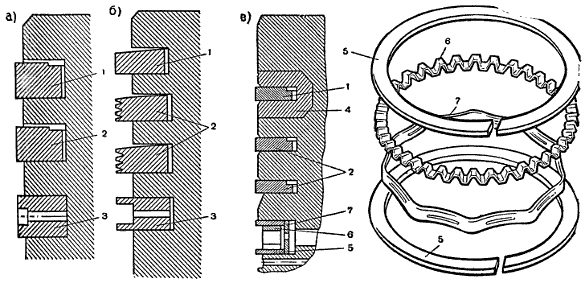
Спрессовать с валика насоса крыльчатку и вынуть уплотняющую шайбу и резиновую манжету, как указывалось выше.
Отвернуть болт крепления ступицы шкива и снять ее при помощи съемника.
Вынуть стопорное кольцо подшипников из корпуса насоса и медным молотком (или на прессе) выбить валик с подшипниками из корпуса насоса, оперев передний торец корпуса на подставку с отверстием для прохода подшипников.
Рис. 20. Выпрессовка валика водяного насоса: 1 — плунжер пресса
Рис. 21. Запрессовка валика вместе с подшипником в корпус насоса: 1 — подставка; 2 — корпус насоса; 3 — оправка; 4 — плунжер пресса
Собирают насос в обратном порядке. При этом новый подшипник запрессовывают на валик и в корпус одновременно при помощи ручного пресса и оправки, как показано на рис. 21. Войлочный сальник подшипника должен быть обращен в сторону стопорного кольца. Надев на валик распорную втулку, запрессовать второй подшипник войлочным сальником на-ружу.
После установки на место стопорного кольца на передник конец валика напрессовывают ступицу шкива, уперев валик в его задний торец. Следует обратить внимание, чтобы при на-прессовке ступицы зазор между подшипником и стопорным кольцом на валике был полностью выбран.
Следует обратить внимание, чтобы при на-прессовке ступицы зазор между подшипником и стопорным кольцом на валике был полностью выбран.
Дальнейшая сборка насоса описана выше.
После сборки водяного насоса полость корпуса между подшипниками заполняют смазкой 1-13 (до появления ее из контрольного отверстия).
При установке собранного водяного насоса на двигатель сменить паронитовую прокладку между корпусом и кронштейном насоса.
Ремонт карбюратора
Неисправности карбюратора приводят к чрезмерному обеднению или обогащению горючей смеси, затруднению пуска, неустойчивой работе двигателя на малых оборотах холостого хода.
При ремонте карбюратора выполняют следующие работы.
Неисправный игольчатый клапан поплавковой камеры карбюратора заменяют вместе с его седлом. Одновременно проверяют легкость поворота поплавка на его оси.
Засоренные топливные жиклеры продувают сжатым воздухом. Если пропускная способность жиклера при проверке на приборе не соответствует данным, приведенным в разделе «Система питания. Карбюратор К-22И», то такой жиклер заменяют.
Карбюратор К-22И», то такой жиклер заменяют.
Перед вывертыванием блока жиклеров необходимо очистить от грязи и промыть резьбовой канал, в противном случае может произойти заедание блока в корпусе. Для облегчения вывертывания блока корпус поплавковой камеры предварительно нагревают, обернув прилив канала тряпкой, смоченной в горячей воде.
Негерметичность соединений карбюратора устраняют заменой уплотнительных прокладок и подтягиванием ослабевших соединений и пробок.
Кроме регулировки уровня топлива и замены (при необходимости) игольчатого клапана с гнездом, проверяют герметичность поплавка погружением его на 30-40 сек в воду, нагретую до температуры 80-90 °С. При неисправном поплавке из него будут выходить пузырьки воздуха. В этом случае поплавок следует запаять оловом, предварительно выдержав его в горячей воде до полного испарения и выхода наружу попавшего в него топлива, или заменить новым. Вес поплавка должен быть 18±0,5 г.
Топливные жиклеры с повышенной производительностью заменяют, а засоренные воздушные жиклеры продувают сжатым воздухом. Неисправный клапан экономайзера ускорительного насоса подлежит замене.
Неисправный клапан экономайзера ускорительного насоса подлежит замене.
Неполное открытие воздушной заслонки карбюратора устраняют регулировкой привода ее управления.
В результате ремонта карбюратор должен обеспечивать: легкость пуска двигателя; устойчивую работу двигателя на холостом ходу; приемистость автомобиля.
При переходе с одного режима работы на другой (как с нагрузкой, так и без нагрузки) не должно наблюдаться обратных вспышек в карбюраторе и провалов в работе двигателя. Минимально устойчивые обороты коленчатого вала двигателя при работе его на холостом ходу должны быть в пределах 400- 500 об/мин. При проверке карбюратора на легкость пуска двигателя разрешается кратковременное пользование воздушной заслонкой. Во всех остальных случаях воздушная заслонка должна быть полностью открыта.
Работу карбюратора проверяют только на прогретом до нормальной температуры двигателе.
Ремонт топливного насоса
К основным неисправностям топливного насоса относятся повреждение диафрагмы, нарушение герметичности клапанов, снижение упругости пружины диафрагмы, износ приводных рычагов и тяги насоса. Перечисленные неисправности вызывают перебои в работе двигателя или полную его остановку из-за прекращения подачи топлива.
Перечисленные неисправности вызывают перебои в работе двигателя или полную его остановку из-за прекращения подачи топлива.
Неисправность диафрагмы обнаруживают по подтеканию топлива через отверстие в корпусе насоса. Неплотность прилегания клапанов вызывает перебои в работе двигателя и затрудняет его пуск. Для ремонта топливный насос разбирают и проверяют состояние его деталей. Поврежденную диафрагму, неисправные клапаны и уплотнительную прокладку стакана отстойника следует заменить.
Упругость пружины 5 диафрагмы считается достаточной, если для сжатия ее до длины 15 мм необходимо приложить усилие в пределах 5,0 — 5,2 кГ. Пружину, неудовлетворяющую этому требованию, заменяют.
Ось рычагов и рычаги при наличии заметного износа их заменяют новыми или восстанавливают наплавкой пружинной стали на изношенную часть с последующей подгонкой по шаблону. В месте наплавки металла рычаг после подгонки нагревают до красного каления и закаливают в воде. Разработанные отверстия в рычагах восстанавливают заваркой с последующим сверлением отверстий или запрессовкой в них втулок с внутренними отверстиями, соответствующими диаметру оси.
Рис. 22. Приспособление для сборки диафрагмы: 1 — корпус; 2 — установочный штифт; 3 — диафрагма насоса; 4 — ключ; 5 — рычаг: 6 — ось рычага
После разборки насоса все его детали тщательно промывают в бензине.
Подсборку диафрагмы рекомендуется выполнять в приспособлении, показанном на рис. 22. При завертывании гайки штока ключом все детали зажимают рычагом для предотвращения смещения листов диафрагмы относительно друг друга. В правильно собранной диафрагме прямоугольное отверстие на конце тяги диафрагмы должно находиться в плоскости, проходящей через два диаметра, противоположных отверстиям диафрагмы. Подсобранную диафрагму нужно положить на 12- 20 ч в бензин для размягчения ее листов. Подсобранную диафрагму устанавливают в корпус насоса в следующем порядке.
Поставить рычаг ручного привода в крайнее нижнее положение.
Взять корпус насоса в левую руку и нажать большим пальцем на выступ рычага тяги диафрагмы так, чтобы другой конец рычага поднялся вверх до отказа. Правой рукой, сжимая пружину и слегка поворачивая диафрагму против часовой стрелки, соединить тягу диафрагмы с рычагом ее привода.
Правой рукой, сжимая пружину и слегка поворачивая диафрагму против часовой стрелки, соединить тягу диафрагмы с рычагом ее привода.
Совместить отверстия диафрагмы с отверстиями корпуса насоса, врашая диафрагму против часовой стрелки. Совмещение отверстий поворотом диафрагмы по часовой стрелке может привести к ненадежному соединению тяги диафрагмы с ее рычагом.
При установке всасывающего и нагнетательного клапанов в сборе необходимо подложить под них бумажные прокладки.
При соединении головки топливного насоса с корпусом для предотвращения образования складок на листах диафрагмы рычаг ручного привода насоса следует поставить в крайнее верхнее положение. Вначале необходимо завернуть до отказа два противоположных винта, затем — остальные (крест-накрест), чтобы избежать перекоса диафрагмы. Если эта операция будет выполнена неправильно, диафрагма будет натянута слишком туго, и срок ее службы сократится.
Собранный топливный насос проверяют на начало подачи, давление и разрежение.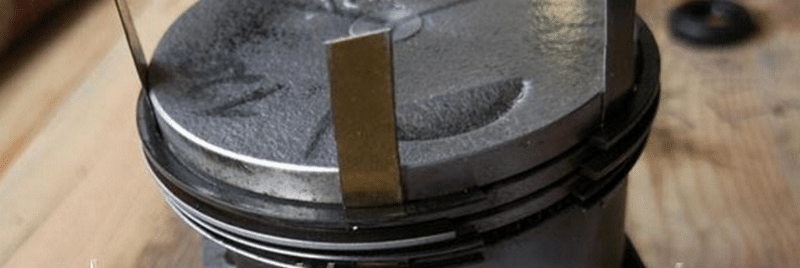 Подача должна начинаться через 22 сек при 120 об/мин распределительного вала, что соответствует 44 качкам рычага насоса. Насос должен создавать давление 150-210 мм рт. ст. и разрежение 350 мм рт. ст. минимум. Производительность топливного насоса должна быть 50 л/ч при 1800 об/мин распределительного вала.
Подача должна начинаться через 22 сек при 120 об/мин распределительного вала, что соответствует 44 качкам рычага насоса. Насос должен создавать давление 150-210 мм рт. ст. и разрежение 350 мм рт. ст. минимум. Производительность топливного насоса должна быть 50 л/ч при 1800 об/мин распределительного вала.
Для проверки топливных насосов Киевский завод ГАРО выпускает прибор модели НИИАТ -374.
Исправность работы топливного насоса можно проверить непосредственно на двигателе при помощи манометра со шкалой до 1,0 кГ/см2 и ценой деления 0,05 кГ/см2.
Для этого необходимо:
— прогреть двигатель до устойчивой работы на малых оборотах и, отъединив нагнетательную трубку топливного насоса от карбюратора, соединить ее через резиновый шланг с манометром;
— пустить двигатель на оставшемся в карбюраторе топливе и при работе его на малых оборотах холостого хода в течение 2-3 мин проследить за показаниями манометра — они должны находиться в пределах 0,2-0,3 кГ/см2;
— остановить двигатель и по манометру наблюдать за уменьшением давления. За 30 сек давление должно упасть не более чем на 0,1 кГ/см2.
За 30 сек давление должно упасть не более чем на 0,1 кГ/см2.
Приработка и обкатка двигателя после ремонта
Долговечность отремонтированного двигателя в значительной мере зависит от его приработки на стенде и режима работы на автомобиле на протяжении первых 3000 км пробега.
В процессе приработки двигателя проверяют качество выполненных ремонтных работ, отсутствие посторонних шумов л стуков, течи или неплотности, уточняют на прогретом двигателе величины зазоров между коромыслами и клапанами; момент установки зажигания, регулировку карбюратора на минимально устойчивых оборотах, а также проверяют давление и температуру в масляной системе и в системе охлаждения двигателя.
В том случае, когда для ремонта двигателя используют детали заводского изготовления, может быть рекомендован следующий режим приработки.
Холодная приработка при 1200-1500 об/мин в течение 15 мин.
Горячая приработка на холостом ходу: при 1000 об/мин 1 ч, при 1500 об/мин — 1 ч, при 2000 об /мин — 30 мин, при 2500 об/мин-15 мин.
Регулировка и проверка при 3000 об/мин.
Для смазки следует применять масло вязкостью 17-28 сст (ВУ50 2,6-4,0) при температуре 50°С.
Во время приработки в масло выделяется большое количество твердых частиц, не улавливаемых фильтром грубой очистки масла. Поэтому для полной очистки масла при приработке применяют отдельную масляную систему, состоящую из масляного бака достаточной емкости, масляного насоса, приводимого от электродвигателя, масляного фильтра тонкой очистки, включенного последовательно в систему и способного пропускать через себя все количество масла, нагнетаемого в двигатель, и системы подогрева и охлаждения масла. Масло подводится в двигатель через сливное отверстие фильтра грубой очистки и свободно сливается через сливное отверстие масляного картера. Далее масло самотеком поступает в масляный бак, откуда после отстаивания направляется насосом через фильтр в двигатель.
Давление масла необходимо поддерживать не ниже 3,25 кГ/см2. а его температуру перед входом в двигатель — не менее 50 °С.
Температура воды на выходе из двигателя должна быть в пределах 70-85 °С, а на входе — не менее 50 °С.
Давление масла в масляной магистрали на прогретом двигателе должно быть при 500 об/мин не ниже 0,6 кГ/см2, при 1000 об/мин — не ниже 1,5 кГ/см2 и при 2000 об/мин — в пределах 2,5-3,5 кГ/см2.
Для завершения приработки деталей двигателя не рекомендуется в течение первых 1000 км пробега автомобиля ездить с превышением указанных ниже скоростей: на прямой передаче- 55 км/ч, на третьей передаче — 40 км/ч.
Также следует избегать перегрузки автомобиля и езды по тяжелым дорогам (грязь, песок, крутые подъемы). Перед гро-ганием с места двигатель необходимо прогреть при 500- 700 об/мин до устойчивой работы его без подсоса. Для смазки в период обкатки на автомобиле применяют масло АС-6 или АС-8 ГОСТ 10541-63. После пробега первых 500 км масло сменить.
Во время последующего пробега автомобиля до 3000 км также не следует перегружать двигатель. Рекомендуется придерживаться умеренных скоростей (до 70 км/ч) и избегать езды по тяжелым дорогам.
К атегория: — УАЗ
Снижение работоспособности автомобиля может быть из-за многих факторов. Поэтому и «лечение» такой болезни необходимо подбирать правильно. Существенным фактором является уровень компрессии в камерах сгорания блока цилиндров. Для такого диагноза подойдет замена поршневых колец.
Дополнительными признаками послужат угар моторного масла и снижение экономичности при расходе топлива автомобиля. Более точную картину даст замер компрессии с помощью специальных приборов.
Рассмотрим пример работы на классических моделях ВАЗ. Замерять компрессию необходимо на теплом двигателе. Показания холодного мотора могут исказить картину. Для замеров потребуется специальный манометр, оснащенный резьбовым наконечником. Его можно купить в любом автомагазине.
Внешний вид компрессометра
Начинается проверка с выкручивания всех свечей из своих гнезд. Затем отключается центральный кабель с катушки зажигания. Устанавливаем нейтральную передачу и поворачиваем дроссельную заслонку максимально на открытие. После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
Показания считаются нормальными, если на приборе устанавливались данные 12-13 кс/см 2 .
Уровень от 10 до 12 также допускается. Но если цифры оказались ниже 10 кг/см 2 , то это свидетельствует о низкой компрессии. Если же компрессия все-таки достигает удовлетворительного уровня, но немного с запозданием, то в этом случае ответственность может быть на клапанах.
Для уточнения можно в спорную камеру залить около 20 мл масла и снова прокрутить стартер, сделав замер. При установлении нормальной компрессии в 12 кг/см 2 , причина кроется в кольцах. Решить ее сможет правильная установка поршневых колец. Если же давление осталось низким, то причиной понижения служат клапаны.
Установка с помощью оправки
Разборка двигателя для замены колец
Перед заменой необходимо выполнить ряд подготовительных работ:
- необходимо слить отработанное моторное масло, ведь после установки новых колец нужно залить свежую рабочую жидкость;
- проводим ослабление приемной трубы глушителя;
- надо снять крышку клапанного механизма и выставить мотор по меткам;
- демонтируем звезду распредвала, а у переднеприводных ВАЗов снимаем болт крепления шкива ременной передачи, а затем и сам ремень ГРМ со шкивом;
- в классике ослабляем натяжитель, а затем также демонтируем цепь и звезду, установленную на распредвавле;
- потом демонтируем рокера с пружинами, раскладывая все в правильном порядке, чтобы собрать детали на свои места;
- снимаем головку блока, до этого нужно отсоединить коллектор;
- раскручиваем и избавляемся от поддона и маслонасоса;
- убираем крышки шатунов, а затем проталкиваем шатуны вверх, чтобы можно было вытащить их вместе с поршнем.
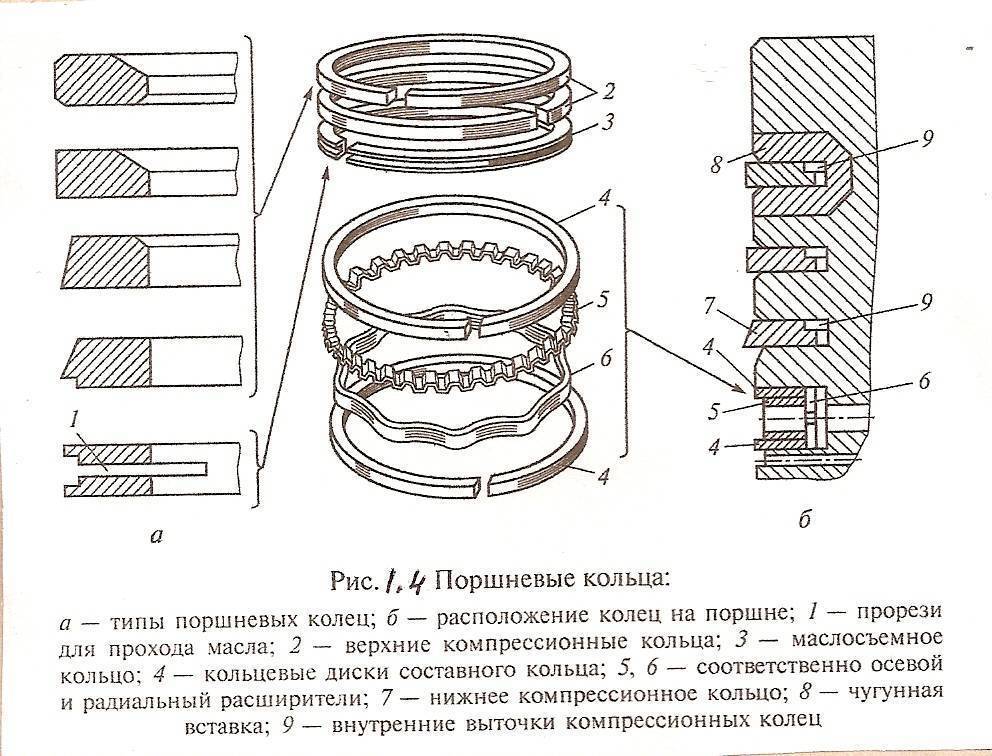
Проверка колец и поршней
Каждое кольцо с поршней снимается и проверяется в своем цилиндре. Чтобы не перепутывать их между собой, необходимо сразу раскладывать детали в определенном порядке. При поверке старых колец, наружный диаметр их не должен создавать зазор со стенками цилиндра больше, чем на 1 мм. Для сравнения можно вставить в тот же цилиндр новое кольцо.
Проверка теплового зазора в кольцах
Замеры обычно будут точнее в верхней части отверстия блока, так как том износ минимален.
Зазор можно проверить и в специальных калибрах. Нужно обратить внимание на тепловой зазор в поршневых кольцах, который должен быть в пределах от 0,25 до 0,45 мм. Его можно проверить щупом. Если параметр меньше, то допускается увеличение зазора с помощью подпиливания торцевой плоскости алмазным надфилем.
Диаметр поршней проверяется по нижней части (юбке). Делается это микрометром.
Необходимо сравнить этот показатель с таблицей допустимых значений. Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Процедура установки
Фирменные изделия проверенных производителей имеют удобную маркировку, благодаря которой понятно, как правильно установить поршневые кольца. На одной из сторон написано «TOP», что на английском означает «верх». Эта сторона должна быть направлена к камере сгорания или верхней части поршня.
Обозначение на сторонах колец
Если никакой надписи не обнаружилось, то должна быть проточка по всему диаметру. Такой ступенькой надо обращать кольцо вниз.
Обычно используют два метода установки. Один из них более безопасный, а второй чаще применяют или большие профессионалы или абсолютные новички. Оба подойдут для самостоятельного применения во время ремонта.
Оба подойдут для самостоятельного применения во время ремонта.
Установка с помощью металлических пластин
В первом случае понадобится нарезать несколько плоских кусочков жестянки, толщиной примерно от 0,3 до 0,5 мм. Три или четыре таких листа располагают по диаметру поршня. На них надеваются кольца. И опускаются до уровня прорези. Потом оправка для поршневых колец из пластин вынимается, и колечко садится в нужный паз. Способ прекрасно подходит для любого мастера.
Монтаж поршневого кольца
Второй вариант требует определенного опыта и умения. Он заключается в том, что нужно пальцами развести зазор, увеличивая внутренний диаметр кольца до той степени, чтобы пропустить через него поршень и установить в нужный паз. Минусы заключаются в том, что часто неопытные слесари ломают много колец, применив большее усилие, чем нужно.
Необходимые действия после установки колец
Когда каждое кольцо заняло свое место в пазу, то нужно установить прорези примерно на 120 градусов друг от друга.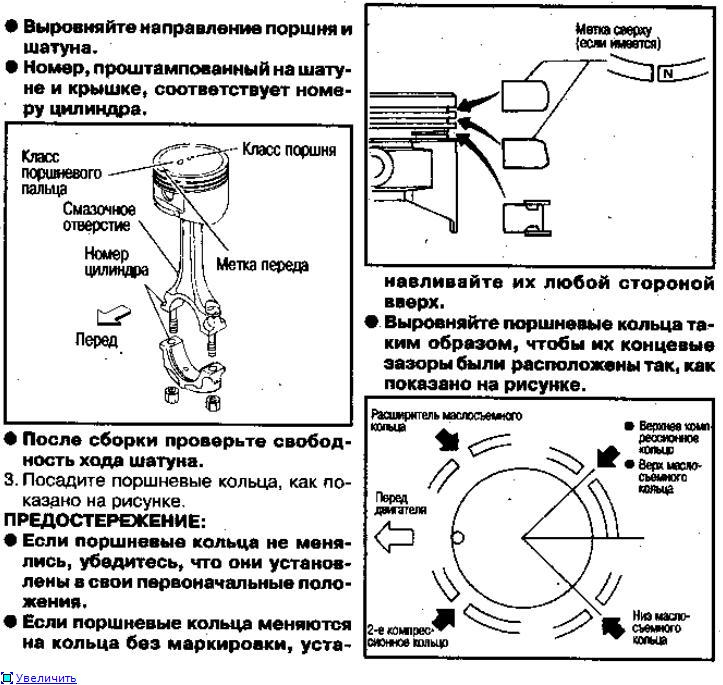 Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Неправильная установка поршневых колец
Есть данные, что первое кольцо удерживает около 75 % всей компрессии, а второе – около 20%.
Если термозазоры разведены, то при прорыве некоторого количества газа через первое кольцо, он не успеет попасть дальше, в отличие от более близкого положения второго зазора.
Ошибки при установке поршневых колец
Установка новых колец в цилиндры, имеющие износ, является абсолютно не эффективной. Это связано с тем, что изношенное отверстие имеет форму эллипса. Ожидаемой качественной притирки не может произойти.
Комплект поршневых колец
Также на больших оборотах второе кольцо, состоящее из чугуна, может банально лопнуть.
При эксплуатации кольца в канавках набивают выработку. Такие зазоры расгерметизируют камеру сгорания и из нее газы поступают в картер. А в обратном направлении заходит масло. Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
А в обратном направлении заходит масло. Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
Также грубой ошибкой будет сознательная установка зазоров напротив друг друга. Газы перегревают один бок поршня, и получается деформированная деталь. Происходит выгорание металла и дополнительная деформация всех элементов.
Правильная установка поршневых колец. Как самому заменить поршневые кольца в двигателе Зазоры колец поршневых автомобилей уаз
То, что автомобилю требуется именно замена поршневых колец, а не какие-то другие ремонтные работы, расскажет сам двигатель. Признаки подобной неисправности проявляются довольно ярко, поэтому не заметить их будет сложно. Но прежде чем говорить о симптомах, нужно понять, что представляют собой кольца, и какую роль они играют в работе двигателя.
Что такое поршневые кольца, их назначение
Поршневые кольца представляют собой упругие незамкнутые элементы, которые устанавливаются в специальные канавки на корпусе поршня. Изготавливают их из стали или чугуна повышенной прочности, а сверху покрывают легирующим материалом. Легирующее покрытие еще больше увеличивает прочность, а также снижает скорость износа.
Изготавливают их из стали или чугуна повышенной прочности, а сверху покрывают легирующим материалом. Легирующее покрытие еще больше увеличивает прочность, а также снижает скорость износа.
Обычно в поршень вставляются 3 кольца: 2 компрессионных (занимают 2 верхних канавки) и 1 маслосъемное (нижняя канавка). Задача компрессионных колец – не допустить прорыва раскаленных газов вдоль поршня в картер двигателя. Маслосъемное – снимает лишнее масло с зеркала цилиндра, не давая ему попасть в камеру сгорания. Кроме того, кольца снижают температуру поршня, передавая практически половину тепла его поверхности на стенки цилиндра.
Когда поршневые кольца перестают справляться с возложенными на них задачами, ввиду своего износа, двигатель автомобиля сигнализирует об этом проявлением соответствующих симптомов.
Признаки износа поршневых колец
О том, что износ дошел до критической стадии, свидетельствует синий или черный . Это указывает на то, что излишки масла попали в камеру сгорания мимо маслосъемного кольца и сгорели там вместе с топливом. Черный дым, выходящий из трубки вентиляции картера, говорит о том, что компрессионные кольца из-за износа допускают прорыв газов из камеры сгорания в его полость.
Черный дым, выходящий из трубки вентиляции картера, говорит о том, что компрессионные кольца из-за износа допускают прорыв газов из камеры сгорания в его полость.
Критический износ сопровождается снижением компрессии (способность удерживать давление) в цилиндрах двигателя. Это означает, что часть газов, образовавшихся при сгорании топливной смеси, которая должна была толкать поршень, прорвалась в картер, не совершив полезную работу. Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается .
Специальным прибором – компрессометром. Когда номинальные значения давления неизвестны (нет инструкции по эксплуатации), сначала оно измеряется в сухом цилиндре, затем через свечное отверстие заливается немного моторного масла, и замер делается заново. Если компрессия повысится, значит, требуется замена колец. Подобные признаки могут наблюдаться и в случае их «залегания».
«Залегание» происходит, когда образовавшийся в канавках поршня нагар мешает пружинить поршневым кольцам, результатом чего становится снижение плотности их прилегания к поверхности цилиндра.

Такую проблему, если случай не сильно запущен, можно исправить при помощи специальных присадок к топливу. Двигатель, имеющий карбюраторную систему, можно попробовать очистить спреем для удаления нагара, который впрыскиваются непосредственно в карбюратор. Если удаление нагара с камеры сгорания эффекта не дало, то выход только один – замена поршневых колец и чистка канавок.
Как заменить поршневые кольца самостоятельно
Конечно, замена колец – процедура довольно трудоемкая. Она требует аккуратности и определенных умений, но по большому счету сложного в ней ничего нет (если не снимать двигатель). Для этого нужно:
Если износ шатунных вкладышей позволяет использовать их повторно, то замену делать не стоит, так как для этого понадобится расточить шейки коленвала. Самостоятельно такую работу без опыта качественно выполнить не получится.
Инструменты, необходимые для проведения работ
Для замены колец понадобятся:
- наборы рожковых и накидных ключей, а также вороток с удлинителем и головками номиналом от 10 – 19;
- динамометрический ключ;
- спец. обжим (оправка).
 обжим (оправка).
обжим (оправка).Кроме того, понадобится устойчивый к воздействию масла. Он пригодится во время установки прокладок поддона картера и клапанной крышки.
И вроде бы ничего сложного в перечисленных выше действиях нет, если замену производить не снимая двигатель с автомобиля. Однако есть нюансы, без учета которых двигатель с новыми кольцами долго не проработает. Когда цилиндр достигает предельной стадии износа, на поверхности его зеркала образуется «ступенька». Ударившись об нее, новое кольцо либо сразу сломается, либо получит трещину, которая в итоге все равно приведет к его поломке. Кроме того, канавки старого поршня также имеют износ, поэтому притирка новых колец к цилиндру будет затруднена или вовсе невозможна. Это значит, что дефектовку поршневой группы и цилиндров лучше доверить профессионалам.
Расточкой и хонингованием цилиндров также должны заниматься квалифицированные специалисты. К тому же эту работу выполнить без снятия двигателя невозможно. Поэтому перед тем как браться за дело, стоит хорошо подумать, реально оценить свои силы и возможности.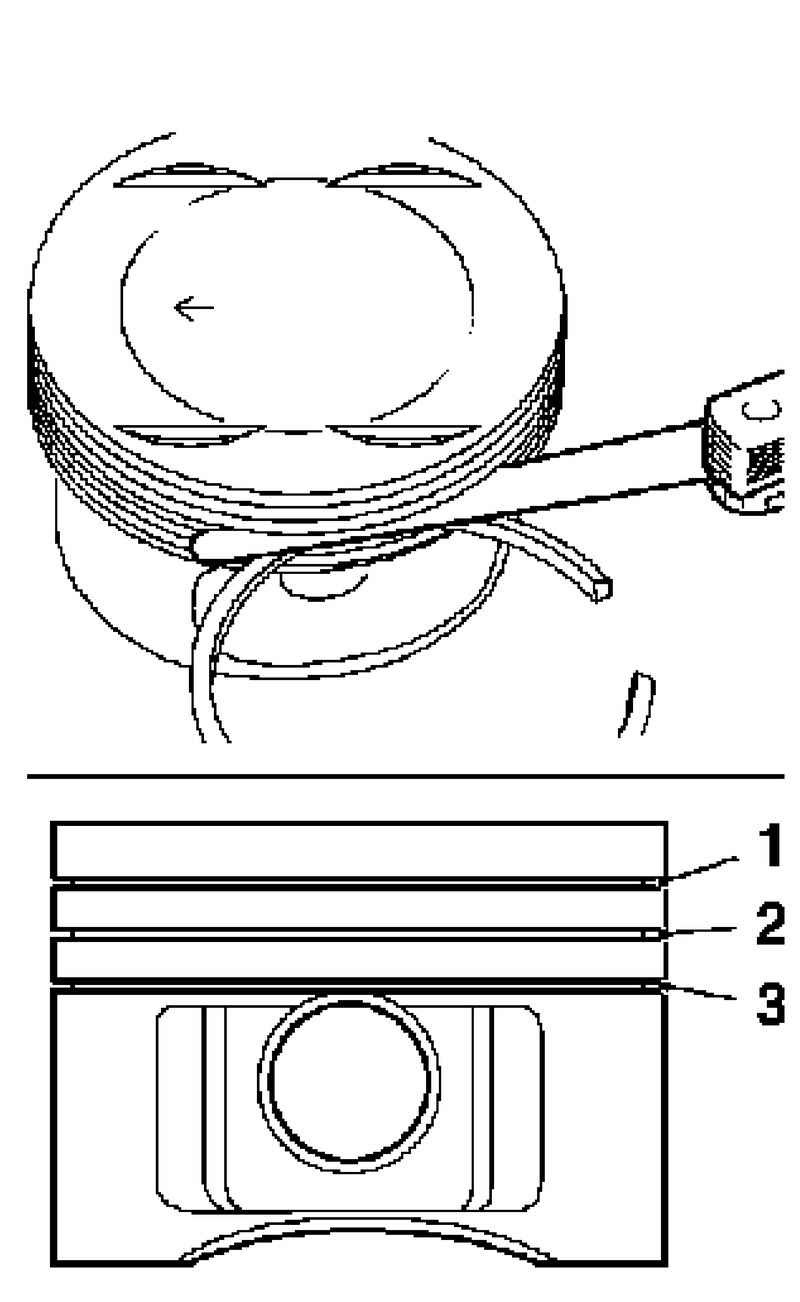 Чтобы результатом ремонта не стала замена поршневой группы в целом, или того хуже – не пришлось бы сдавать двигатель в .
Чтобы результатом ремонта не стала замена поршневой группы в целом, или того хуже – не пришлось бы сдавать двигатель в .
Снижение работоспособности автомобиля может быть из-за многих факторов. Поэтому и «лечение» такой болезни необходимо подбирать правильно. Существенным фактором является уровень компрессии в камерах сгорания блока цилиндров. Для такого диагноза подойдет замена поршневых колец.
Дополнительными признаками послужат угар моторного масла и снижение экономичности при расходе топлива автомобиля. Более точную картину даст замер компрессии с помощью специальных приборов.
Рассмотрим пример работы на классических моделях ВАЗ. Замерять компрессию необходимо на теплом двигателе. Показания холодного мотора могут исказить картину. Для замеров потребуется специальный манометр, оснащенный резьбовым наконечником. Его можно купить в любом автомагазине.
Внешний вид компрессометра
Начинается проверка с выкручивания всех свечей из своих гнезд. Затем отключается центральный кабель с катушки зажигания. Устанавливаем нейтральную передачу и поворачиваем дроссельную заслонку максимально на открытие. После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
Устанавливаем нейтральную передачу и поворачиваем дроссельную заслонку максимально на открытие. После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
Показания считаются нормальными, если на приборе устанавливались данные 12-13 кс/см 2 .
Уровень от 10 до 12 также допускается. Но если цифры оказались ниже 10 кг/см 2 , то это свидетельствует о низкой компрессии. Если же компрессия все-таки достигает удовлетворительного уровня, но немного с запозданием, то в этом случае ответственность может быть на клапанах.
Для уточнения можно в спорную камеру залить около 20 мл масла и снова прокрутить стартер, сделав замер. При установлении нормальной компрессии в 12 кг/см 2 , причина кроется в кольцах. Решить ее сможет правильная установка поршневых колец. Если же давление осталось низким, то причиной понижения служат клапаны.
Установка с помощью оправки
Разборка двигателя для замены колец
Перед заменой необходимо выполнить ряд подготовительных работ:
- необходимо слить отработанное моторное масло, ведь после установки новых колец нужно залить свежую рабочую жидкость;
- проводим ослабление приемной трубы глушителя;
- надо снять крышку клапанного механизма и выставить мотор по меткам;
- демонтируем звезду распредвала, а у переднеприводных ВАЗов снимаем болт крепления шкива ременной передачи, а затем и сам ремень ГРМ со шкивом;
- в классике ослабляем натяжитель, а затем также демонтируем цепь и звезду, установленную на распредвавле;
- потом демонтируем рокера с пружинами, раскладывая все в правильном порядке, чтобы собрать детали на свои места;
- снимаем головку блока, до этого нужно отсоединить коллектор;
- раскручиваем и избавляемся от поддона и маслонасоса;
- убираем крышки шатунов, а затем проталкиваем шатуны вверх, чтобы можно было вытащить их вместе с поршнем.
Проверка колец и поршней
Каждое кольцо с поршней снимается и проверяется в своем цилиндре. Чтобы не перепутывать их между собой, необходимо сразу раскладывать детали в определенном порядке. При поверке старых колец, наружный диаметр их не должен создавать зазор со стенками цилиндра больше, чем на 1 мм. Для сравнения можно вставить в тот же цилиндр новое кольцо.
Проверка теплового зазора в кольцах
Замеры обычно будут точнее в верхней части отверстия блока, так как том износ минимален.
Зазор можно проверить и в специальных калибрах. Нужно обратить внимание на тепловой зазор в поршневых кольцах, который должен быть в пределах от 0,25 до 0,45 мм. Его можно проверить щупом. Если параметр меньше, то допускается увеличение зазора с помощью подпиливания торцевой плоскости алмазным надфилем.
Диаметр поршней проверяется по нижней части (юбке). Делается это микрометром.
Необходимо сравнить этот показатель с таблицей допустимых значений. Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Процедура установки
Фирменные изделия проверенных производителей имеют удобную маркировку, благодаря которой понятно, как правильно установить поршневые кольца. На одной из сторон написано «TOP», что на английском означает «верх». Эта сторона должна быть направлена к камере сгорания или верхней части поршня.
Обозначение на сторонах колец
Если никакой надписи не обнаружилось, то должна быть проточка по всему диаметру. Такой ступенькой надо обращать кольцо вниз.
Обычно используют два метода установки. Один из них более безопасный, а второй чаще применяют или большие профессионалы или абсолютные новички. Оба подойдут для самостоятельного применения во время ремонта.
Оба подойдут для самостоятельного применения во время ремонта.
Установка с помощью металлических пластин
В первом случае понадобится нарезать несколько плоских кусочков жестянки, толщиной примерно от 0,3 до 0,5 мм. Три или четыре таких листа располагают по диаметру поршня. На них надеваются кольца. И опускаются до уровня прорези. Потом оправка для поршневых колец из пластин вынимается, и колечко садится в нужный паз. Способ прекрасно подходит для любого мастера.
Монтаж поршневого кольца
Второй вариант требует определенного опыта и умения. Он заключается в том, что нужно пальцами развести зазор, увеличивая внутренний диаметр кольца до той степени, чтобы пропустить через него поршень и установить в нужный паз. Минусы заключаются в том, что часто неопытные слесари ломают много колец, применив большее усилие, чем нужно.
Необходимые действия после установки колец
Когда каждое кольцо заняло свое место в пазу, то нужно установить прорези примерно на 120 градусов друг от друга.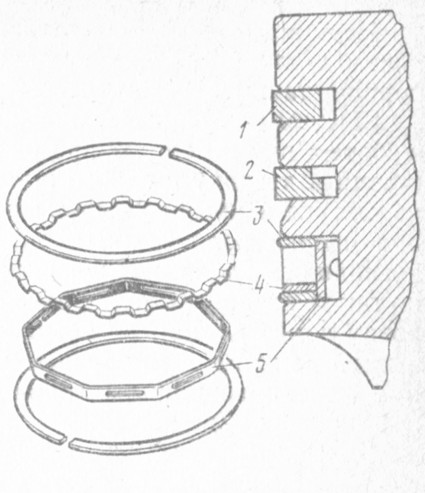 Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Неправильная установка поршневых колец
Есть данные, что первое кольцо удерживает около 75 % всей компрессии, а второе – около 20%.
Если термозазоры разведены, то при прорыве некоторого количества газа через первое кольцо, он не успеет попасть дальше, в отличие от более близкого положения второго зазора.
Ошибки при установке поршневых колец
Установка новых колец в цилиндры, имеющие износ, является абсолютно не эффективной. Это связано с тем, что изношенное отверстие имеет форму эллипса. Ожидаемой качественной притирки не может произойти.
Комплект поршневых колец
Также на больших оборотах второе кольцо, состоящее из чугуна, может банально лопнуть.
При эксплуатации кольца в канавках набивают выработку. Такие зазоры расгерметизируют камеру сгорания и из нее газы поступают в картер. А в обратном направлении заходит масло. Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
А в обратном направлении заходит масло. Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
Также грубой ошибкой будет сознательная установка зазоров напротив друг друга. Газы перегревают один бок поршня, и получается деформированная деталь. Происходит выгорание металла и дополнительная деформация всех элементов.
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
1. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров» ).
2. Снимите масляный картер двигателя и прокладку картера (см. «Замена уплотнения масляного картера» ).
3. Снимите масляный насос (см. «Снятие, ремонт и установка масляного насоса» ).
4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
Выньте из шатуна вкладыш.
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить. | 14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. |
 Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз.
Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз.15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10
ЗМЗ-409.10
*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).
19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца — под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца.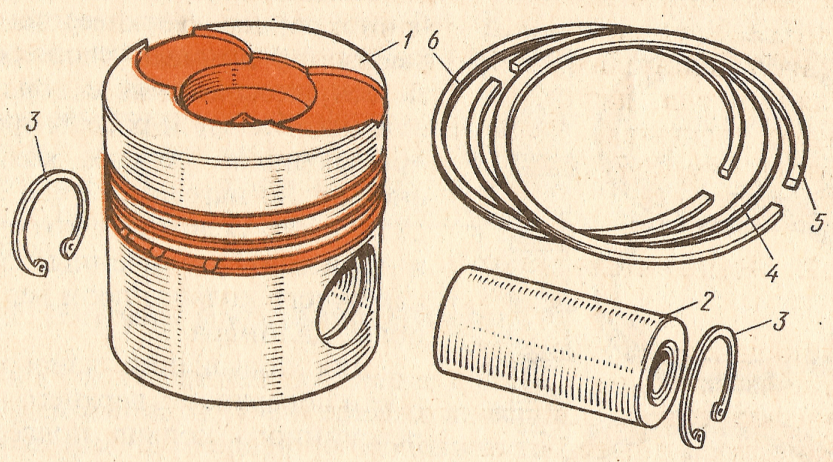 Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей — друг против друга.
20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Рано или поздно ваш мотор износится и потребует либо смены поршневых колец, либо поршневой в целом.Вроде поменять поршневые кольца – это рядовая задача, доступная каждому, кто мало-мальски знаком с устройством и принципом работы примитивного четырехтактного мотора. Но, к сожалению, люди страшатся потратить 15 минут своего невероятно драгоценного времени на прочтение литературы и запихивают все в мотор по принципу (а так и стояло… наверное, работать будет). Ну, флаг вам в руки и скорейшего обращения в сервис.Ну, а для тех, кому не все равно, как их мотор будет работать после переборки, следует прочитать данную статью.Итак, берем поршень и видим 3 проточки под установку поршневых колец. Никаких ограничительных стопоров на 4-тактных моторах нет, как на 2-тактных двигателях, например.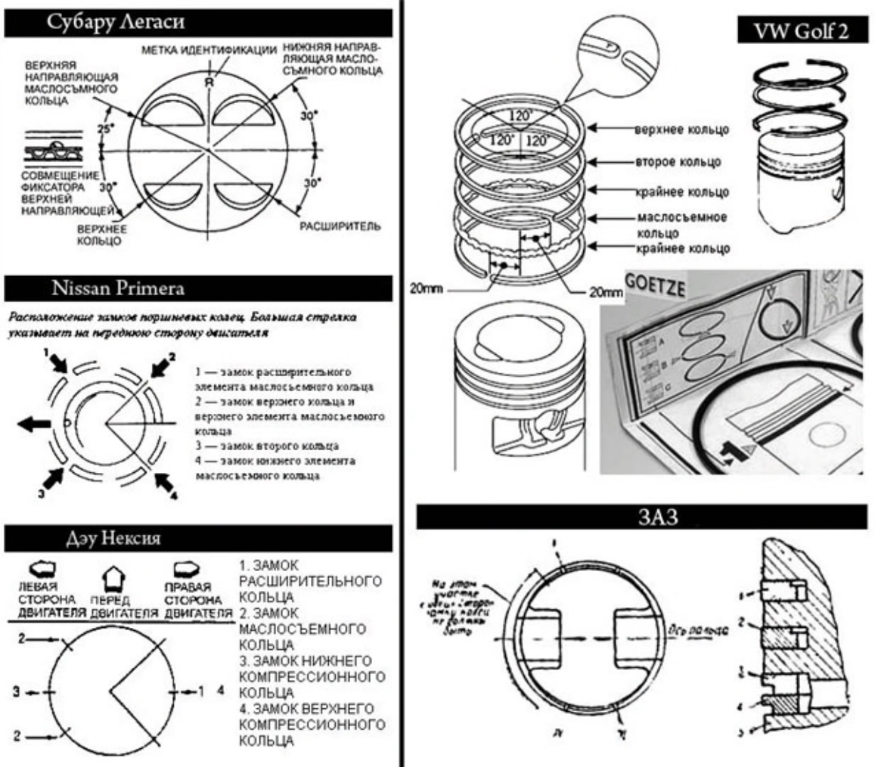
На 4-тактных моторах есть два вида поршневых колец. Первые два, которые устанавливаются в две верхние проточки, являются компрессионными. Исходя даже из названия понятно, что они отвечают за наличие компрессии в вашем моторе и должный удерживать собой газы, образовывающиеся в момент вспышки за счет горения топлива в камере сгорания.
Следующие три кольца являются маслосъемными. Тут тоже сразу ясно их предназначение. Они отвечают за снятие масла, которое покрывает стенки цилиндра в тот момент, когда поршень возвращается вниз. Если эти кольца будут пропускать, то масло будет оставаться на стенках цилиндра, а это чревато тем, что мотор начнет поджирать масло, и, естественно, появится дым.
Как устанавливать первично? Да, в принципе, как и стояли с завода, в том же порядке, но во избежание ошибок показываем еще раз.Первоначально ставим главное маслосъемное кольцо: то, которое имеет волнообразную структуру. Установить его проще некуда, так как оно самое эластичное из всех.
Дальше ставим верхнее и нижнее ТОНКИЕ маслосъемные кольца. Они немного тверже, но с их установкой тоже не должно возникнуть проблем.
Они немного тверже, но с их установкой тоже не должно возникнуть проблем.
Теперь ставим поршневые компрессионные кольца: те, которые более толстые и «твердые». Первоначально устанавливаем нижнее, затем верхнее. Поставить их немного сложнее, так как они менее эластичны и более твердые. Сломать вам их вряд ли удастся, но вот при совершенно кривых руках погнуть их проще некуда.
Думаете, на этом все? Нет!Дело в том, что кольца еще нужно правильно расположить на поршне, чтобы замки колец (место пропила) не попадали друг на друга. Проще говоря, нужно, чтобы пропил нижнего кольца не был расположен прямо над пропилом верхнего кольца.Начинаем с верхних поршневых колец.Замок нижнего кольца располагаем посередине над полостью клапана, например, впускного (можно и выпускного, тут разницы нет).
Замок же верхнего кольца располагаем строго в противоположной стороне от нижнего кольца. Соответственно, если замок нижнего кольца над полостью под впускной клапан, то замок верхнего над полостью под выпускной клапан.
Теперь переходим к маслосъемным кольцам. Эти кольца точно так же нужно расположить, чтобы ни один замок не совпал. Поэтому верхнее кольцо располагаем над отверстием под поршневой палец, с правой стороны.
Второе же (то, которое нижнее) располагаем с противоположной стороны, также примерно посередине отверстия под поршневой палец.
Последнее же волнообразное маслосъемное кольцо ставим в любую из четырех получившихся секций между отверстием под палец и полостью под клапан.
А теперь к вашему вопросу: что за ерунду нам тут втирает автор? И зачем так кропотливо выставлять положение всех 5 колец?Объясняем. Все это мы делали, чтобы не получилось так, что когда один замок располагался над другим, через эти замки не проходят газы (в случае с поршневыми кольцами) и не оставалось на стенках масло (в случае с маслосъемными кольцами).Чем это грозит?Если брать во внимание поршневые кольца, то это потеря компрессии и пропуск раскаленных рабочих газов до маслосъемных колец, которые не рассчитаны на такие внезапно появившиеся высокие рабочие температуры.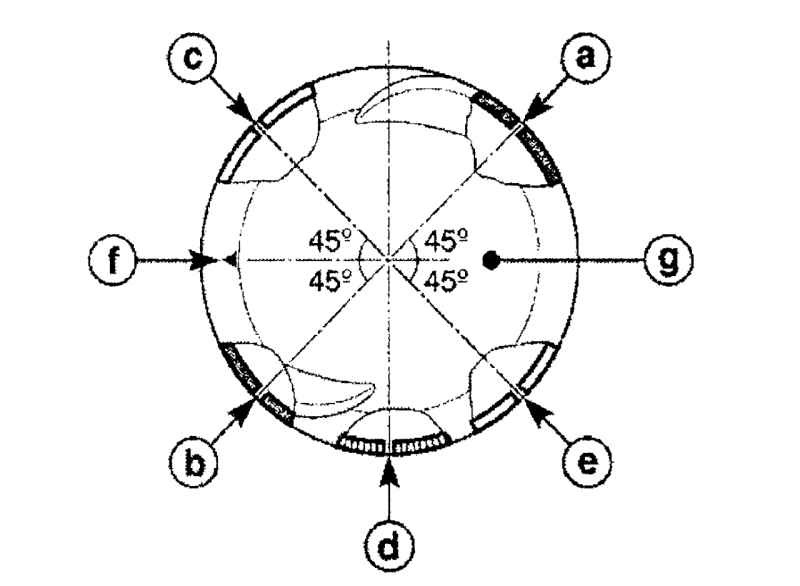 Как итог, кольца после определенного времени могут сгореть.Если же обратиться к маслосъемным кольцам и совпадению замков на них, то у нас не будет полностью сниматься масло: оно будет доходить до поршневых колец, что приведет к закоксовыванию канавок колец, и как итог они залягут, а потом сгорят.Как результат, вы получите сгоревшие кольца и износ поршневой.Итог: выставить замки колец перед установкой – это дело 2 минут, а срок службы мотора данная операция может продлить на десятки часов.
Как итог, кольца после определенного времени могут сгореть.Если же обратиться к маслосъемным кольцам и совпадению замков на них, то у нас не будет полностью сниматься масло: оно будет доходить до поршневых колец, что приведет к закоксовыванию канавок колец, и как итог они залягут, а потом сгорят.Как результат, вы получите сгоревшие кольца и износ поршневой.Итог: выставить замки колец перед установкой – это дело 2 минут, а срок службы мотора данная операция может продлить на десятки часов.
Поршневые кольца заменяйте через 70 000–90 000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное.
Компрессионные кольца отлиты из специального чугуна.
Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
Рис. 1. Установка колец на поршне
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис.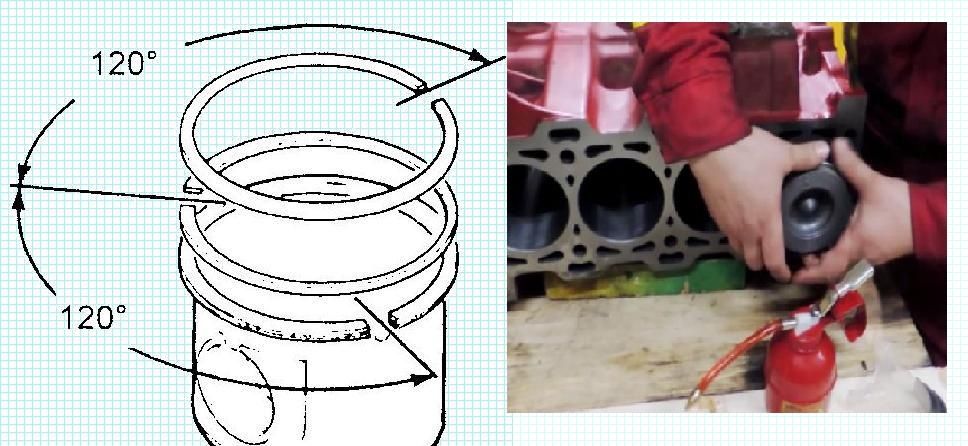 1, а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз.
1, а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз.
Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Двигатель УМЗ–4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 1, б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 1, б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 1, в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует.
Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 1, б, в) – скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»).
Кольцо изготавливается в двух вариантах – с проточкой на внутренней цилиндрической поверхности кольца (рис. 1, б) и без проточки (рис. 1, в).
Кольцо необходимо устанавливать на поршень острой кромкой «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители.
Наружная поверхность диска маслосъемных колец покрыта твердым хромом. Замок колец прямой.
Поршневые кольца ремонтных размеров (см. табл. 2 ) отличаются от колец номинальных размеров только наружным диаметром.
Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3–0,5 мм (0,3–0,65 мм для двигателей мод. 4218).
Рис. 2. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Проверку бокового зазора в стыке кольца производите, как показано на рис. 2.
К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным – по нижней части цилиндра (в пределах хода поршневых колец).
При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня.
Плоскости стыков при сжатом кольце должны быть параллельны.
Рис. 3. Снятие и установка поршневых колец
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 3) модели 55–1122.
Рис. 4. Проверка бокового зазора между поршневым кольцом и канавкой поршня
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 4), который должен быть:
Для верхнего компрессионного кольца 0,050–0,082 мм,
Для нижнего компрессионного – 0,035–0,067 мм.
При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни.
Одновременная замена поршневых колец и поршней резко снижает расход масла.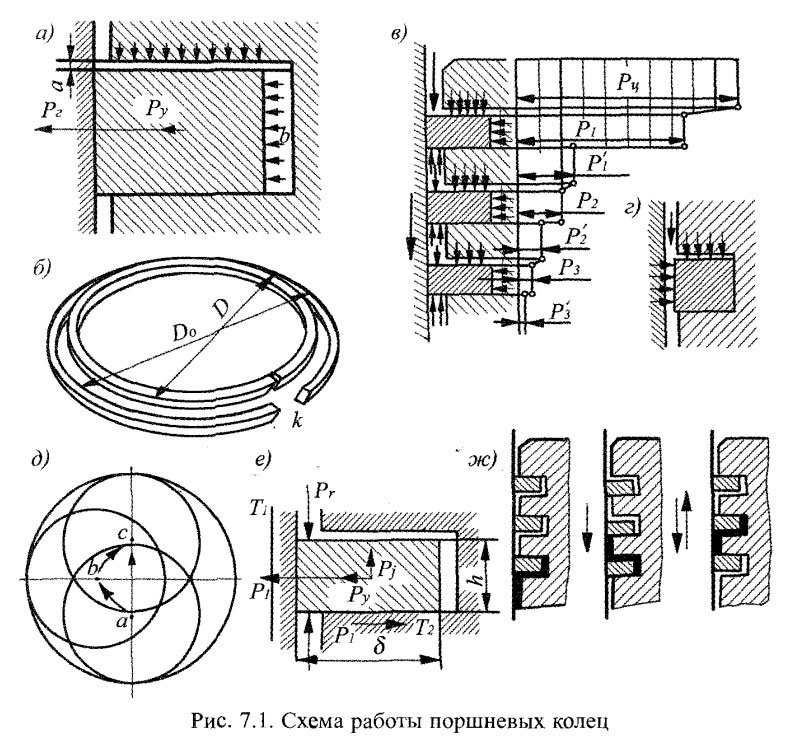
Рис. 5. Очистка канавок поршневых колец от нагара
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец.
Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 5).
Из маслоотводящих отверстий нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или фосфатированными.
Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120° друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45 – 50 км/ч.
технологический процесс установки и замены колец
Если в автомобиле резко ухудшились динамические характеристики, увеличился расход масла и топлива, появились проблемы с запуском, то это говорит об износе двигателя. Но это еще не приговор. Эти симптомы говорят о том, что нужна замена колец. Давайте посмотрим, как ставить кольца на поршень. Процедура не сложная, но требует наличия инструмента и внимательности.
Что понадобится для замены?
Для подобной процедуры стоит подготовить набор гаечных ключей, трещотку с торцевыми головками, динамометрический ключ, съемник для поршневых колец и сам набор колец.
Инструмент для монтажа/демонтажа поршневых колец отличается простой конструкцией и доступной ценой. Без этого приспособления процесс замены может превратиться в практически невыполнимую задачу. Конечно, раньше автолюбители обходились парой отверток.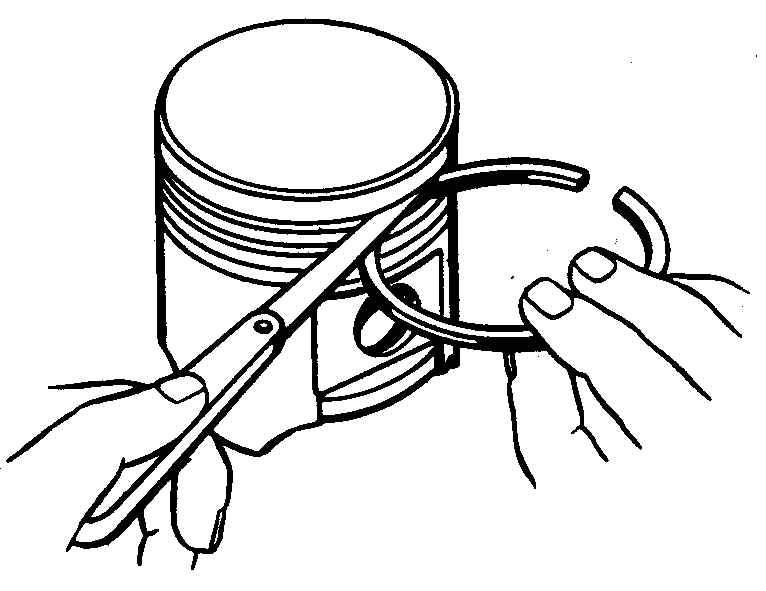 Но лучше, чтобы подобный инструмент был, иначе без него можно повредить кольца либо поверхность поршня. Тем более что он есть всегда в наличии в автомагазинах.
Но лучше, чтобы подобный инструмент был, иначе без него можно повредить кольца либо поверхность поршня. Тем более что он есть всегда в наличии в автомагазинах.
Особенности выбора колец
Для того чтобы двигатель работал надежно после ремонта, важно правильно подойти к выбору колец. Не стоит приобретать самый дешевый набор. Такие кольца долго не прослужат, и придется снова проводить трудоемкий процесс замены.
Также важно осмотреть упаковку и сами детали. На упаковке должна быть вся информация о производителе, материале изготовления. На кольцах должна быть маркировка. Она обозначает верхнюю сторону. Внутрь упаковки производители обычно вкладывают инструкцию, где подробно рассказано, как правильно ставить на поршень кольца. На последних не должно быть дефектов, даже самых мелких.
Как менять кольца?
Из этой инструкции можно узнать, как ставить кольца на поршень ВАЗ и других автомобилей, в том числе и иномарок. Для замены демонтируют поддон картера. Затем отворачивают крышки шатунов, выталкивают шатуны.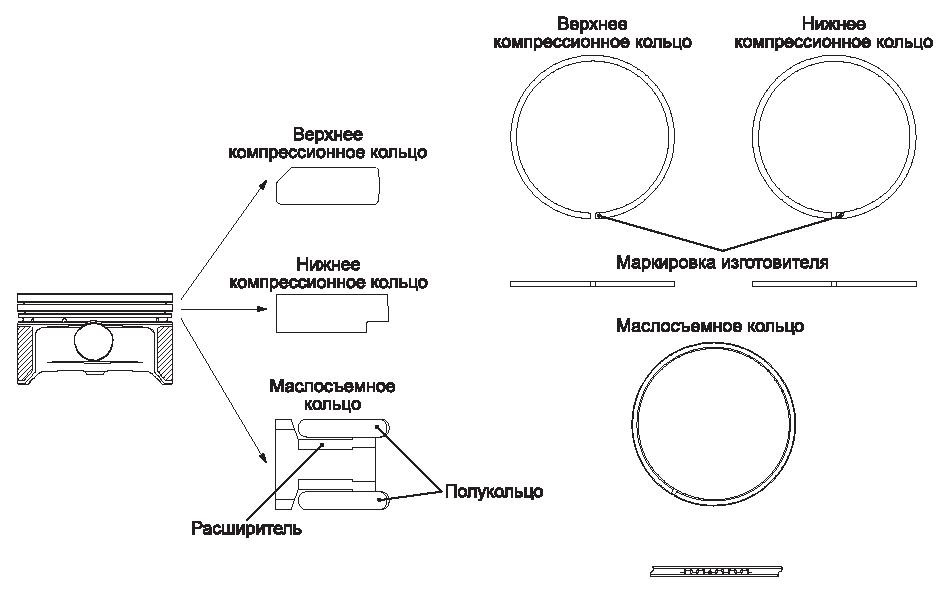 Снимают кольца с помощью специального инструмента.
Снимают кольца с помощью специального инструмента.
Важно убрать из канавок нагар – чистить нужно до металла. Неочищенный нагар будет мешать установить новые кольца в посадочные места. Удобно очищать поршень обломком старой детали. Чтобы ускорить процесс удаления нагара, можно замочить поршень в димексиде или любой другой чистящей жидкости.
Теперь нужно рассмотреть, как ставить кольца на поршень. Здесь нужна внимательность и точность. Кольца очень хрупкие, а самым хрупким среди них считается среднее. В процессе установки деталь очень легко сломать. При установке важно правильно ориентировать кольца, иначе положительного результата от такой замены не будет, и даже наоборот – водитель столкнется с еще большим расходом масла.
Первым делом устанавливают верхние кольца. На них указана маркировка “TOP”. Этой маркировкой элемент должен смотреть к днищу поршня. Деталь устанавливают скребком вниз. Кольца с фасками монтируют так, чтобы они смотрели по направлению вверх.
Если детали — наборные, маслосъемные с двухфункциональным пружинным расширителем, то первым делом устанавливают верхние и средние.
Есть и другой порядок установки колец на поршень. В этом случае сперва устанавливают маслосъемное. Сперва монтируют второе, затем первое. После этого устанавливают компрессионное. Второе компрессионное кольцо и маслосъемные детали следует ставить очень осторожно. Они очень хрупкие и не терпят чрезмерного разжима.
Затем важно проследить за замками колец. Они должны быть друг к другу под углом 120 градусов. Если они сойдутся, то будет расход масла и появится дым из системы вентиляции картера.
Замена на мототехнике
На скутерах и мопедах это обычная процедура, которая выполняется примерно один-два раза в сезон. Кольца в таких двигателях – расходный материал. Даже если двигатель японский, элементы поршневой группы в нем в лучшем случае тайваньские, а в большинстве – китайские.
В Японии после поломки принято от техники избавляться – дешевле и проще приобрести новый скутер. Там серьезной поломкой считается падение компрессии из-за износа колец и поршней. На самом деле ремонт сводится к замене деталей поршневой группы.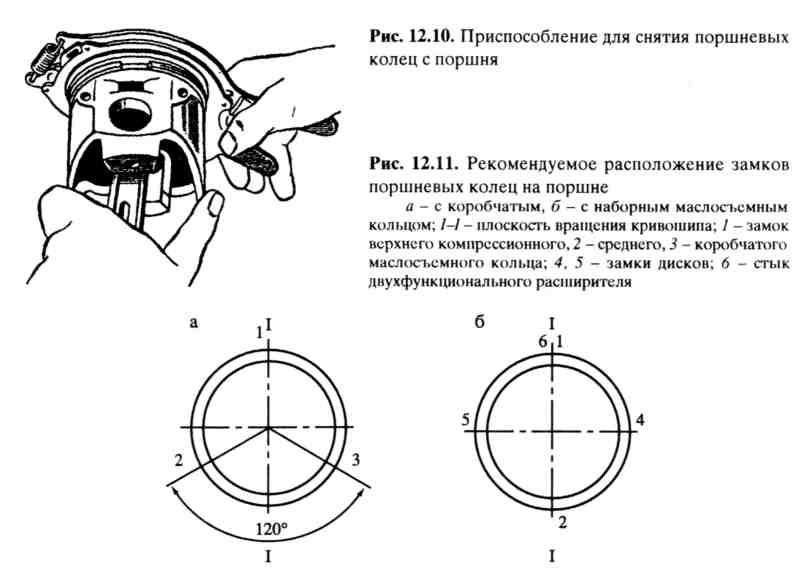 Давайте рассмотрим, как ставить кольца на поршень скутера.
Давайте рассмотрим, как ставить кольца на поршень скутера.
Четырехтактные двигатели скутеров
Итак, имеется комплект колец, и владелец не знает, что с ними делать. В наборе пять колец – два тоненьких, одно маслосъемное, а также два компрессионных кольца. На поршне скутера проделано три канавки.
Смазав поршень маслом, очень аккуратно надевают тонкое кольцо в нижнюю канавку. На него надевают маслосъемное. Затем снова тонкое. Три кольца должны быть установлены в одну канавку. Маслосъемное должно быть между двух тонких.
После этого надевают компрессионные кольца. Они должны быть установлены в верхние канавки. Не рекомендуется для установки применять какой-либо сторонний инструмент. Следует помнить, что кольца очень хрупкие и легко ломаются. Если компрессионные детали разные, то одном обычно закругленной формы, а второе — в форме трапеции. Закругленное ставят в верхнюю канавку, а трапецеидальное – ниже. Скос должен расширяться сверху-вниз. Внизу канавки кольцо должно быть более широким, чем в верхней части.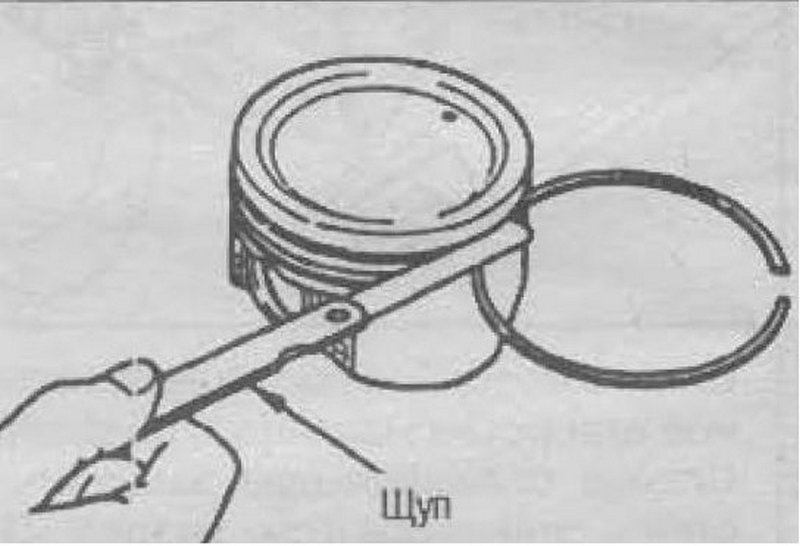
Замки не устанавливаются друг над другом. Они должны быть под углом в 120 градусов друг к другу. Вот как ставить кольца на поршень мопеда. Как видно, здесь нет ничего сложного.
Мопеды “Альфа”
Эта техника очень популярна в России. Когда нужно производить замену колец и поршней? Эту работу проводят при снижении компрессии до 450 кПа. Ее можно также замерить компрессометром. Также о необходимости замены сообщит выпуск: если в газе есть дым, то кольца нужно менять. Меняют их на таких мопедах через каждые 10-12 тысяч километров.
Перед монтажом деталей нужно их вручную подогнать по канавке в поршне. Их пропиливают надфилем и обрабатывают наждачной бумагой. Затем стоит промерять зазор в замке кольца, которое вставлено без перекосов в цилиндр. Нормальный параметр для новых компрессионных деталей составляет 0,04–0,08 миллиметра. Идеальный зазор для маслосъемных составляет 0,025–0,065 миллиметра.
Если проводится замена компрессионных деталей, то меняют их на нехромированные. Специалисты рассказывают, как ставить кольца на поршень “Альфа”: правильно подогнанное к поршню кольцо садится в канавку под своим весом. Если оно не идет, то можно немного придавить вручную.
Специалисты рассказывают, как ставить кольца на поршень “Альфа”: правильно подогнанное к поршню кольцо садится в канавку под своим весом. Если оно не идет, то можно немного придавить вручную.
В заключение
Замена колец поможет восстановить компрессию двигателя и иногда снизить расход масла. Но помогает это далеко не всегда. Если цилиндр изношен, и присутствует эллипс, то новые элементы будут долго притираться к цилиндру. Это будет сопровождаться расходом масла, сизым выхлопом, дымом из системы вентиляции картера. Но если на цилиндре еще остался заводской хон, а измерения показывают, что износ небольшой, то можно смело ремонтировать поршневую. Как ставить кольца на поршень, мы рассмотрели в статье.
Установка поршневых колец на поршень
03.09.2021 31 941 ВАЗ 2109
Автор:Иван Баранов
Когда из выхлопной трубы машины идет сизый дым, увеличивается расход топлива и масла, это говорит об износе поршневой группы и замене ее комплектующих.
 В статье описана замена колец на ВАЗ 2109 своими руками, а также прилагается видео.
В статье описана замена колец на ВАЗ 2109 своими руками, а также прилагается видео.[ Скрыть]
Как поставить поршневые кольца ВАЗ видео
Раньше на упаковках писали, как поставить кольца. Сейчас этого не делают.
Поскольку кольца хрупкие, то будьте аккуратны при вскрытии упаковки и установке колец. Каждое кольцо сделано под размер прорези, поэтому ошибиться невозможно.
На кольце обычно присутствует надпись Top» (верх) или «ВАЗ». Если присмотреться, то на кольце с внутренней стороны можно увидеть фаску, похожую на зуб. Этот «зуб» должен стоять вниз. Он помогает снимать масло, если оно прошло сквозь маслосъёмное кольцо. Он должен быть сделан в виде острого угла. Если угол тупой — это, как правило, означает брак, некачественная деталь.
Если раньше была разница, как ставить кольцо, то теперь это не играет роли — вся поверхность хромирована. Ориентируемся на надпись — она должна быть сверху.
Порядок установки поршневых колец
- Снимаем пружинку, натягиваем кольцо и вправляем края. Берём маслосъёмное кольцо, слегка раздвигаем края и опускаем на поршень, одеваем под пружину. Проверяем: кольцо должно очень легко вращаться.
- Ставим второе кольцо, обязательно обращая внимание на зуб (он должен смотреть вниз). Слегка разжимаем края и натягиваем кольцо. Оно тоже должно свободно ходить.
- Верхнее компрессионное кольцо. Ставим его также надписью вверх. Если надписи нет, ставим фаской вверх (она находится с внутренней стороны кольца).
 Берём маслосъёмное кольцо, слегка раздвигаем края и опускаем на поршень, одеваем под пружину. Проверяем: кольцо должно очень легко вращаться.
Берём маслосъёмное кольцо, слегка раздвигаем края и опускаем на поршень, одеваем под пружину. Проверяем: кольцо должно очень легко вращаться.На Волгах обычно нет фаски и надписи. Это значит, что поставить кольца можно как угодно. Второе кольцо обычно всегда бывает чугунное, а верхнее — хромированное.
Ставим поршень в цилиндр. Ставим вкладыш, предварительно промазав его маслом. Также смазываем кольца и сам поршень. Внизу на поршне есть стрелка, указывающая как правильно его поставить в цилиндр. Кольца разворачивают в разные стороны.
Используем приспособление для установки поршневых колец — инструмент в виде оправки.
Ставим обхватку на маслосъёмное кольцо, зажимаем плоскогубцами, следя чтобы прорезь была внутри обхватки, и слегка ударяем рукой по поршню.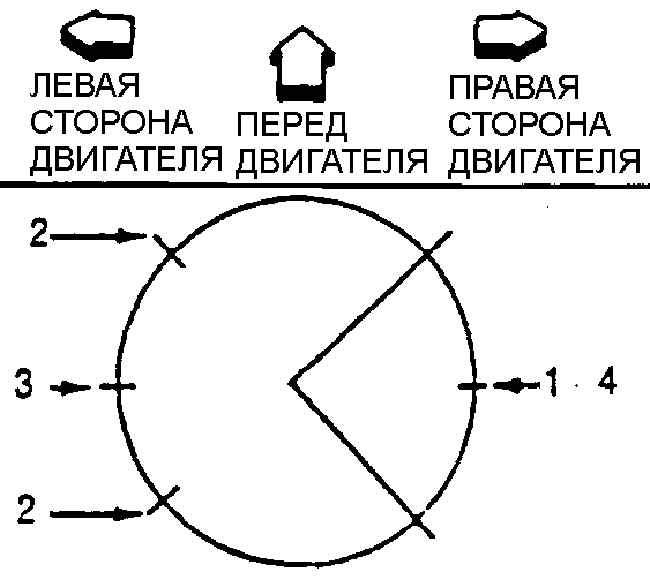 И так со всеми тремя обхватками. Если ставите заводской обхваткой, которая зажимает одновременно три кольца, то нужно аккуратно воспользоваться молотком. Главное — дожать оправку, так как если не дожать, то от удара кольца могут треснуть. Далее толкаем поршень вниз, и он становится на место.
И так со всеми тремя обхватками. Если ставите заводской обхваткой, которая зажимает одновременно три кольца, то нужно аккуратно воспользоваться молотком. Главное — дожать оправку, так как если не дожать, то от удара кольца могут треснуть. Далее толкаем поршень вниз, и он становится на место.
Устройство
Маслосъемные колпачки — это современный вариант исполнения сальников клапанов, которые оснащены мощной втулкой из стали внутри и экспандерной пружиной. Пружины служат для фиксации краев колпачков и клапанных штоков.
Пружины служат для фиксации краев колпачков и клапанных штоков.
Реальный размер колпаков
Прокладки выполняют преимущественно из каучука, который с течением времени становится более твердым, возникает износ, потому элемент перестает должным образом выполнять свои функции. Как результат, внутри камеры сгорания оказывается масло.
Признак износа маслосъемных колпачков только один — из выхлопной трубы начинает активно «валить» густой дым синего оттенка, плюс увеличивается расход масла.
Решение сложившейся ситуации только одно — замена.
marat32 › Blog › ПОДБОР И УСТАНОВКА ПОРШНЕВЫХ КОЛЕЦ НА ПОРШЕНЬ
Поршневые кольца устанавливаются на поршень только после соединения поршня с шатуном. Если повторно устанавливаются снятые поршни, тщательно очистите их, особенно канавки для поршневых колец и отверстия для удаления масла, расположенные в канавке поршневого кольца. Поршень устройство автомобиля Снятый поршень Очистить канавки поршня от отложений углерода можно при помощи специального приспособления или при помощи куска старого поршневого кольца. При прочистке канавок поршневых колец проявляйте осторожность и не допускайте снятия металла поршня. Поршень — очистка поршневых канавок Поршень — очистка кольцевых канавок Поршень, устройство автомобиля Очистка колцевых канавок при помощи приспособления Перед установкой колец в канавки поршня проверьте концевой зазор замка поршня в цилиндре и боковой зазор между кольцом и стекой канавки поршня. Проверка зазора в замке кольца: Вставьте поршневое кольцо в цилиндр. Для установки кольца в положение, перпендикулярное оси цилиндра, выровняйте кольцо в цилиндре при помощи перевёрнутого поршня. При установке нового кольца в цилиндр, который не растачивался, протолкните кольцо на глубину хода поршня, поскольку в своей верхней части цилиндр может иметь из-за износа увеличенный диаметр. Поршневое кольцо — установка кольца в цилиндр При помощи набора плоских щупов замерьте зазор в замке поршневого кольца. Зазор должен соответствовать техническим нормам, указанным в заводской инструкции. Этот зазор лежит в пределах 0,5 ? 0,15 мм (обычно 0,4 мм) в зависимости от диаметра поршня.
При прочистке канавок поршневых колец проявляйте осторожность и не допускайте снятия металла поршня. Поршень — очистка поршневых канавок Поршень — очистка кольцевых канавок Поршень, устройство автомобиля Очистка колцевых канавок при помощи приспособления Перед установкой колец в канавки поршня проверьте концевой зазор замка поршня в цилиндре и боковой зазор между кольцом и стекой канавки поршня. Проверка зазора в замке кольца: Вставьте поршневое кольцо в цилиндр. Для установки кольца в положение, перпендикулярное оси цилиндра, выровняйте кольцо в цилиндре при помощи перевёрнутого поршня. При установке нового кольца в цилиндр, который не растачивался, протолкните кольцо на глубину хода поршня, поскольку в своей верхней части цилиндр может иметь из-за износа увеличенный диаметр. Поршневое кольцо — установка кольца в цилиндр При помощи набора плоских щупов замерьте зазор в замке поршневого кольца. Зазор должен соответствовать техническим нормам, указанным в заводской инструкции. Этот зазор лежит в пределах 0,5 ? 0,15 мм (обычно 0,4 мм) в зависимости от диаметра поршня.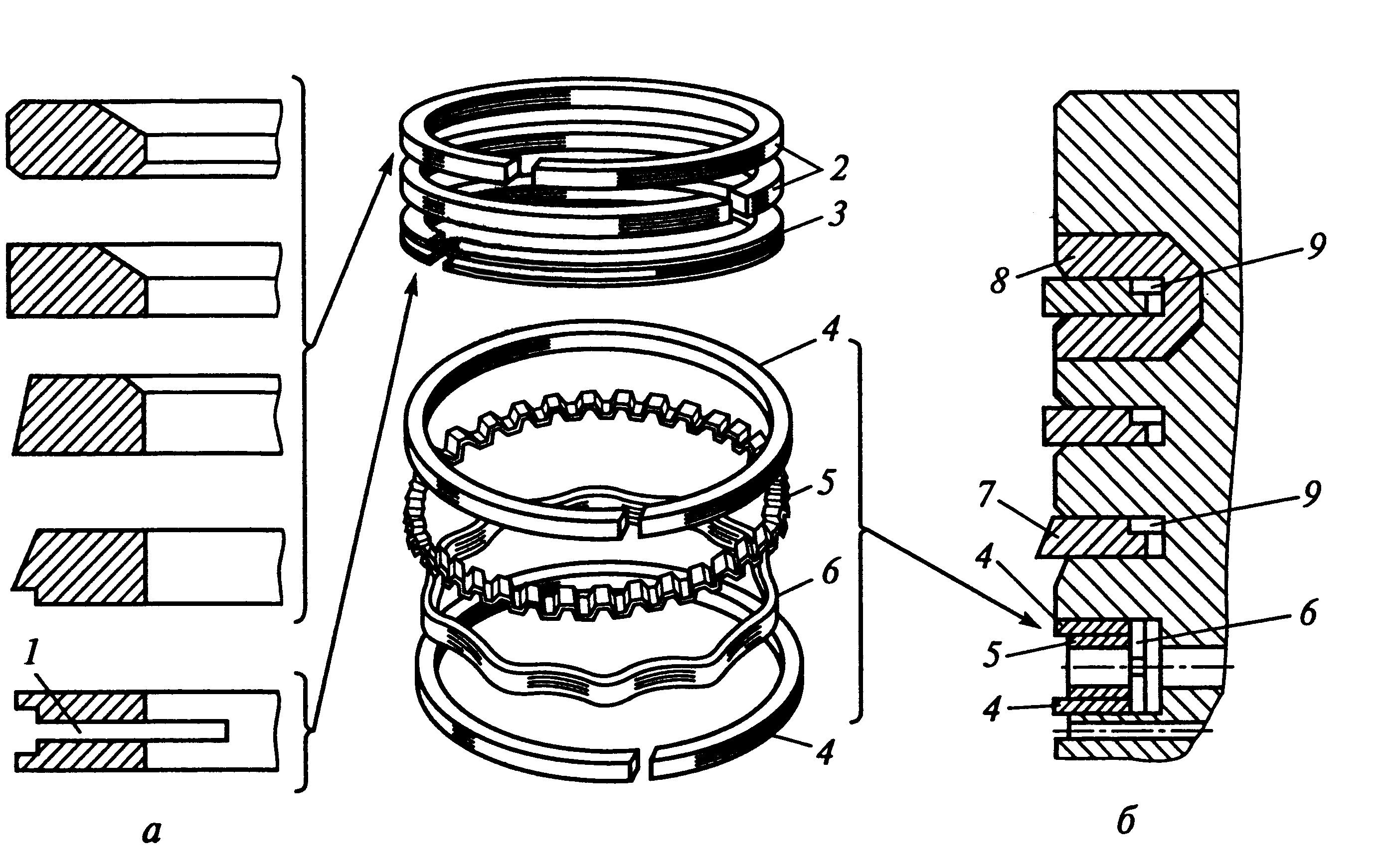 Если зазор меньше установленной нормы, его можно отрегулировать подпиливанием торцов замка кольца.
Если зазор меньше установленной нормы, его можно отрегулировать подпиливанием торцов замка кольца.
Поршневые кольца — проверка зазора замка Поршневые кольца — замок кольца Специальные приспособления для подпиливания торцов замка при помощи алмазного круга. Такие приспособления применяются в условиях предприятия по капитальному ремонту двигателя. Поршневые кольца — замок кольца Осевой (вертикальный) зазор между торцевой поверхностью кольца и канавкой поршня: При помощи набора плоских щупов проверьте зазор между торцевой поверхностью кольца и поверхностью канавки. Для проведения этой проверки нет необходимости устанавливать кольцо на поршень. Зазор проверяется по всей окружности поршня. Сравните величину зазора с указанной в заводской инструкции. Обычно этот зазор равен 0,04 ? 0,08 мм. Если зазор больше установленной нормы, замените поршень или подберите кольцо увеличенной толщины
Поршневые кольца — проверка зазора Установка колец на поршень: Поршневые кольца устанавливаются на поршень после соединения поршня с шатуном при помощи поршневого пальца.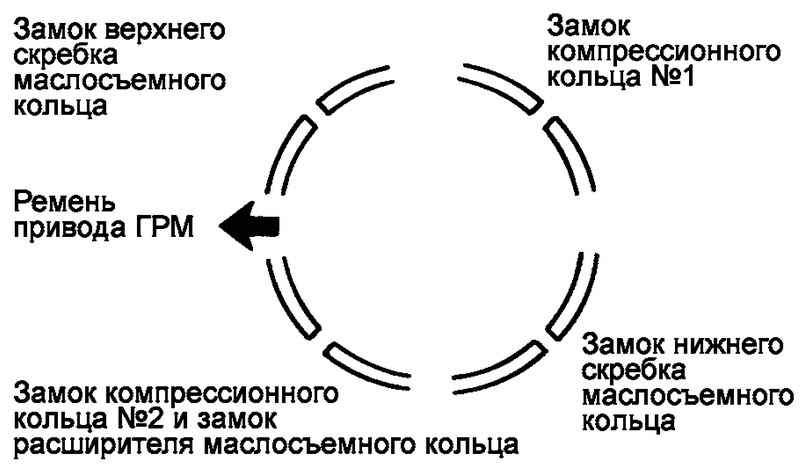 Внимательно рассмотрите компрессионные кольца и определите, какое из кольцо верхнее, а какое второе. Найдите на кольцах метку, указывающую какой стороной кольца должны устанавливаться в сторону днища поршня (вверх). Метки могут иметь вид: «ТОР», «Т», «•» или «?». Поршневые кольца — метки Обычно информация о метке и о способе определения верхнего кольца имеется на упаковке набора поршневых колец. Первым устанавливается маслосъёмное кольцо. При установке коробчатого маслосъёмного кольца с расширителем в виде спиральной пружины, замок пружины необходимо сместить на 180? относительно замка самого кольца.
Внимательно рассмотрите компрессионные кольца и определите, какое из кольцо верхнее, а какое второе. Найдите на кольцах метку, указывающую какой стороной кольца должны устанавливаться в сторону днища поршня (вверх). Метки могут иметь вид: «ТОР», «Т», «•» или «?». Поршневые кольца — метки Обычно информация о метке и о способе определения верхнего кольца имеется на упаковке набора поршневых колец. Первым устанавливается маслосъёмное кольцо. При установке коробчатого маслосъёмного кольца с расширителем в виде спиральной пружины, замок пружины необходимо сместить на 180? относительно замка самого кольца.
Это интересно: Можно ли ненадолго остановиться на автобусной остановке?
При установке составного маслосъёмного кольца сначала установите расширитель (расширители). Убедившись, что расширитель встал правильно, установите нижнее пластинчатое кольцо и потом верхнее пластинчатое кольцо. Расположите замки пластинчатых колец под углом 180? относительно друг друга.
Детали составного маслосъёмного кольца устанавливаются руками, без применения специального приспособления.
Определите, какое из компрессионных колец является нижним, и какой стороной его необходимо устанавливать в сторону днища поршня. Осторожно, при помощи специального приспособления, установите кольцо.
Внимание: Не устанавливайте компрессионные поршневые кольца руками. Используйте для установки колец специальное приспособление. Установленное руками кольцо может быть безвозвратно испорчено, при этом не существует возможности достоверно убедиться в исправности кольца.
Не разжимайте концы компрессионных колец более чем это необходимо для установки колец на поршень.
Поршневые кольца — установка Таким же способом установите верхнее компрессионное кольцо. Убедитесь, что все кольца легко, без заеданий вращаются в своих канавках по всей окружности и при сжатии кольца полностью могут быть утоплены в канавки, без выступания за пределы поверхности поршня. Еще раз проверьте зазор между боковой поверхностью компрессионных колец и стенкой канавки поршня (по вертикали). Непосредственно перед установкой поршня с кольцами в цилиндр установите замки всех поршневых колец под углом 120?
Часто в руководстве по ремонту автомобиля указывается направление замков поршневых колец, в этом случае устанавливайте поршневые кольца в строгом соответствии с указаниями руководства. Но если подобные указания в руководстве по ремонту отсутствуют необходимо соблюдать общие правила.
Но если подобные указания в руководстве по ремонту отсутствуют необходимо соблюдать общие правила.
Не располагайте замки поршневых колец посередине опорных поверхностей поршня, особенно основной поверхности. Не располагайте замки поршневых колец на стороне торцевых поверхностей поршневого пальца.
Поршневые кольца — установка Непосредственно перед установкой собранной шатунно-поршневой группы ещё раз убедитесь, что замки поршневых колец расположены правильно.
Когда нужно выполнять обкатку после замены поршневых колец
Установка новых комплектующих в двигатель всегда требует обкатки. Касается это не только поршневых колец. Хорошо известно, что обкатка требуется после капитального ремонта мотора, либо если двигатель совсем новый.
Сама процедура обкатки подразумевает, что комплектующие “притираются” друг к другу. В случае замены поршневых колец обкатку требуется выполнять, чтобы они притерлись к поршню или цилиндру. Несмотря на то что размеры деталей стандартны, в процессе работы они изнашиваются из-за ряда технологических особенностей. Соответственно, устанавливая новые кольца в двигатель, где остались старые детали, полного соответствия размеров добиться нельзя. То есть, требуется некоторое время обкатать двигатель, чтобы детали идеально друг к другу “прижились”.
Соответственно, устанавливая новые кольца в двигатель, где остались старые детали, полного соответствия размеров добиться нельзя. То есть, требуется некоторое время обкатать двигатель, чтобы детали идеально друг к другу “прижились”.
Какие виды обкатки двигателей бывают
Правильная обкатка двигателя — важная составляющая успеха. Важно понимать, что есть несколько типов обкаток:
- После капитального ремонта. Обкатка после капитального ремонта предполагает, что притереться нужно всем компонентам мотора, поскольку большая часть их меняется (обычно, после капитального ремонта остается только блок цилиндров и его головка). То есть, по факту перед водителем предстает новый двигатель. Его обкатку лучше выполнять в сервисном центре на специальном оборудовании;
- После частичной переборки мотора и замена некоторых комплектующих. Сюда можно отнести обкатку после замены поршневых колец. Данная обкатка выполняется непосредственно на дороге. Есть правила, которые нужно соблюдать, и они будут рассмотрены ниже.

Стоит отметить, что при капитальном ремонте двигателя в “гараже”, часто водители выполняют обкатку “в боевых условиях”, то есть на дороге, не используя специальное оборудование. Это не совсем правильно и может привести к снижению ресурса работы мотора.
Пошаговая инструкция по замене
Работы по ремонту поршневой нужно выполнять на смотровой канаве, подъемнике или эстакаде.
Что понадобится?
Чтобы выполнить ремонт двигателя ВАЗ 2109 своими руками нужны следующие инструменты:
- набор ключей;
- набор головок;
- воронок;
- удлинители;
- динамометрический ключ;
- набор щупов;
- оправку для отжима изделий на поршне;
- молоток;
- надфиль;
- новый ремкомплект.
При покупке поршневых колец для ВАЗ 2109 следует учитывать материал изготовления и их ширину. Лучше приобретать оригинальные изделия, чтобы избежать подделки.
Как выполнить обкатку после замены поршневых колец
Перед тем как приступить к процедуре обкатки, необходимо подготовить автомобиль. Несколько действий, которые требуется выполнить:
Несколько действий, которые требуется выполнить:
- Зарядить аккумуляторную батарею;
- Перед первым выездом на дороги выполнить предварительно запуск двигателя и дождаться, когда он нагреется до 80 градусов по Цельсию. После этого его нужно заглушить и дождаться, когда мотор остынет до 40 градусов по Цельсию. Далее снова мотор прогревается до 80 градусов. Таких циклов нужно выполнить 8-10 штук. Это необходимо, чтобы произошла предварительная “притирка” деталей, вызванная их расширением в результате нагрева;
- Выполнив предварительный этап, осмотрите автомобиль и двигатель. Нужно убедиться, что нет утечек антифриза, масла и прочих жидкостей. Если выявлена проблема в результате осмотра, ее необходимо устранить;
- Выберите правильно участок дороги для движения. Лучше, чтобы это была трасса с малым количеством автомобилей и без перепада высот, то есть нужно исключить въезд на склон и со склона. Также нужно минимизировать вероятность попадания в пробку.
Важно: В книге по технической эксплуатации конкретной модели автомобиля может быть рассмотрен вопрос обкатки двигателя.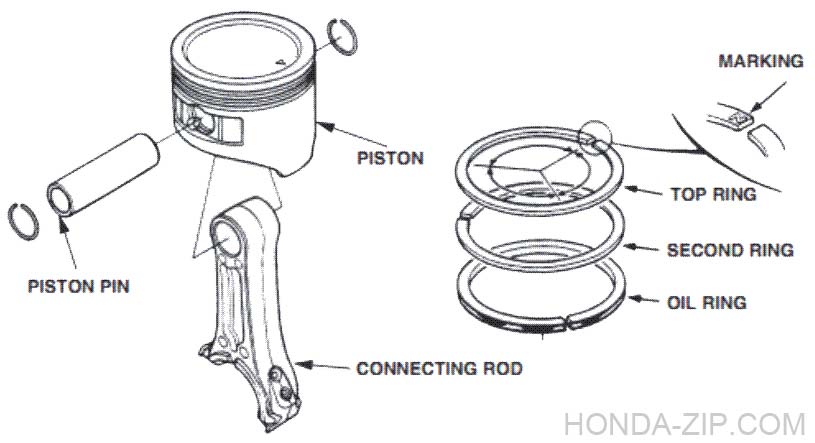 Обязательно ознакомьтесь с советами производителя и соблюдайте их.
Обязательно ознакомьтесь с советами производителя и соблюдайте их.
Специалисты рекомендуют проводить обкатку двигателя автомобиля после замены поршневых колец в течение 1500 километров. Сам процесс обкатки должен проходить, в среднем, на 2500 оборотах, лучше выполнять его на третьей передачи. Данный рекомендации позволят оптимизировать процесс “притирки” колец к поршню и цилиндру.
Первые 300 километров лучше преодолеть за один заезд. Идеально для притирки подойдет загородная трасса. Следующее 1200 километров нужно пройти в том же режиме, но не важно за какое число поездок, то есть эксплуатация может вестись в комфортном и привычном для водителя графике.
Это интересно: Какой лучше очиститель карбюратора
Важно: После прохождения 1500 километров нужно обязательно заменить масляный фильтр и масло.
Проведение замера компрессии в цилиндрах
Рассмотрим пример работы на классических моделях ВАЗ. Замерять компрессию необходимо на теплом двигателе. Показания холодного мотора могут исказить картину. Для замеров потребуется специальный манометр, оснащенный резьбовым наконечником. Его можно купить в любом автомагазине.
Показания холодного мотора могут исказить картину. Для замеров потребуется специальный манометр, оснащенный резьбовым наконечником. Его можно купить в любом автомагазине.
Внешний вид компрессометра
Начинается проверка с выкручивания всех свечей из своих гнезд. Затем отключается центральный кабель с катушки зажигания. Устанавливаем нейтральную передачу и поворачиваем дроссельную заслонку максимально на открытие. После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
Показания считаются нормальными, если на приборе устанавливались данные 12-13 кс/см 2 .
Уровень от 10 до 12 также допускается. Но если цифры оказались ниже 10 кг/см 2 , то это свидетельствует о низкой компрессии. Если же компрессия все-таки достигает удовлетворительного уровня, но немного с запозданием, то в этом случае ответственность может быть на клапанах.
Для уточнения можно в спорную камеру залить около 20 мл масла и снова прокрутить стартер, сделав замер. При установлении нормальной компрессии в 12 кг/см 2 , причина кроется в кольцах. Решить ее сможет правильная установка поршневых колец. Если же давление осталось низким, то причиной понижения служат клапаны.
Установка с помощью оправки
Установка поршневых колец на поршень
1. Подготовка поршневых колец к установке.
- Перед установкой поршневых колец с них необходимо удалить консистентное средство посредством промывки их в бензине, керосине или уайт-спирите, протереть ветошью и дать просохнуть.
Определите по маркировке, нанесенной на поверхности кольца, его нормальный или ремонтный размер. — нормальный размер — маркировка отсутствует. — ремонтный размер 0,4 мм — маркировка «40» — ремонтный размер 0,8 мм — маркировка «80»
Установка поршней в сборе в цилиндр двигателя
- Сориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30-45 градусов к оси поршневого кольца, замок нижнего кольца — под углом 30-45 градусов к оси поршневого кольца, диаметрально противоположно замку верхнего поршневого кольца, а замок маслосъемного кольца под углом 30-45 градусов к оси поршневого кольца, между замками компрессионных колец.
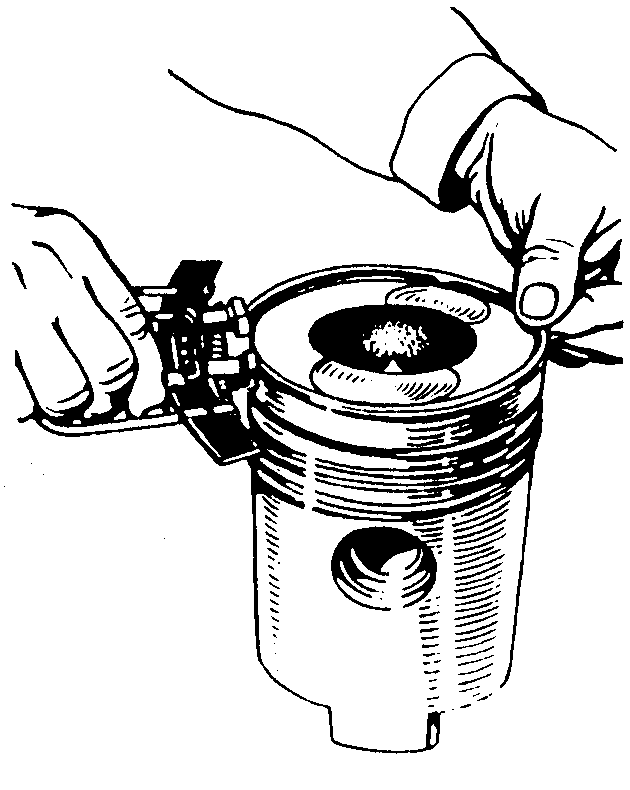
Схема расположения поршневых колец на поршне
1- Верхнее компрессионное кольцо 2- Нижнее компрессионное кольцо 3- Маслосъемное кольцо с пружинным расширителем 4- Поршень
При установке необходимо соблюдать осторожность, чтобы не вызвать образование сколов. Чтобы исключить преждевременный износ поршневых колец, обкатка и эксплуатация двигателя должны соответствовать правилам по эксплуатации автомобиля.
Инструменты и приспособления для работы
Для самостоятельной замены деталей понадобятся:
- Расширитель поршневых колец, для того, чтобы развести запчасти и не повредить их.
- Ключ со встроенным динамометром и набор насадок под него.
- Обжимное устройство.
- Молоток для простукивания деталей.
- Тиски, чтобы закрепить поршень.
- Моторное масло для свежей обработки.
- Ветошь, чтобы убрать старую смазку с деталей.

Возможно понадобятся еще некоторые приспособления. Но это уже дело личных предпочтений. Так как вышеуказанный инвентарь хорошо справляется с поставленной задачей.
Правильная установка поршневых колец. Как самому заменить поршневые кольца в двигателе Тепловой зазор поршневых колец уаз
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
1. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров» ).
«Замена прокладки головки блока цилиндров» ).
2. Снимите масляный картер двигателя и прокладку картера (см. «Замена уплотнения масляного картера» ).
3. Снимите масляный насос (см. «Снятие, ремонт и установка масляного насоса» ).
4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. | 14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз. |
 Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить.
Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить.15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм.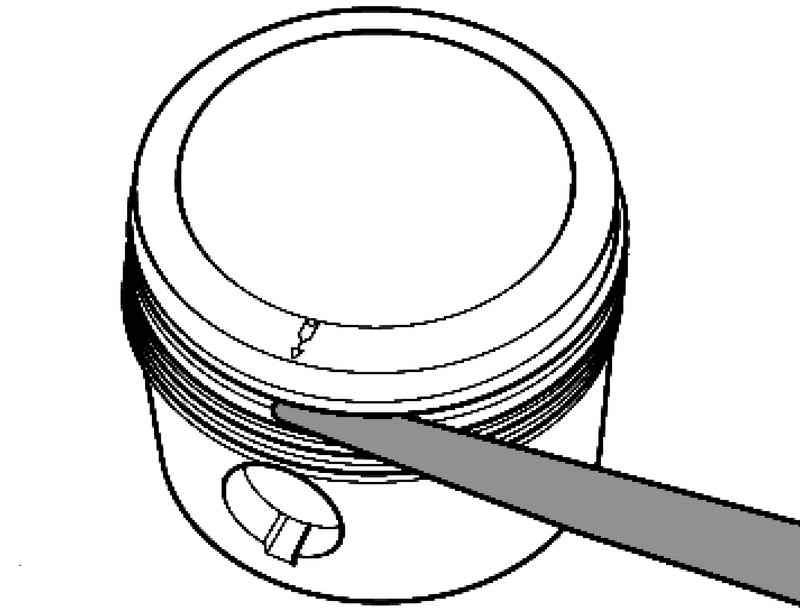 Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10
*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).
19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца — под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца — под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей — друг против друга.
Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей — друг против друга.
20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
- Разложите шатунно-поршневые сборки и комплекты новых колец таким образом, чтобы в процессе измерения зазоров и сборки двигателя кольца постоянно были «привязаны» к своим сборкам и цилиндрам.
- Вставьте верхнее (№ 1) поршневое кольцо в первый цилиндр двигателя и установите его перпендикулярно стенкам цилиндра, выровняв путем введения в цилиндр поршня днищем вперед. Кольцо должно оказаться в нижней части цилиндра, в районе границы хода колец.
 Кольцо должно оказаться в нижней части цилиндра, в районе границы хода колец.
Кольцо должно оказаться в нижней части цилиндра, в районе границы хода колец.- Для измерения зазора в замке кольца введите в пространство между торцами кольца лезвия щупа, подобрав их таким образом, чтобы их суммарная толщина равнялась величине зазора. При этом щуп должен скользить в зазоре замка с легким сопротивлением. Сравните результаты измерения с требованиями Спецификаций . Если зазор превышает максимальное допустимое значение, еще раз удостоверьтесь, что сравниваемая характеристика соответствует именно выбранному кольцу.
- Если зазор слишком мал, он должен быть увеличен во избежание смыкания замка в процессе теплового расширения кольца при работе двигателя, так как это может привести к серьезным последствиям. Зазор может быть расширен путем осторожного растачивания торцов кольца в его замке напильником. Зажмите напильник в тиски с мягкими губками, наденьте кольцо замком на напильник и медленно тяните его на себя, снимая материал с торцов. Тяните кольцо только на себя (см. рисунок ниже).
 Тяните кольцо только на себя (см. рисунок ниже).
Тяните кольцо только на себя (см. рисунок ниже).- Чрезмерный зазор в замке кольца не является криминалом, если не превышает 1 мм. Вновь, лишний раз проверьте сравниваемые данные на соответствие их проверяемому кольцу. Удостоверьтесь, что приобретенный набор колец соответствует типу двигателя Вашего автомобиля.
- Повторите процедуру для каждого из колец, которые будут устанавливаться в первый цилиндр, затем переходите к оставшимся цилиндрам. Помните о необходимости поддерживания соответствия колец своим поршням и цилиндрам.
- После завершения проверки/корректировки зазоров в замках поршневых колец, кольца должны быть установлены на поршни.
- Первым обычно устанавливается маслосъемное кольцо (нижнее на поршне). Оно состоит их трех отдельных секций. Сперва вставьте в канавку на поршне расширитель кольца. Если для предотвращения вращения кольца применяется стопорный язычок, вставьте его в сверление в канавке. Затем установите нижнюю боковую секцию кольца. Не пользуйтесь инструментом для установки колец для надевания на поршень боковых секций маслосъемных колец. Вместо этого заведите один конец секции в канавку между расширителем и стенкой канавки и, твердо удерживая его пальцем, постепенно заправляйте в канавку оставшуюся часть секции, проводя с нажимом по ее периметру пальцем другой руки. Затем, аналогичным же образом, установите вторую боковую секцию кольца.
 Не пользуйтесь инструментом для установки колец для надевания на поршень боковых секций маслосъемных колец. Вместо этого заведите один конец секции в канавку между расширителем и стенкой канавки и, твердо удерживая его пальцем, постепенно заправляйте в канавку оставшуюся часть секции, проводя с нажимом по ее периметру пальцем другой руки. Затем, аналогичным же образом, установите вторую боковую секцию кольца.
Не пользуйтесь инструментом для установки колец для надевания на поршень боковых секций маслосъемных колец. Вместо этого заведите один конец секции в канавку между расширителем и стенкой канавки и, твердо удерживая его пальцем, постепенно заправляйте в канавку оставшуюся часть секции, проводя с нажимом по ее периметру пальцем другой руки. Затем, аналогичным же образом, установите вторую боковую секцию кольца.- После установки всех трех секций маслосъемного кольца удостоверьтесь, что обе (верхняя и нижняя) боковые его секции свободно вращаются в канавке.
- Вторым устанавливается среднее (№ 2) компрессионное кольцо. На нем обычно выбита метка, которая должна быть при установке обращена вверх, к днищу поршня. Сторона второго компрессионного кольца со снятой фаской должна быть обращена вниз во всех двигателях, на 6-цилиндровых двигателях кольцо должно устанавливаться меткой в виде двух точек вверх, на двигателях V8 идентификационная метка представляет собой сверление, выбитую литеру О, овальное углубление или слово TOР (верх).
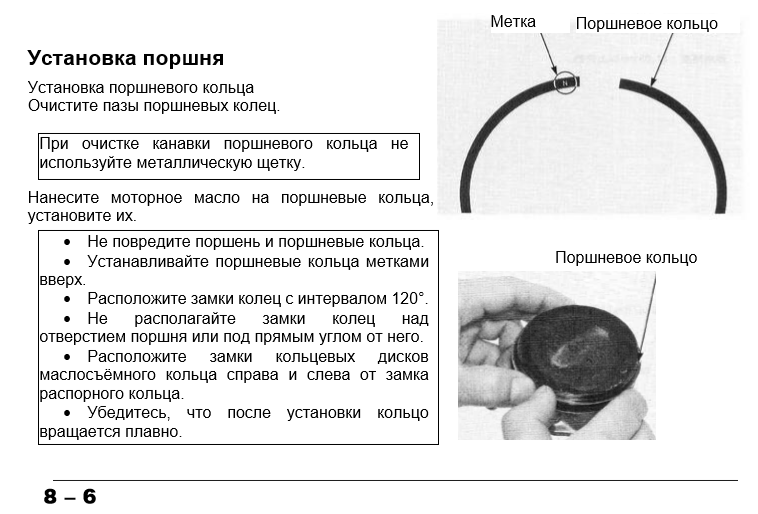
- Воспользуйтесь специальным инструментом для установки поршневых колец и проследите за тем, чтобы метка на кольце была обращена вверх. Вставьте кольцо в среднюю канавку на поршне. Не разводите замок кольца шире, чем это действительно требуется для надевания его на поршень.
- В аналогичной манере установите верхнее (№ 1) компрессионное кольцо. Проследите за тем, чтобы метка (точка) была обращена вверх. Не перепутайте верхнее кольцо со средним. Первое (верхнее) компрессионное кольцо должно устанавливаться стороной со снятой фаской ВВЕРХ (тогда как второе кольцо надевается фаской ВНИЗ). Обычно второе кольцо метится с верхней стороны двумя точками, а первое (верхнее) — одной . Придерживайтесь инструкций, прилагаемых к комплекту.
- Повторите процедуру для всех оставшихся поршней.
Снижение работоспособности автомобиля может быть из-за многих факторов. Поэтому и «лечение» такой болезни необходимо подбирать правильно. Существенным фактором является уровень компрессии в камерах сгорания блока цилиндров. Для такого диагноза подойдет замена поршневых колец.
Для такого диагноза подойдет замена поршневых колец.
Дополнительными признаками послужат угар моторного масла и снижение экономичности при расходе топлива автомобиля. Более точную картину даст замер компрессии с помощью специальных приборов.
Рассмотрим пример работы на классических моделях ВАЗ. Замерять компрессию необходимо на теплом двигателе. Показания холодного мотора могут исказить картину. Для замеров потребуется специальный манометр, оснащенный резьбовым наконечником. Его можно купить в любом автомагазине.
Внешний вид компрессометра
Начинается проверка с выкручивания всех свечей из своих гнезд. Затем отключается центральный кабель с катушки зажигания. Устанавливаем нейтральную передачу и поворачиваем дроссельную заслонку максимально на открытие. После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
Показания считаются нормальными, если на приборе устанавливались данные 12-13 кс/см 2 .

Уровень от 10 до 12 также допускается. Но если цифры оказались ниже 10 кг/см 2 , то это свидетельствует о низкой компрессии. Если же компрессия все-таки достигает удовлетворительного уровня, но немного с запозданием, то в этом случае ответственность может быть на клапанах.
Для уточнения можно в спорную камеру залить около 20 мл масла и снова прокрутить стартер, сделав замер. При установлении нормальной компрессии в 12 кг/см 2 , причина кроется в кольцах. Решить ее сможет правильная установка поршневых колец. Если же давление осталось низким, то причиной понижения служат клапаны.
Установка с помощью оправки
Разборка двигателя для замены колец
Перед заменой необходимо выполнить ряд подготовительных работ:
- необходимо слить отработанное моторное масло, ведь после установки новых колец нужно залить свежую рабочую жидкость;
- проводим ослабление приемной трубы глушителя;
- надо снять крышку клапанного механизма и выставить мотор по меткам;
- демонтируем звезду распредвала, а у переднеприводных ВАЗов снимаем болт крепления шкива ременной передачи, а затем и сам ремень ГРМ со шкивом;
- в классике ослабляем натяжитель, а затем также демонтируем цепь и звезду, установленную на распредвавле;
- потом демонтируем рокера с пружинами, раскладывая все в правильном порядке, чтобы собрать детали на свои места;
- снимаем головку блока, до этого нужно отсоединить коллектор;
- раскручиваем и избавляемся от поддона и маслонасоса;
- убираем крышки шатунов, а затем проталкиваем шатуны вверх, чтобы можно было вытащить их вместе с поршнем.
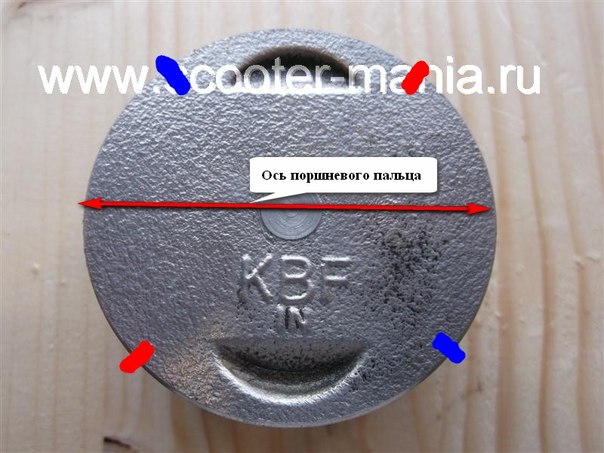
Проверка колец и поршней
Каждое кольцо с поршней снимается и проверяется в своем цилиндре. Чтобы не перепутывать их между собой, необходимо сразу раскладывать детали в определенном порядке. При поверке старых колец, наружный диаметр их не должен создавать зазор со стенками цилиндра больше, чем на 1 мм. Для сравнения можно вставить в тот же цилиндр новое кольцо.
Проверка теплового зазора в кольцах
Замеры обычно будут точнее в верхней части отверстия блока, так как том износ минимален.
Зазор можно проверить и в специальных калибрах. Нужно обратить внимание на тепловой зазор в поршневых кольцах, который должен быть в пределах от 0,25 до 0,45 мм. Его можно проверить щупом. Если параметр меньше, то допускается увеличение зазора с помощью подпиливания торцевой плоскости алмазным надфилем.
Диаметр поршней проверяется по нижней части (юбке). Делается это микрометром.
Необходимо сравнить этот показатель с таблицей допустимых значений. Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Процедура установки
Фирменные изделия проверенных производителей имеют удобную маркировку, благодаря которой понятно, как правильно установить поршневые кольца. На одной из сторон написано «TOP», что на английском означает «верх». Эта сторона должна быть направлена к камере сгорания или верхней части поршня.
Обозначение на сторонах колец
Если никакой надписи не обнаружилось, то должна быть проточка по всему диаметру. Такой ступенькой надо обращать кольцо вниз.
Обычно используют два метода установки. Один из них более безопасный, а второй чаще применяют или большие профессионалы или абсолютные новички. Оба подойдут для самостоятельного применения во время ремонта.
Установка с помощью металлических пластин
В первом случае понадобится нарезать несколько плоских кусочков жестянки, толщиной примерно от 0,3 до 0,5 мм. Три или четыре таких листа располагают по диаметру поршня. На них надеваются кольца. И опускаются до уровня прорези. Потом оправка для поршневых колец из пластин вынимается, и колечко садится в нужный паз. Способ прекрасно подходит для любого мастера.
Монтаж поршневого кольца
Второй вариант требует определенного опыта и умения. Он заключается в том, что нужно пальцами развести зазор, увеличивая внутренний диаметр кольца до той степени, чтобы пропустить через него поршень и установить в нужный паз. Минусы заключаются в том, что часто неопытные слесари ломают много колец, применив большее усилие, чем нужно.
Необходимые действия после установки колец
Когда каждое кольцо заняло свое место в пазу, то нужно установить прорези примерно на 120 градусов друг от друга. Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Неправильная установка поршневых колец
Есть данные, что первое кольцо удерживает около 75 % всей компрессии, а второе – около 20%.
Если термозазоры разведены, то при прорыве некоторого количества газа через первое кольцо, он не успеет попасть дальше, в отличие от более близкого положения второго зазора.
Ошибки при установке поршневых колец
Установка новых колец в цилиндры, имеющие износ, является абсолютно не эффективной. Это связано с тем, что изношенное отверстие имеет форму эллипса. Ожидаемой качественной притирки не может произойти.
Комплект поршневых колец
Также на больших оборотах второе кольцо, состоящее из чугуна, может банально лопнуть.
При эксплуатации кольца в канавках набивают выработку. Такие зазоры расгерметизируют камеру сгорания и из нее газы поступают в картер. А в обратном направлении заходит масло. Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
Также грубой ошибкой будет сознательная установка зазоров напротив друг друга. Газы перегревают один бок поршня, и получается деформированная деталь. Происходит выгорание металла и дополнительная деформация всех элементов.
И перед сборкой надо произвести подборку поршней к цилиндрам двигателя ЗМЗ-40906. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище. Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
На двигатель ЗМЗ-40906 после ремонта могут устанавливаться поршни номинального диаметра 95,5 мм и первого ремонтного размера 96,0 мм (имеют маркировку «АР»). Поршни могут сортироваться на 2 группы по массе. Группа более тяжелых поршней имеет маркировку на днище. В двигатель ЗМЗ-40906 должны устанавливаться поршни одной группы по массе. Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей ниже.
* — Ранее группы обозначались буквами русского алфавита – «А», «Б», «В», «Г», «Д» соответственно.
Допускается подбор поршней к , в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки. Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано ниже.
Проверка пригодности поршня для работы в цилиндре двигателя ЗМЗ-40906.
1. Поршень в перевернутом положении под действием собственной массы или под действием легких толчков пальцев руки должен медленно опускаться по цилиндру.
2. Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту–щуп размещать в плоскости, перпендикулярной оси поршневого пальца, то есть по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20+-3 градуса.
Подборка пальцев к поршням и шатунам и сборка поршней с шатунами и пальцами.
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище. Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки. Поршневые пальцы по наружному диаметру могут сортироваться на 5 размерных групп, которые маркируются краской или латинскими буквами на торце, и на 2 размерные группы, которые маркируются римской цифрой на торце.
Поршневые пальцы с разбивкой на 5 размерных групп и с разбивкой на 2 размерные группы должны быть подобраны к поршням и шатунам отдельно в соответствии с таблицами ниже.
Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки:
– Белый – соответствует массе шатуна 900-905 г.
– Зеленый – 895-900 г.
– Желтый – 890-895 г.
– Голубой – 885-890 г.
Для установки в двигатель ЗМЗ-40906 следует брать шатуны одной группы по массе. Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма. Перед сборкой смазать поршневой палец , применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Очистить днища поршней и канавки для поршневых колец от нагара. Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом.
– Сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» или «ПЕРЕД» на поршне была обращена в сторону переднего торца блока цилиндров.
– Протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши.
– Повернуть вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ.
– Смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя.
— Развести замки поршневых колец, замки компрессионных колец сместить на 180 градусов друг относительно друга, замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180 градусов и под углом 90 градусов к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45 градусов к замку одного из кольцевых дисковых элементов.
– С помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр.
Перед установкой поршня в блок двигателя ЗМЗ-40906 следует еще раз проверить правильность положения поршня и шатуна в цилиндре. Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны.
Завернуть гайки болтов шатунов динамометрическим ключом моментом 68-75 Нм (6,8-7,5 кгсм). В таком же порядке вставить поршень с шатуном четвертого цилиндра. Повернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
То, что автомобилю требуется именно замена поршневых колец, а не какие-то другие ремонтные работы, расскажет сам двигатель. Признаки подобной неисправности проявляются довольно ярко, поэтому не заметить их будет сложно. Но прежде чем говорить о симптомах, нужно понять, что представляют собой кольца, и какую роль они играют в работе двигателя.
Что такое поршневые кольца, их назначение
Поршневые кольца представляют собой упругие незамкнутые элементы, которые устанавливаются в специальные канавки на корпусе поршня. Изготавливают их из стали или чугуна повышенной прочности, а сверху покрывают легирующим материалом. Легирующее покрытие еще больше увеличивает прочность, а также снижает скорость износа.
Обычно в поршень вставляются 3 кольца: 2 компрессионных (занимают 2 верхних канавки) и 1 маслосъемное (нижняя канавка). Задача компрессионных колец – не допустить прорыва раскаленных газов вдоль поршня в картер двигателя. Маслосъемное – снимает лишнее масло с зеркала цилиндра, не давая ему попасть в камеру сгорания. Кроме того, кольца снижают температуру поршня, передавая практически половину тепла его поверхности на стенки цилиндра.
Когда поршневые кольца перестают справляться с возложенными на них задачами, ввиду своего износа, двигатель автомобиля сигнализирует об этом проявлением соответствующих симптомов.
Признаки износа поршневых колец
О том, что износ дошел до критической стадии, свидетельствует синий или черный . Это указывает на то, что излишки масла попали в камеру сгорания мимо маслосъемного кольца и сгорели там вместе с топливом. Черный дым, выходящий из трубки вентиляции картера, говорит о том, что компрессионные кольца из-за износа допускают прорыв газов из камеры сгорания в его полость.
Критический износ сопровождается снижением компрессии (способность удерживать давление) в цилиндрах двигателя. Это означает, что часть газов, образовавшихся при сгорании топливной смеси, которая должна была толкать поршень, прорвалась в картер, не совершив полезную работу. Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается .
Специальным прибором – компрессометром. Когда номинальные значения давления неизвестны (нет инструкции по эксплуатации), сначала оно измеряется в сухом цилиндре, затем через свечное отверстие заливается немного моторного масла, и замер делается заново. Если компрессия повысится, значит, требуется замена колец. Подобные признаки могут наблюдаться и в случае их «залегания».
«Залегание» происходит, когда образовавшийся в канавках поршня нагар мешает пружинить поршневым кольцам, результатом чего становится снижение плотности их прилегания к поверхности цилиндра.
Такую проблему, если случай не сильно запущен, можно исправить при помощи специальных присадок к топливу. Двигатель, имеющий карбюраторную систему, можно попробовать очистить спреем для удаления нагара, который впрыскиваются непосредственно в карбюратор. Если удаление нагара с камеры сгорания эффекта не дало, то выход только один – замена поршневых колец и чистка канавок.
Как заменить поршневые кольца самостоятельно
Конечно, замена колец – процедура довольно трудоемкая. Она требует аккуратности и определенных умений, но по большому счету сложного в ней ничего нет (если не снимать двигатель). Для этого нужно:
Если износ шатунных вкладышей позволяет использовать их повторно, то замену делать не стоит, так как для этого понадобится расточить шейки коленвала. Самостоятельно такую работу без опыта качественно выполнить не получится.
Инструменты, необходимые для проведения работ
Для замены колец понадобятся:
- наборы рожковых и накидных ключей, а также вороток с удлинителем и головками номиналом от 10 – 19;
- динамометрический ключ;
- спец. обжим (оправка).
Кроме того, понадобится устойчивый к воздействию масла. Он пригодится во время установки прокладок поддона картера и клапанной крышки.
И вроде бы ничего сложного в перечисленных выше действиях нет, если замену производить не снимая двигатель с автомобиля. Однако есть нюансы, без учета которых двигатель с новыми кольцами долго не проработает. Когда цилиндр достигает предельной стадии износа, на поверхности его зеркала образуется «ступенька». Ударившись об нее, новое кольцо либо сразу сломается, либо получит трещину, которая в итоге все равно приведет к его поломке. Кроме того, канавки старого поршня также имеют износ, поэтому притирка новых колец к цилиндру будет затруднена или вовсе невозможна. Это значит, что дефектовку поршневой группы и цилиндров лучше доверить профессионалам.
Расточкой и хонингованием цилиндров также должны заниматься квалифицированные специалисты. К тому же эту работу выполнить без снятия двигателя невозможно. Поэтому перед тем как браться за дело, стоит хорошо подумать, реально оценить свои силы и возможности. Чтобы результатом ремонта не стала замена поршневой группы в целом, или того хуже – не пришлось бы сдавать двигатель в .
|
Как подгонять и устанавливать поршневые кольца
Установка зазоров и правильная установка поршневых колец является одной из наиболее важных частей сборки двигателя. Вот как это сделать правильно.
Поршневые кольца выполняют в двигателе ряд функций: они герметизируют давление сгорания и газы в камере, предотвращая их прохождение через поршень в картер, где они могут только нанести вред. Они стабилизируют поршень, когда он движется вверх и вниз по отверстию цилиндра, помогают охлаждать поршень, передавая тепло отверстию блока цилиндров, и, наконец, они измеряют масляную пленку на поверхности отверстия во время работы.Кольца выполняют эти функции в самых экстремальных условиях, поэтому всегда следует использовать наборы колец премиум-класса с материалами и дизайном, соответствующими предполагаемому применению.
Для получения дополнительных советов и методов сборки двигателя нажмите здесь!
Поршневые кольца поставляются комплектами для каждого поршня. Тип и материал кольца зависят от области применения и желаемого использования. Типовой пакет колец состоит из двух компрессионных колец и маслосъемного кольца.В подавляющем большинстве конструкций поршней и колец используется пакет из 3 колец.Два верхних кольца называются компрессионными и герметизируют давление сгорания. Нижнее маслосъемное кольцо на самом деле состоит из трех разных колец — двух узких направляющих и одного расширителя. Основная функция маслосъемного кольца заключается в контроле количества масла, которое попадает между поршнем и отверстием, что необходимо для целей смазки и теплопередачи. Тем не менее, второе кольцо также обеспечивает небольшой контроль масла. Слишком много масла, проходящего через кольца, попадает в камеру сгорания, что приводит к всевозможным проблемам, что делает работу маслосъемного кольца критической.
Рекомендуется протирать кольца во время сортировки. Эти советы и рекомендации исходят от CNC Motorsports в Брукингсе, Южная Дакота.Поршневые компрессионные кольца герметизируются к отверстию за счет радиального натяжения и давления сгорания, и каждый из них необходимо учитывать при установке комплекта колец на двигатель. Радиальное натяжение — это то, что вы чувствуете, когда сжимаете кольцо рукой — это отталкивание, когда кольцо хочет снова открыться, — и оно помогает протолкнуть кольцо в поверхность отверстия и герметизировать зазор между поршнем и стенкой цилиндра.Однако в процессе работы большая часть уплотнения создается газообразными продуктами сгорания, которые просачиваются за кольцо (между кольцом и канавкой поршня) и отталкивают кольцо от поршня в отверстие.
Поршневые кольца расширяются за счет тепла сгорания, закрывающего торцевой зазор. Если зазор слишком мал, концы колец будут соприкасаться друг с другом, что приведет к повреждению.Наиболее важным моментом при установке поршневых колец является торцевой зазор. Торцевые зазоры колец должны быть правильно отрегулированы, чтобы зазор позволял минимальному давлению сгорания проходить между поршнем и отверстием при рабочей температуре.Кольцо должно иметь разрез, чтобы его можно было установить на поршень, а также оставить место для расширения. Этот зазор должен быть как можно меньше во время работы, чтобы герметизировать как можно большее давление сгорания в камере, но достаточно большим, чтобы концы колец не соприкасались, когда они расширяются из-за тепла сгорания. Это называется стыком и может привести к катастрофическому отказу поршня.
Для многих высокопроизводительных приложений Wiseco включает в себя кольца для напильников, которые имеют очень малые торцевые зазоры, которые должны быть отшлифованы, чтобы соответствовать отверстию для обеспечения надлежащего торцевого зазора для приложения.Для проверки зазора кольцо следует поместить в отверстие (без поршня) и выровнять его по уровню с помощью приспособления для выверки колец. Отверстие цилиндра должно быть отшлифовано до окончательного размера, прежде чем можно будет проверить кольцевой зазор. Как только кольцо окажется в отверстии, используйте щуп, чтобы проверить зазор.
Боковой зазор кольца — это пространство между посадочной площадкой поршневого кольца и самим кольцом. Вам не нужно устанавливать кольцо на поршень, чтобы проверить боковой зазор, вы можете просто вставить кольцо в канавку и измерить зазор щупом.Пока кольцо находится в канавке, убедитесь, что ширина самого кольца не больше, чем канавка. Это известно как возврат назад.Для регулировки зазора кольцо необходимо подпилить. Вы можете использовать плоский напильник, закрепленный в тисках, или механический/электрический кольцевой напильник, чтобы сделать работу проще и точнее. Убедитесь, что напиливаете кольцо снаружи внутрь, так как это предотвращает сколы на поверхности кольца и возможные покрытия. Убедитесь, что разрезы прямые, сжав кольцо и подняв его на свет, чтобы посмотреть на зазор.Если он не идеально прямой, немного обработайте зазор напильником, убедившись, что вы не открываете его больше, чем требуется для окончательного зазора.
Используйте приспособление для выверки колец, чтобы точно установить поршневое кольцо в отверстии, и щуп, чтобы проверить его зазор. Часто проверяйте зазор и шлифуйте медленно, чтобы не испортить кольцо.Подпиливая кольца, подкрадитесь к последнему зазору. Работайте медленно, удаляя минимальное количество материала за раз и часто перепроверяя зазор. Помните, что вы не можете вернуть материал обратно.
Используйте щуп для определения предварительного кольцевого зазора. Этот процесс необходимо повторить для каждого кольца, включая маслосъемное кольцо.В идеальном режиме зазоры на концах колец будут близки к нулю, чтобы удерживать все давление сгорания в камере. Но не поддавайтесь искушению сделать зазоры на концах колец меньше рекомендованных спецификаций (включенных во все комплекты колец). Вероятность задевания колец и повреждения намного перевешивает любой потенциальный прирост мощности.
Зазор регулируется подпиливанием концов кольца.Самый дешевый способ — зажать напильник в тисках и провести кольцом по торцу. Существует два типа специализированных кольцевых фильтров: с ручным приводом и с электроприводом. Этот магазин использует ручные фильтры, но при желании модифицирует их для вращения с помощью дрели.Что касается порядка установки, то верхнее и второе кольца на первый взгляд очень похожи друг на друга , но их конструкция часто сильно различается.
Верхнее кольцо подвергается наиболее интенсивному нагреву и давлению, а второе кольцо является его «резервным» и выполняет двойную функцию дозирования масла, которое проходит мимо нижнего, маслосъемного кольца.
Затачивайте медленно и убедитесь, что зазор перпендикулярен отверстию, а не под углом (справа)Из-за этого их конструкции иногда различаются, поэтому необходимо убедиться, что правильное кольцо входит в правильную канавку поршня. Наборы колец идентифицируют верхнее и второе кольца, как правило, по маркировке на верхней части поверхности кольца, но это всегда следует уточнять у производителя либо непосредственно в прилагаемой инструкции.
Используйте напильник для удаления заусенцев с колец. Мошеннический заусенец может поцарапать и оставить царапины на цилиндре только что отточенного двигателя.Что касается идеального торцевого зазора для вашего конкретного двигателя. Тема была чрезвычайно научно разработана. К каждому набору колец прилагается таблица применения, в которой учитываются диаметр отверстия, область применения и предполагаемый зазор. Например, безнаддувный двигатель и двигатель с закисью азота будут иметь разные концевые зазоры, даже если у них одинаковые отверстия.
Ознакомьтесь с инструкциями производителя поршня, чтобы определить правильный зазор кольца для конкретного применения. Для двигателей с увеличением мощности потребуются большие торцевые зазоры, чем для двигателей без наддува.Закись азота будет выделять больше тепла, что приведет к большему расширению колец, поэтому им потребуется больший зазор. Изображения принудительной индукции имеют аналогичный эффект на зазор в конце кольца. Чтобы рассчитать правильный торцевой зазор для вашего двигателя. Умножьте рекомендуемый зазор на диаметр отверстия цилиндра. Например: уличная полоса с диаметром отверстия 4,030 дюйма имеет рекомендуемый зазор отверстия x 0,0045 дюйма.
Умножая 4,030 дюйма на 0,0045 дюйма, мы получаем торцевой зазор 0,018 дюйма для верхнего кольца.Оттуда мы можем ударить по кольцевому шлифовальному станку и начать зачищать.
После того, как все кольца установлены правильно, кольца можно собрать на поршни и установить в двигатель.Поршневые кольца — узнайте, как установить поршневые кольца для максимальной мощности
В сборке гоночного двигателя так много деталей, что трудно охватить весь процесс и ожидать, что вы полностью его поймете. Вместо этого мы сосредоточимся на одном очень конкретном этапе сборки двигателя, установке поршневых колец, так что я могу быть полностью подробным, и вы поймете.
Установка поршневых колец является критическим шагом , который действительно требует как искусства, так и науки, чтобы в конечном итоге получить комбинацию, которая герметизирует давление сгорания над поршнем, очищает масло от цилиндров, чтобы оно не загрязняло процесс сгорания. , и передает тепло от поршня к стенке цилиндра.
Помимо подгонки, мы используем разные кольца для разных целей, используем некоторые покрытия и пробуем все, что даст больше мощности задним колесам.Но основы для получения оптимального торцевого зазора кольца, подгонки масляных направляющих/расширителя и считывающих колец, когда они выходят из двигателя, помогут вам в игре с лошадиными силами.
Посадка поршневых колец очень важна и поэтому заслуживает этого обсуждения.
Как установить поршневые кольца
Шаг 1: Установка поршневых колец звучит так, как будто это должен быть процесс от коробки к поршню, но это еще не все. Узнайте , что нужно для установки колец для минимальной утечки из цилиндра и максимальной долговечности.
Шаг 2 : Поршневые кольца поставляются в виде комплекта, завернутого в пластик и упакованного в коробки. Независимо от того, какие кольца вы покупаете — с молибденовым наполнением, хромированные, стальные и т. д. — осмотрите их на наличие сколов, трещин, ржавчины или любых других включений, которые могут вызвать отказ или утечку давления сгорания после установки. Если кольцо каким-либо образом повреждено, я не буду его использовать.
Шаг 3: Мне нравится протирать кольца растворителем для лака, осматривая их. Затем я шлифую все края колец наждачной бумагой с зернистостью 400, чтобы сгладить все шероховатости.Используйте очень легкое давление и сделайте только один или два прохода по краю. Затем Red Scotch-Brite используется для удаления чрезмерного покрытия или пленки производителя с внешнего края кольца.
Этап 4: Следующим этапом является установка кольца в соответствующее отверстие с помощью инструмента для выверки поршневых колец. Часто поршневые кольца не помещаются в отверстии из коробки, потому что они слишком большого размера. Если это так, не прилагайте силу и не скручивайте кольцо, просто спилите немного материала с торцевого зазора и начните медленный процесс получения кольца нужного размера.
Шаг 5: Многие компании, такие как Powerhouse и ABS, предлагают инструменты для выпрямления поршневых колец. У меня были инструменты для выпрямления, сделанные специально для поршней в наших двигателях. Они располагают кольцо там, где оно будет находиться вокруг ВМТ хода. Так как горение происходит в этой области. Мне нравится устанавливать конечный зазор в этой точке. Кроме того, из-за искривления цилиндра при закручивании головки и избыточного тепла, выделяемого при сгорании, в этой области необходимо установить надлежащий размер торцевого зазора.
Этап 6: Правильная установка поршневых колец в блок — сложный процесс, требующий последовательного измерения всех цилиндров.Это измеренный разрыв, но нужно определенное чувство, чтобы правильно его понять. Я использую щуп MAC FG013 с тремя размерами (в данном случае 0,020, 0,021 и 0,022 дюйма) и с квадратным кольцом в отверстии. Я пытаюсь вставить соответствующий щуп в зазор, начиная с внутренней стороны кольца. Если он не подходит, я уменьшаю размер до тех пор, пока не подойдет один. Я считаю размер зазора истинным, когда соответствующий щуп слегка вовлекается в зазор и выходит из него, и когда зазор достаточно тугой, что, как только датчик окажется в зазоре, натяжение едва удержит весь щуп на месте.
Шаг 7: Если вы не знаете, вырезание кольцевого зазора должно производиться очень небольшими порциями. Это процесс, который требует времени, потому что вам нужно подобрать идеальный размер. Не торопитесь, чтобы избежать слишком большого концевого зазора. Если вам нужно удалить 0,020 дюйма, возьмите 0,010 дюйма с каждой стороны кольцевого зазора, чтобы предотвратить плохое сопряжение двух концов кольца.
Шаг 8: Прежде чем я попытаюсь разрезать кольцо для правильного торцевого зазора, я всегда отрезаю пару тысячных с каждого конца кольца и проверяю, как концы соединяются.Я сжимаю концы вместе, чтобы кольцо было в цилиндре, глядя на свет. Если кольца не стыкуются идеально ровно на конце, я регулирую точку крепления кольцевого файла и снова повторяю процесс, пока два конца не стыкуются идеально. Таким образом, все остальные кольца для этого двигателя будут иметь хорошие торцевые зазоры. Это сделано для того, чтобы свести к минимуму утечку давления сгорания и прохождение масла через эту область.
Шаг 9: На этой фотографии едва видна полоска света в форме пирога, проходящая через внутренний край торцевого зазора кольца.Вот почему важно с самого начала отрегулировать кольцевой файл для прямоугольности торцевого зазора.
Шаг 10: После всех итераций проверки верхнего и второго кольца в отверстии, их шлифовки и повторной проверки их размера (измерьте и держите кольца в порядке для каждого конкретного отверстия), следующим шагом является определение размера масляные рейки и натяжители. Это действительно чувственная установка. Я начинаю с натяжителя, устанавливая его прямо в отверстие и медленно перетаскивая вниз и вверх по стволу.Мне нравится достаточное натяжение, чтобы ощущалась шероховатость отверстия, но не настолько сильное, чтобы натяжитель цеплялся за поверхность.
Шаг 11: Чтобы отрегулировать размер расширителя, я слегка, я имею в виду слегка, отгибаю концевые выступы с каждой стороны расширителя. Язычки должны соединиться после того, как вы их согните, поэтому не сгибайте один пучок и не касайтесь другого.
Шаг 12: После того, как размеры колец подобраны для отверстий, я проверяю их все в поршнях. Прежде чем это произойдет, я использую наждачную бумагу с зернистостью 400 и щуп меньшего размера, чтобы слегка отшлифовать поверхность верхнего кольца, чтобы удалить любые заусенцы, возникшие во время сверления газовых портов.Я не пытаюсь удалить материал, просто чтобы кольцо не болталось на заусенце.
Шаг 13: Установка верхнего и второго колец на поршень должна выполняться с осторожностью. Мне нравится равномерно распределять кольцо обеими руками (как показано на рисунке). Мой опыт показал, что если вы крутите кольцо на поршне и снимаете его, это приводит к заданному скручиванию кольца, что может помешать его правильной посадке в кольцевой зоне во время работы двигателя.
Шаг 14: Затем я проверяю вертикальный зазор по отношению к кольцу и кольцу.Это будет отличаться для разных двигателей. Для нашей ситуации мне нужен вертикальный зазор от 0,0005 до 0,0008 дюйма на двигателе с ограничительной пластиной и от 0,0008 до 0,0012 дюйма по вертикали на наших открытых двигателях. Для их определения я использую щупы 0,001 (ENCO PN 615-5001) и 0,0005 (ENCO PN 615-5000) дюймовые щупы. Не держите эти датчики в руке долго; они очень легко изменят толщину из-за температуры.
Установка колец · Технипедия · Моторсервис
Комплект для сборки поршневых колец| Колбеншмидт арт.нет. | Имя | |
|---|---|---|
| 50 009 816 | Поршневые кольца потрясающие полосы для Ø 57 — 125 мм | |
| 50 009 828 | Поршневые кольца потрясающие полосы для Ø 90 — 175 мм | |
| 50 009 913 | 50 009 913 | Сборочный комплект поршневых колец |
Смазать поршневые кольца и поршни достаточным количеством масла и установить с помощью закрывающего зажима для поршневых колец или конической сборочной втулки, чтобы предотвратить повреждение поршневых колец.
После установки поршневых колец необходимо убедиться, что они могут свободно перемещаться. Поверните соединительные концы поршневых колец на 120° каждое на поршне.
Примечание:
Поршни для двухтактных двигателей с поршневыми кольцами, защищенными от прокручивания, не должны перекручиваться при установке в цилиндры. При этом стопорный штифт может перемещаться под отпружиненным наружу поршневым кольцом в области окна цилиндра и ломаться на противоположной кромке окна.
Если между компрессионным кольцом с параллельными сторонами и боковой поверхностью соответствующей канавки измерено расстояние 0,12 мм или более, поршень чрезмерно изношен и подлежит замене.
Шаг 1: Очистка поршней
Прежде всего тщательно очистите поршни и удалите все следы нагара из кольцевых канавок.Удалите нагар из отверстий для возврата масла с помощью спирального сверла и разводного ключа. Очистите канавки, не повреждая при этом стороны канавки. Замените треснувшие, просевшие и изношенные поршни.
Если между компрессионным кольцом с параллельными сторонами и боковой поверхностью соответствующей канавки измерено расстояние 0,12 мм или более, поршень чрезмерно изношен и подлежит замене.
Зазор канавки Измерение канавок поршневых колец щупом. КС арт. нет. 50 009 824| Ю.А. Удобность поршней | Groove Clearance (мм) |
|---|---|
| поршней можно использовать без беспокойства | 0,05 — 0,10 |
| Увеличение предостережения требуется | 0,11 — 0,12 |
| Необходимо использовать новый поршень! | > 0,12 |
Шаг 3: Проверка износа цилиндра
Если износ цилиндра выше 0.1 мм для двигателей Otto и 0,15 мм для дизельных двигателей, цилиндр также подлежит замене (износ реверсивного отверстия верхнего кольца).
Шаг 4: Очистка цилиндров
Удалить нагар в верхней неиспользуемой области гильзы цилиндра.
Проверка штангенциркулем КС с индикатором часового типа, точность 0,01 мм КС арт. нет. 50 009 814Шаг 5: Проверка компонентов комплекта колец
При замене поршневых колец всегда рекомендуется заменять полный комплект.Высота кольца проверяется штангенциркулем. Рекомендуется сравнение с данными нашего каталога.
Диаметр можно проверить мерным кольцом или переработанным цилиндром; зазор в суставе на основе субъективной оценки или с помощью щупа. При проверке диаметра колец в изношенных цилиндрах/гильзах цилиндров следует учитывать, что зазор в шарнире может принимать большие значения.
Хромированные поршневые кольца нельзя устанавливать в хромированные гильзы цилиндров.
Клещи для поршневых колецКС арт.нет. 50 009 815 для ø 50–110 мм
КС арт. нет. 50 009 829 для ø 110–160 мм
Шаг 6: Установка поршневых колец
Вставьте поршневые кольца в соответствующие канавки для поршневых колец с помощью подходящего монтажного инструмента.
Следует избегать чрезмерного расширения поршневых колец при монтаже; это вызывает необратимую деформацию и влияет на работу поршневого кольца.
Маркировка «ВЕРХ» должна быть направлена на днище поршня, чтобы эффект царапанья был направлен на конец поршня с юбкой.
Special:
Установка пружинных шайб стальных рельсов
Примечание:
При использовании трехзначных пружинных шайб из стальной направляющей может случиться так, что распорная пружина перехлестнет по концам шарнира. По этой причине перед установкой поршней всегда контролируйте положение лопастей расширителя.
После установки поршневых колец необходимо убедиться, что они могут свободно перемещаться.Поверните соединительные концы поршневых колец на 120° каждое на поршне.
Примечание:
Поршни для двухтактных двигателей с поршневыми кольцами, защищенными от прокручивания, не должны перекручиваться при установке в цилиндры. При этом стопорный штифт может перемещаться под отпружиненным наружу поршневым кольцом в области окна цилиндра и ломаться на противоположной кромке окна.
Смазать поршневые кольца и поршни достаточным количеством масла и установить с помощью зажима для поршневых колец или конической сборочной втулки, чтобы предотвратить повреждение поршневых колец.
| Колбеншмидт арт. нет. | Имя | |
|---|---|---|
| 50 009 816 | Поршневые кольца потрясающие полосы для Ø 57 — 125 мм | |
| 50 009 828 | Поршневые кольца потрясающие полосы для Ø 90 — 175 мм | |
| 50 009 913 | 50 009 913 | Комплект поршневых колец в сборе |
Комплект для сборки поршневых колец
Установка поршневых колец: полная инструкция
Если вы покупаете готовые стандартные поршни VW или Audi, поршневые кольца уже установлены.Это не тот случай, если вы строите двигатель самостоятельно или у нас есть гоночный двигатель. Затем вам все равно придется установить поршневые кольца на поршни. Здесь вы узнаете, как подготовить поршни, установить поршневые кольца, а затем соединить поршни с шатунами.
Функция – Каково назначение поршневых колец?
Поршневые кольца, среди прочего, уплотняют поршни. Кроме того, они обеспечивают хорошее распределение смазочного масла и передают тепло от поршней к охлаждаемым стенкам цилиндра.Поршневые кольца не образуют полный круг; у них есть отверстие, называемое концевым зазором. Только после установки кольцо становится круглым.
Обычно на цилиндр устанавливаются три поршневых кольца с разными функциями и из разных материалов:
- Верхнее кольцо является компрессионным. Он отвечает за герметизацию и отведение тепла.
- Среднее кольцо герметизирует камеру сгорания от дымовых газов. Он также регулирует подачу масла на скважину.
- Нижнее кольцо представляет собой маслосъемное кольцо (состоит из трех частей). Он распределяет количество смазочного масла на стенке цилиндра, в котором соскребает масло.
Какой торцевой зазор поршневых колец?
Поршневые кольца имеют отверстия. Расстояние между концами поршневого кольца при его установке называется концевым зазором. Измеряется после того, как поршневое кольцо установлено и перпендикулярно стенке цилиндра. Для вставки поршневого кольца можно использовать специальные приспособления, сам поршень или голые руки.Когда мы говорим об установке поршневых колец, это включает в себя регулировку торцевого зазора. Далее ниже вы увидите, как правильно отрегулировать зазор.
Зачем нужны новые поршни и поршневые кольца с тюнингом?
Если вам нужны новые поршни для вашего стандартного двигателя, вы также можете установить серийные поршни. Они поставляются полностью собранными, с уже установленными поршневыми кольцами. С тюнингом дела обстоят иначе. Здесь действуют такие большие усилия, что стандартные поршни не могут выдержать нагрузку из-за более высокого давления наддува и т. д.Размеры отверстия также перестают быть правильными, если мы строим двигатель со следующим более высоким отверстием. Компрессия — еще одна причина, по которой стандартные поршни не работают с тюнингом. Здесь мы значительно снижаем компрессию, потому что для большей мощности нам также нужно более высокое давление наддува. Показателем более низкой компрессии является размер углубления в головке поршня: чем больше углубление, тем ниже компрессия.
Установка поршневых колец: как правильно отрегулировать осевой зазор
Необходимо не только проверить осевой зазор поршневых колец, но и отрегулировать его.Вы можете сделать это индивидуально для каждого цилиндра. Не забудьте отметить измеренные значения в своем отчете. Там вы можете, среди прочего, ввести отверстие и концевой зазор. Таким образом, у вас всегда будут значения под рукой, если вы захотите что-то изменить снова. К вашим поршням всегда прилагается инструкция по установке, «руководство по установке колец». Выполните следующие действия, чтобы отрегулировать торцевой зазор:
- Расположите поршни и соответствующие поршневые кольца в правильном порядке. Это приводит к минимально возможным ошибкам.
- Соблюдайте направление установки: углубления в поршне глубже на стороне впуска.
- Первое поршневое кольцо блестит, а второе более темное и матовое. Маркировка на кольце направлена вверх.
- Затем вы вставляете кольцо, с которым хотите работать, в цилиндр. Для этого у нас есть специальный пластиковый инструмент, который мы придумали сами. Также можно снять поршень. Убедитесь, что поршневое кольцо действительно установлено параллельно отверстию.
- Далее вам понадобятся щупы для измерения торцевого зазора.Необходимый размер зазора зависит от вашего двигателя, ваших требований и т. д.
- Если щуп не входит в зазор, вы должны сточить поршневое кольцо. Делайте только одну сторону, чтобы получить оптимальный результат. Двигайтесь медленно и постепенно — не шлифуйте слишком сильно слишком быстро.
- Очистите поршневое кольцо от грязи и проверьте, прямые ли концы.
- С помощью щупа еще раз проверьте и отрегулируйте поршневое кольцо, пока не будет достигнут желаемый размер зазора.
- Затем удалите заусенцы со всех сторон, чтобы не царапать канавки в цилиндре.
- При установке кольца на поршень сначала зафиксируйте поршень на месте.
- Затем проверьте, можно ли провернуть поршневое кольцо в поршне и не заедает ли оно. Если он застревает, его необходимо удалить заусенцы снова.
- Если все в порядке, раздвиньте кольцо с концов, чтобы надеть его на поршень (не поцарапав его).
- Еще раз проверьте, насколько хорошо он может поворачиваться.
- После того, как вы вставили все кольца, поверните их так, чтобы края не лежали друг над другом (как звезда Mercedes).
- Когда поршень готов, его можно установить. Для этого мы используем тефлоновый рукав. Также можно взять натяжной ремень, но мы рекомендуем использовать воронку.
- Нанесите большое количество масла на втулку, поршень, поршневые кольца и шатунные подшипники.
- Затем наденьте втулку на поршень с особой осторожностью, чтобы предварительно натянуть кольца.
- После того, как цилиндр смазан, вы можете вставить поршни в правильном направлении установки. Еще раз проверьте, все ли правильно выровнено.Втулка должна лежать на колодке. Наконец, осторожно вставьте поршень в цилиндр.
Нужна помощь?
Мы будем рады помочь вам определить концевой зазор и даже полностью позаботиться о сборке вашего гоночного мотора. Просто позвоните нам или напишите нам по электронной почте.
Как заменить поршневые кольца автомобильного двигателя
Установка поршней
После установки новых поршневых колец дайте им время обкатки, прежде чем подвергать их двигатель до полной нагрузки, это позволит кольцам правильно стыковаться со свежей проточенное отверстие.Эти процедуры «обкатки» помогут двигателю работать в полную силу. способность при контроле расхода масла.
СПОНСОРСКИЕ ССЫЛКИ
Полезная информация
Если новые поршневые кольца будут установлены без работы машины, это улучшит ситуацию. хуже из-за продолговатой формы износа стенок цилиндров, возникающей при нормальном длительном срочные операции. Другими словами, новые поршневые кольца идеально круглые, без износа. если они установлены в цилиндр овальной формы (изношены) нарушение работы кольца будет усиливаться.
Поршневые кольца двигателя используются для уплотнения поршня к стенке цилиндра во время такт сжатия. Когда происходит воспламенение, эти кольца прижимаются к стенки цилиндров блока цилиндров, чтобы помочь удерживать высвобождаемую энергию. Большинство поршни двигателя содержат три отдельных кольца, которые выполняют уникальные задачи. Первое кольцо или верхнее кольцо — это основное кольцо сгорания, которое принимает на себя основную нагрузку, поскольку поршень толкается вниз. Второе кольцо сгорания действует как переливной или вторичное удерживающее кольцо, которое помогает в обслуживании первого основного сгорания звенеть.Третье и последнее кольцо используется для предотвращения попадания моторного масла в камеру сгорания. камере и сгорает при воспламенении взрывоопасных газов. Это маслосъемное кольцо состоит из трех отдельных частей и должен быть собран на поршне.
Поршневые кольца обычно служат в течение всего срока службы двигателя, но поскольку эти кольца сделаны из чрезвычайно твердого и хрупкого металла, они могут сломаться, что приведет к выходу из строя. Эти отказы могут варьироваться от низкой компрессии, пропусков зажигания цилиндра, задиров стенки цилиндра и горящее масло.
По мере старения двигателя поршневые кольца притираются к стенкам цилиндра и в конечном итоге выходят из строя, естественно. Когда это условие присутствует, оно снижает компрессию двигателя, что вызывает низкую компрессию, горящее масло и сильный запах выхлопных газов, что является результатом процесса неполного сгорания. Каждый раз, когда двигатель достигает своего нормального срока службы двигатель необходимо разобрать и заново обработать (восстановить). Этот процесс не трудно с соответствующими инструментами и инструкциями.
Необходимые инструменты и расходные материалы
СПОНСОРСКИЕ ССЫЛКИ
- Инструмент для установки поршневых колец
- Защитные очки и перчатки
- Моторное масло
- Магазинные полотенца
- Маленькая стандартная отвертка или отмычка
- Новый комплект поршневых колец
Передовой опыт
- Поршневые кольца являются очень важной частью двигателя и должны устанавливаться с заботой и чистотой.
- Никогда не устанавливайте новые поршневые кольца в изношенные стенки цилиндров.
- Сохраняйте кольцевой зазор в правильном месте на поршне
- Никогда не перекручивайте компрессионные кольца при установке .
Пошаговое руководство по установке штока и поршня
Поршневые кольца
Шаг 1: осмотр новых колец
Когда вы откроете коробку с поршневыми кольцами, обратите внимание, что она разделена на отсеки и помечена, что является верхним и вторым кольцами канавки.В этом случае верхние кольца изготовлены из хромомолибденового сплава и имеют блестящую поверхность, а вторые кольца железные и матовые на вид. Также обратите внимание, что на кольцах будет точка на одной стороне. Кольца следует устанавливать точкой к верхней части поршня.
Этот технический совет взят из полной книги
КАК ВОССТАНОВИТЬ ДВИГАТЕЛИ FORD BIG-BLOCK . Подробное руководство по этому вопросу можно найти по этой ссылке: . УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ ЗДЕСЬ
ПОДЕЛИТЕСЬ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этой публикацией на Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете.Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на сайт: https://www.diyford.com/ford-big-block-step-step-rod-piston-installation-guide/
Шаг 2. Подготовьтесь к проверке зазоров колец
Несмотря на то, что в заводских руководствах по техническому обслуживанию рекомендуются зазоры между концами колец, обратите внимание на печатные материалы, поставляемые с вашими поршнями (если вы не используете оригинальные поршни повторно) и вашими кольцами. В этом случае наши заэвтектические поршни требуют большего, чем средний, торцевого зазора, поэтому мы используем поршневые кольца, устанавливаемые напильником.Чтобы проверить торцевой зазор кольца, сначала вручную установите кольцо в отверстие цилиндра, как показано на рисунке.
Шаг 3: квадратное кольцо (совет профессионального механика)
Используйте один из поршней в перевернутом положении, чтобы выровнять кольцо в отверстии и расположить его достаточно глубоко в цилиндре. Надавите на кольцо вниз, пока стороны штифта не станут параллельны деке блока.
Шаг 4. Проверка зазоров в кольцах
Когда кольцо выровнено и установлено в цилиндре, вы можете проверить торцевой зазор с помощью стандартного щупа.Это дает вам базовое измерение, чтобы определить, сколько материала необходимо удалить с концов кольца, чтобы получить желаемый зазор.
Шаг 5: файл, чтобы соответствовать
Недорогой напильник для поршневых колец с ручным приводом, такой как этот от K-D tools, сделает достаточную работу по подпиливанию ваших колец.
Шаг 6: Продолжить регистрацию… осторожно
Расположите кольцо лицевой стороной вверх и напротив направляющих инструмента.Сожмите концы кольца, пока они не коснутся абразивного круга. Следите за тем, чтобы кольцо оставалось плоским при вращении рукоятки в указанном направлении. Не спиливайте слишком много материала сразу. Не торопитесь и часто проверяйте зазор торца кольца в отверстии цилиндра. Я использую простой метод подсчета количества оборотов ручки, чтобы определить, сколько материала удаляется. Это немного сокращает количество раз, когда мне нужно проверять пробел в процессе подачи.
Шаг 7: сгладьте любые заусенцы
С помощью небольшого ручного напильника сгладьте любые заусенцы на заточенных концах поршневых колец перед окончательной проверкой торцевого зазора и установкой на поршень.
Шаг 8: оставайтесь организованными
Каждое поршневое кольцо следует подгонять к конкретному цилиндру, принимая во внимание, что диаметр отверстия каждого цилиндра может незначительно отличаться. Поместите свои кольца на пронумерованный кусок чистого картона, чтобы просто отслеживать, какие кольца предназначены для какого цилиндра.
Установка колец на поршни шаг за шагом
Шаг 1: Подготовка к установке колец на поршни
В первую очередь прочтите указания производителя поршневых колец.Этот производитель поршневых колец пометил концы расширителя маслосъемного кольца цветовой маркировкой, чтобы предотвратить перекрытие во время установки. В этом случае производитель рекомендует совместить концы расширительного кольца с отверстием для поршневого пальца в поршне.
Шаг 2: Установите маслосъемные кольца
После установки расширителя маслосъемные кольца встают.Поместите один конец гибкого кольца в канавку над расширителем, а затем рукой «введите» кольцо в канавку. Затем этот процесс повторяется с нижним кольцом. Установив маслосъемные кольца, еще раз проверьте, чтобы концы расширителя были правильно соединены встык и не перекрывались. Затем расположите маслосъемные кольца так, чтобы их соответствующие торцевые зазоры находились на противоположных сторонах поршневого пальца.
Шаг 3: Установите второе кольцо
Далее идет второе кольцо.Сначала убедитесь, что кольцо правильно ориентировано (точка на кольце обращена вверх), а затем с помощью инструмента для расширения поршневых колец установите кольцо в канавку на поршне. Расширители поршневых колец недороги и необходимы, если вы не хотите рисковать сломать кольцо или поцарапать поверхность поршня.
Шаг 4: Установите верхнее кольцо
Верхнее кольцо устанавливается так же, как и второе кольцо.Ознакомьтесь с рекомендациями производителя по ориентации зазоров торцевых колец на поршне. Обычно торцевые зазоры располагаются на 180 градусов друг от друга.
Пошаговая установка шатунов и поршней
Шаг 1: смажьте пальцы на запястье
Важно обеспечить достаточную смазку поршневых пальцев во время первого запуска. Используйте либо хорошее покрытие моторного масла, либо сборочную смазку. В каждый комплект поршней Keith Black входит небольшой контейнер со сборочной смазкой Torco/MPZ, которая защищает пальцы от задиров, истирания и износа во время запуска.
Шаг 2: Смажьте кольца и юбки
Нанесите тонкий слой масла на поршневые кольца и юбки, чтобы облегчить установку в отверстие и защитить их во время первого запуска.
Шаг 3: Установите коленчатый вал
Расположите коленчатый вал так, чтобы шейка цилиндра, в который вы собираетесь установить поршень, находилась в правильном месте, чтобы беспрепятственно принять шатун.
Шаг 4: Установите вкладыш подшипника
Установите верхнюю половину вкладыша шатунного подшипника в шатун, а нижнюю часть в соответствующую крышку шатуна. Нанесите на подшипники слой моторного масла или сборочной смазки.
Шаг 5: Дважды проверьте ориентацию торцевого зазора
После повторной проверки ориентации зазора торцов колец установите на поршень приспособление для сжатия поршневых колец и защитные втулки на болты шатуна.
Шаг 6: проверьте ориентацию
Проверьте номер штока и поршня и ориентацию по отношению к цилиндру, в который они устанавливаются. Здесь мы начнем с цилиндра и шатуна номер 1, отметив, что толстая сторона шатуна (отмеченная желтой точкой при сборке) обращена к противовесу коленчатого вала (наружу), а номер, выбитый на шатуне, лицом наружу. Поскольку мы устанавливаем на этот двигатель поршни вторичного рынка, на нем нет метки, указывающей, какая сторона поршня обращена вперед, как на большинстве поршней оригинального оборудования, но вырез впускного клапана в поршне служит той же цели.(Кит Блэк поставляет со своей продукцией схему ориентации поршня.) Если вы все еще не уверены, просто сравните расположение предохранительного клапана с расположением впускного клапана в головке блока цилиндров.
Шаг 7: Вставьте узел в отверстие
После того, как узел поршня и штока правильно выровнен, вставьте его в отверстие до тех пор, пока сжимающее кольцо не коснется поверхности деки. Затем с помощью молотка постучите по компрессору и установите его на место.
Шаг 8: Установите в отверстие
Теперь с помощью рукоятки молотка вдавите поршень в отверстие.Он освободится после того, как кольца очистят компрессор. Снимите компрессор и с помощью рукоятки молотка сдвиньте поршень вниз, проверяя соосность шатуна с шейкой коленчатого вала. Также убедитесь, что вкладыш подшипника не сместился и не отсоединился от шатуна. Важно: Если вы столкнулись с каким-либо сопротивлением при вталкивании поршня в его отверстие: остановитесь, выньте поршень и шток в сборе и еще раз проверьте все, особенно кольцевой компрессор. Попытка вдавить поршень в цилиндр, скорее всего, приведет к поломке поршневого кольца, так что не торопитесь.
Шаг 9: Установите крышки шатунов
Установив шатун на коленчатый вал, еще раз проверьте верхнюю часть вкладыша подшипника, чтобы убедиться, что он остался на месте. Снимите защитные втулки с болтов, затем выровняйте крышку шатуна (со смазанной вставкой подшипника на месте) на болтах шатуна, убедившись, что номера, выбитые на шатуне и крышке, совпадают и выровнены. Затем установите гайки на болты шатуна и плотно затяните их (пока не затягивайте), чередуя из стороны в сторону, пока крышка не сядет на стержень.На этом фото изображен собранный вид процесса.
Затяните болты шатуна
После установки всех восьми поршней можно затянуть шатунные болты. Это должно быть сделано в три шага, по 15, 30 и 45 ft-lbs, чередуясь из стороны в сторону на каждой штанге, пока не будет достигнут рекомендуемый крутящий момент. В этом случае мы используем шатунные болты ARP вторичного рынка вместе с их сборочной смазкой Moly, для которых требуются другие характеристики крутящего момента, чем для оригинального оборудования.При использовании вторичного оборудования ознакомьтесь с инструкциями производителя и в случае сомнений обратитесь в отдел технической поддержки производителя.
Проверка бокового зазора штока
Шаг 1: важное измерение
С шатунами, затянутыми в соответствии со спецификацией, проверьте боковой зазор шатунов с помощью щупа, как показано на рисунке. После того, как вы убедились, что боковой зазор находится в пределах заводских спецификаций, нижняя часть вашего двигателя готова.Заводской минимальный максимальный боковой зазор шатуна для двигателей серии Lima составляет от 0,010 до 0,020 дюйма. Примечание. Это рекомендованный заводом-изготовителем зазор для шатунов оригинального оборудования. Если вы используете вторичный стержень при восстановлении, убедитесь, что вы прочитали все инструкции, прилагаемые к стержням, или проконсультируйтесь с производителем по поводу рекомендуемого бокового зазора.
Автор Чарльз Р.Моррис и переиздано с разрешения CarTech Inc
ПОЛУЧИТЕ СКИДКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы вышлем вам эксклюзивное предложение на эту книгу.
【решено】Как установить поршневые кольца
В какую сторону идут поршневые кольца?
Правильное сжатие Кольцо УстановкаКольца с канавкой или ступенькой на наружном диаметре и без метки или точки в виде точки должны быть установлены так, чтобы канавка была обращена к днищу поршня .Рекомендуется после установки всех колец на поршни перепроверить правильность установки каждого кольца на каждом поршне .
Смазываете ли вы поршневые кольца перед установкой?
Просто опустите ладонь в масло и протрите поршень и кольца перед установкой . Некоторые окунают поршень и кольца в банку с маслом — аж оно просто стекает.
При установке поршневых колец кольца устанавливаются первыми?
Расширительная часть масляных контрольных колец должна быть первой частью , которую вы устанавливаете . Входит в канавку 3 rd поршня .
Как установить поршневые кольца, не сломав их?
Можно ли запустить двигатель без поршневых колец?
Поршни изготавливаются без колец .Кольца представляют собой отдельный элемент, устанавливаемый на поршень перед сборкой. Для двигателей от до , работающих без колец , поршень должен быть практически по размеру с отверстием и оставаться таким во время работы.
Можно ли просто заменить поршневые кольца?
Замена поршневых колец считается переборкой двигателя и вы не можете просто заменить их как вы должны убедиться в правильности положения цилиндра, что означает, что он расположен прямо от верхней части цилиндра до нижней , а также что цилиндр идеально круглый.
Каковы признаки поршневых колец?
Когда водители замечают чрезмерный расход масла, белый или серый выхлопной дым, плохое ускорение и/или общую потерю мощности или плохую работу двигателя, они могут видеть признаки износа поршневых колец .
Стоит ли менять поршневые кольца?
В зависимости от того, как долго вы ездили с неисправным поршневым кольцом , может потребоваться некоторая механическая обработка для втулки поврежденного цилиндра. Для некоторых автомобилей проще приобрести новый (бывший в употреблении) двигатель.В противном случае , заменяющий , может быть стоящим , хотя все еще много труда, чтобы снести двигатель.
Можно ли повторно использовать поршневые кольца после хонингования?
Я не вижу ничего плохого в том, что повторно использует их. Пока они возвращаются в цилиндры, из которых они вышли, НЕ делайте деглазирование цилиндров. Если раньше он работал без масляного дыма, то должен быть в порядке, если вы соберете его так, как он был. Кольца уже притерты к каждому цилиндру, в который они были установлены.
Можно ли повторно использовать старые поршневые кольца?
Ity следует подчеркнуть, что «правильный» путь к сделать это расточить двигатель и заменить поршни и кольца , и что если старые кольца еще рабочие 9,367 лучше использовать повторно их, так как они уже соединены с цилиндрами , но если вам нужно заменить кольца и вы можете не расточить двигатель , вы должны сломать ребро
Могу ли я повторно использовать свои старые поршни?
Повторное использование оригинальных поршней не проблема, если юбки поршня и стенки цилиндра находятся в хорошем состоянии.Цилиндры нужно измерять очень тщательно, так как они изнашиваются неравномерно и хонинговщик может их не очистить. Что касается замены только одного поршня на , это тоже нормально — опять же с некоторыми предосторожностями.
Что произойдет, если поршневые кольца не садятся?
Без хорошего цилиндр на кольцо контакт поршень будет продолжать расширяться в отверстии. В какой-то момент поршень заклинит или заклинит. Обратной стороной к неправильной обкатке являются заклинившие поршни .Это фактически требует, чтобы во время обкатки кольцо соприкасалось со стенкой цилиндра .
Можно ли ездить с неисправными поршневыми кольцами?
Низкая мощность для разгона. Полная потеря мощности или плохая производительность. Вы можете ездить на своем автомобиле с неисправными поршневыми кольцами на определенные километры, но вы должны починить его как можно скорее, иначе вы повредите свой двигатель.
Как отклеить поршневые кольца?
Вот как это делаю лично я; Заливайте достаточное количество выбранного масла в отверстия для свечей зажигания, пока не будете уверены, что весь поршень покрыт.Дайте маслу отстояться в течение 24-48 часов, время от времени слегка проворачивая двигатель рукой. Масло обычно стекает в картер в течение 48 часов.
Как притирать новые поршневые кольца?
При первом запуске держите двигатель чуть выше холостого хода и дайте ему несколько оборотов вверх и вниз. Это включение и выключение оборотов в минуту поршня и колец происходит равномерно на впускной и выпускной сторонах. При воздушном охлаждении, как только двигатель нагреется настолько, что становится слишком горячим для прикосновения, выключите двигатель.
Сколько времени требуется для приработки новых поршневых колец?
Требуемый период обкатки изменился с течением времени благодаря улучшенным материалам и конструкциям поршневых колец . Применительно к малым двигателям период перерыва -in в настоящее время (5-10 часов) короток по сравнению с двигателями прошлого.
Как долго следует проводить перерыв в масле?
В общем, двигатель проехал под легкими и умеренными нагрузками около 500 миль.Опять же, эта продолжительность является эмпирическим правилом, но разрывов не должны превышать 1000 миль. Затем слейте обкаточное масло , залейте синтетическое масло по вашему выбору и начните движение.
Сколько времени усаживаются новые поршневые кольца?
Чугун (стандарт) Кольца обычно сиденья через 800-1200 миль, но не редкость взять 1500-2000 миль. 3. «Хромомолибденовые» кольца возьмут дольше (знаю что «хромомолибден» это миф, но именно так большинство людей называют хромированные кольца ) — до 2000-2500 миль.
Как часто нужно заменять поршневые кольца?
По большей части цилиндр не требует каких-либо действий с ним, если только он не поврежден. За поршень и кольца вы получите 100 ответов. Один парень потребует , вам нужно менять каждые 25 часов.
Как прирабатываются новые поршневые кольца 4-тактного двигателя?
Наилучший способ получить хорошее кольцо уплотнение это сломать его в упоре, после тщательного прогрева.Еще одним источником прорыва газов является смазывание поршня , колец и цилиндра. Самое тяжелое масло, которое вы должны использовать для этих предметов, — это WD40. Наносите масло только на штифт для запястья.
.