Маркировка поршневых колец: Поршневые кольца
Поршневые кольца
Поршень и цилиндр двигателя внутреннего сгорания имеют близкие размеры, однако, с какой бы высокой точностью они не изготавливались, между ними все равно остается зазор, через который в картер могли бы свободно проходить газы, образующиеся в результате сгорания рабочей смеси, а из картера в камеру сгорания попадало бы моторное масло. Для предотвращения этих крайне нежелательных явлений применяются поршневые кольца.
Они представляют собой незамкнутые кольца, посаженные с небольшим зазором в предназначенных для этой цели поршневых канавках. По своему предназначению они делятся на две группы:
- компрессионные, задача которых состоит в предотвращении прорыва газов из камеры сгорания в картер двигателя;
- маслосъемные, предназначенные для удаления излишков моторного масла со стенок цилиндров.
Компрессионные поршневые кольца имеют наружный диаметр немного больше диаметра цилиндра. Чтобы деталь могла поместиться внутри, в ней делается вырез, называемый замком.
Количество колец, устанавливаемых на один поршень, может варьироваться. На заре автомобильной эры, когда двигатели были тихоходными, чтобы как можно лучше справиться с потерями компрессии, их количество доходило до семи. В современных двигателях для каждого поршня, как правило, применяется три: два компрессионных и одно маслосъемное. У спортивных автомобилей с высокооборотистыми форсированными моторами инженеры довольно часто ограничиваются и вовсе двумя.
Содержание
- Какие материалы применяются для изготовления поршневых колец
- Анатомия поршневых колец
- Первое компрессионное кольцо
- Второе компрессионное кольцо
- Маслосъемные кольца
- Подбор запчастей
- Какие кольца лучше
Какие материалы применяются для изготовления поршневых колец
При изготовлении колец применяются различные материалы, такие, как чугун, нержавеющая сталь, хром и молибден.
Чугун сочетает в себе невысокую стоимость и достаточно высокие эксплуатационные характеристики, чем вызвано его широкое распространение.
 Чугун сочетает в себе невысокую стоимость и достаточно высокие эксплуатационные характеристики, чем вызвано его широкое распространение.
Чугун сочетает в себе невысокую стоимость и достаточно высокие эксплуатационные характеристики, чем вызвано его широкое распространение.В состав нержавеющей стали входит большое количество хрома для увеличения жаростойкости и сопротивляемости износу. Благодаря этому кольца из «нержавейки», как и хромированные, лучше сопротивляются высоким температурам, нежели чугунные. Поскольку первое компрессионное кольцо работает в условиях недостатка смазки, необходимо учитывать и этот фактор при выборе материала для него. Как нельзя лучше для покрытия подходит все тот же хром. Хромированные изделия намного лучше сопротивляются истиранию.
Молибден применяется в качестве покрытия рабочей части колец с целью увеличения их ресурса. Помимо этого, молибденовые поршневые кольца быстрее прирабатываются к стенкам цилиндров, что особенно важно в случае их замены при проведении капитального ремонта двигателя.
Анатомия поршневых колец
Не следует думать, что для всех колец из комплекта применяется один и тот же металл. На применяемый материал основное влияние оказывает расположение поршневых колец на поршне. Поскольку все поршневые кольца работают в разных условиях, то и требования, предъявляемые к сплавам, из которых они изготовлены, различны.
На применяемый материал основное влияние оказывает расположение поршневых колец на поршне. Поскольку все поршневые кольца работают в разных условиях, то и требования, предъявляемые к сплавам, из которых они изготовлены, различны.
Первое компрессионное кольцо
В наиболее тяжелых условиях находятся первые компрессионные кольца, поэтому к ним предъявляются наиболее высокие требования по жаростойкости и сопротивляемости износу. Чаще всего их изготавливают из чугуна с противоизносной вставкой из молибдена.
На первый взгляд все компрессионные кольца выглядят одинаково, однако их конфигурация может существенно различаться. Например, верхнее может быть немного перекручено. В результате с поверхностью цилиндра контактирует только его кромка, а не вся поверхность. Благодаря этому, уменьшаются потери на трение, и сокращается время приработки.
Другой тип – компрессионные кольца с L-образным участком. Их отличительная особенность – способность менять степень уплотнения в зависимости от давления, оказываемого рабочими газами на тыльную часть большого L-образного выступа. Под давлением они расширяются, улучшая компрессию (во время такта сжатия), когда давление уменьшается, диаметр наоборот, уменьшается, при этом уменьшается трение и износ деталей. Какие из колец лучше, каждый решает сам, поскольку у всех имеются свои преимущества.
Под давлением они расширяются, улучшая компрессию (во время такта сжатия), когда давление уменьшается, диаметр наоборот, уменьшается, при этом уменьшается трение и износ деталей. Какие из колец лучше, каждый решает сам, поскольку у всех имеются свои преимущества.
Второе компрессионное кольцо
Условия его работы менее напряженные, поэтому требования, предъявляемые к материалу, из которого оно изготовлено, менее жесткие. Второе компрессионное кольцо выполняет двойную задачу:- обеспечивает дополнительное уплотнение, задерживая газы, прорвавшиеся через первое;
- работает наподобие скребка, препятствуя попаданию моторного масла в камеру сгорания.
Нередко вторые компрессионные кольца имеют форму усеченного конуса, т.е. диаметр верхней части меньше, чем диаметр нижней. Благодаря такой конструкции, при движении поршня вниз со стенок цилиндра удаляется масло.
Оба компрессионных кольца имеют только одно правильное положение для установки, переворачивать их ни в коем случае нельзя, иначе они будут неправильно работать.
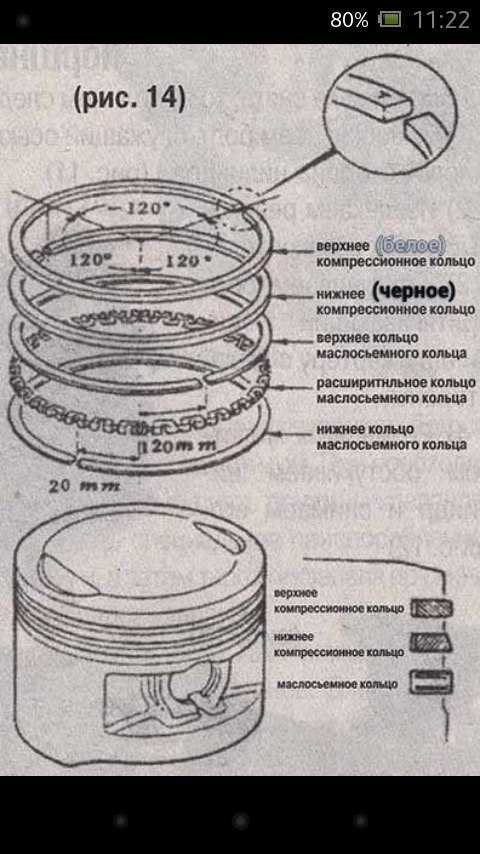 Для предотвращения ошибок при монтаже на их верхней стороне ставится маркировка, например, «Т» или «TOP».
Для предотвращения ошибок при монтаже на их верхней стороне ставится маркировка, например, «Т» или «TOP».Маслосъемные кольца
Они устанавливаются под компрессионными. В отличие от последних, их поверхность не сплошная, она имеет окошки, предназначенные для отвода моторного масла. В современных двигателях маслосъемные кольца устанавливаются по одному на каждый поршень, раньше они устанавливались по несколько, особенно в двигателях, предназначенных для стационарного использования.
Подбор запчастей
При выполнении капремонта двигателя необходимо правильно подобрать поршневые кольца, поскольку неправильный подбор приведет либо к отсутствию необходимой компрессии, либо к заклиниванию поршней в цилиндрах с последующим разрушением колец и образованием многочисленных задиров на поршнях и стенках цилиндров. Рассмотрим на примере двигателя ВАЗ-2111, как правильно подобрать нужные детали.
Существует таблица ремонтных размеров поршней и колец, с помощью которой подобрать подходящий диаметр деталей достаточно легко. Базовый диаметр цилиндров мотора ВАЗ-2111 составляет 82 мм, ремонтные поршни имеют увеличенный диаметр: на 0,4 мм для первого ремонта и на 0,8 мм – для второго. Кольца под ремонтные размеры также имеют увеличенный диаметр, и на них проставляется соответствующая маркировка.
Базовый диаметр цилиндров мотора ВАЗ-2111 составляет 82 мм, ремонтные поршни имеют увеличенный диаметр: на 0,4 мм для первого ремонта и на 0,8 мм – для второго. Кольца под ремонтные размеры также имеют увеличенный диаметр, и на них проставляется соответствующая маркировка.
В общих чертах процесс капремонта двигателя ВАЗ-2111 выглядит так: цилиндры растачиваются под первый ремонтный размер, при этом оставляется небольшой припуск на хонингование. Затем старые поршни заменяются на новые увеличенного диаметра, и на них монтируются поршневые кольца первого ремонтного размера.
Таблица ремонтных размеров существует для всех двигателей, и подобрать нужный диаметр не составит труда для любого мотора, будь то двигатель ВАЗ или Субару.
| Модель двигателя (ВАЗ) | Размер колец (мм) | ||
|---|---|---|---|
| нормальный | 1-й ремонтный | 2-й ремонтный | |
| 2101, 2103, 2108, 21081, 1111 | 76 | 76,4 | 76,8 |
| 21011, 2105, 2106, 2121 | 79 | 79,4 | 79,8 |
| 21082, 21213, 2110, 11113 | 82 | 82,4 | 82,8 |
Какие кольца лучше
Вопрос, какие поршневые кольца лучше приобрести для замены, не дает покоя многим автовладельцам. При имеющемся многообразии выбор сделать нелегко. Ответить можно так: если цель замены– восстановление нормальной работоспособности мотора, вполне достаточно штатных, если же владелец хочет улучшить характеристики двигателя, лучше обратить внимание на более «навороченные» изделия, например, хромированные или молибденовые.
При имеющемся многообразии выбор сделать нелегко. Ответить можно так: если цель замены– восстановление нормальной работоспособности мотора, вполне достаточно штатных, если же владелец хочет улучшить характеристики двигателя, лучше обратить внимание на более «навороченные» изделия, например, хромированные или молибденовые.
Рекомендации по монтажу поршневых колец
28.05.2020 / 20.01.2021 • 826 / 269Перед монтажом колец кольцевые канавки должны быть тщательно очищены. Убедитесь, что боковые поверхности канавок и радиусы на дне канавок не повреждены.
Монтаж колец осуществляется с помощью соответствующего цангового приспособления. Начинать монтаж необходимо с нижнего кольца. При этом необходимо избегать чрезмерных усилий, так как кольца могут деформироваться и не будут в состоянии в дальнейшем обеспечивать безупречную компрессию.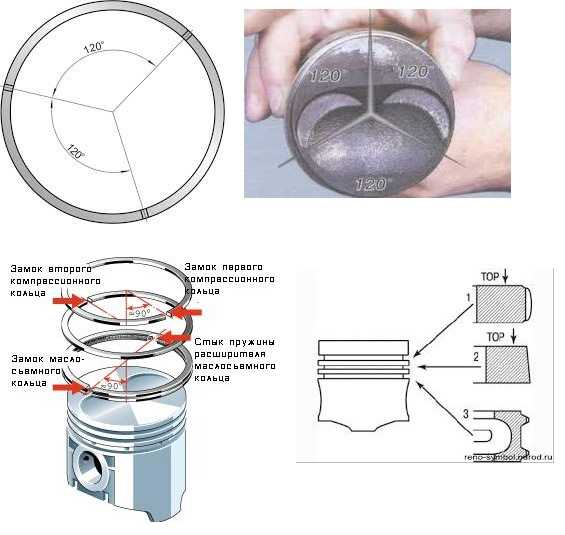
Обратите внимание на обозначение ТОР! При монтаже колец с маркировкой ТОР рекомендуется устанавливать их вверх (в сторону днища поршня) той стороной, на которой находится маркировка кольца. При монтаже колец с эспандерной пружиной необходимо расположить стык пружины (концы пружины с проволочной вставкой) со смещением на 180° по отношению к стыку фиксирующих штифтах После полной сборки распределите стыки колец равномерно по окружности поршня (например, на поршне с тремя кольцами — под углом 120°). Сразу после монтажа проверьте зазор боковых поверхностей. Значения зазора до 0,100 мм допустимы. Если значение зазора больше этой величины, то поршни следует заменить. При монтаже колец учитывается некоторый износ рабочей поверхности цилиндра. Он не должен превышать значение 0,100 мм (в зависимости от диаметра цилиндра). При большем износе следует использовать новую гильзу цилиндра или же расточить отверстие в цилиндре и установить в него ремонтный поршень соответствующего размера.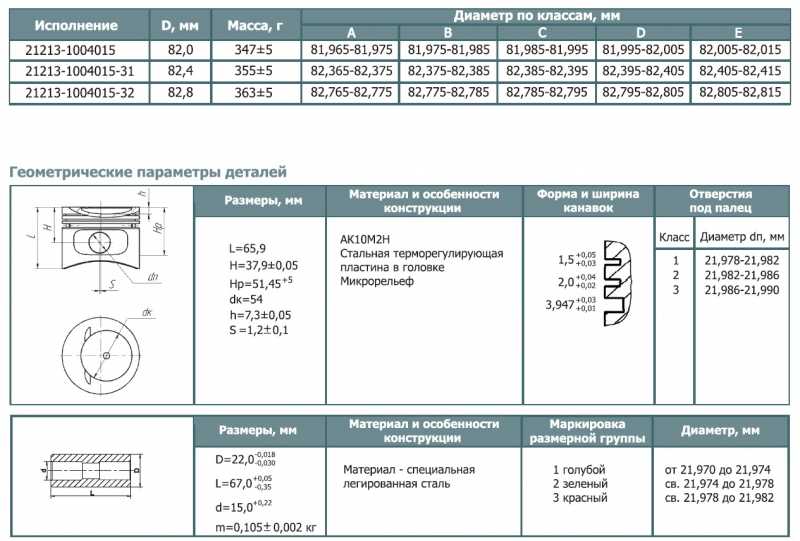
После полной сборки распределите стыки колец равномерно по окружности поршня (например, на поршне с тремя кольцами — под углом 120°). Сразу после монтажа проверьте зазор боковых поверхностей. Значения зазора до 0,100 мм допустимы. Если значение зазора больше этой величины, то поршни следует заменить. При монтаже колец учитывается некоторый износ рабочей поверхности цилиндра. Он не должен превышать значение 0,100 мм (в зависимости от диаметра цилиндра). При большем износе следует использовать новую гильзу цилиндра или же расточить отверстие в цилиндре и установить в него ремонтный поршень соответствующего размера. В цилиндрах с хромированной рабочей поверхностью нельзя использовать хромироваyyst поршневые кольца.
Если значение зазора больше этой величины, то поршни следует заменить. При монтаже колец учитывается некоторый износ рабочей поверхности цилиндра. Он не должен превышать значение 0,100 мм (в зависимости от диаметра цилиндра). При большем износе следует использовать новую гильзу цилиндра или же расточить отверстие в цилиндре и установить в него ремонтный поршень соответствующего размера. В цилиндрах с хромированной рабочей поверхностью нельзя использовать хромироваyyst поршневые кольца.
Из инструкции фирмы MAHLE.
Справочное руководство по маркировке поршней и колец JE Auto
Toggle Nav
Поиск
Разработка поршней для, казалось бы, бесконечных комбинаций двигателей и модификаций приводит к широкому набору конструктивных особенностей для конкретных приложений. И JE, и их клиенты должны иметь возможность отслеживать, какими конструктивными характеристиками может обладать поршень для обеспечения удовлетворительной работы и производительности.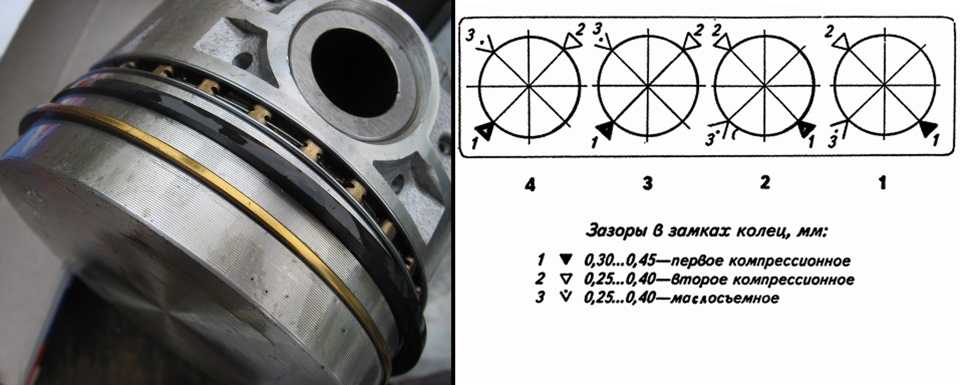 Компания JE отслеживает эти характеристики с помощью различных маркировок на поршнях и кольцах, поэтому мы составили справочное руководство по тем маркировкам, которые вы можете найти.
Компания JE отслеживает эти характеристики с помощью различных маркировок на поршнях и кольцах, поэтому мы составили справочное руководство по тем маркировкам, которые вы можете найти.
Поршни
Логотип JE
Вы найдете логотип JE, выгравированный лазером, под головкой каждого поршня JE, произведенного с 2004 года. В большинстве случаев этот логотип размещается на той же стороне, что и выпускной клапан. карманы. Однако учтите, что это не всегда так. Если на заводной головке есть лазерная маркировка «INT» или «EXH», указывающая, какие карманы клапанов какие, всегда следуйте этим маркировкам и не предполагайте, что логотип JE находится на стороне выпуска. Примечание. На деталях с дополнительным фрезерованием под коронкой логотип может быть удален.
В зависимости от года выпуска поршни JE будут иметь логотип JE, нанесенный лазером или выкованный на нижней части поршня. Исключением является функция фрезерования под короной, которая может удалить эти маркировки.
Лазерная маркировка INT/EXH
Ваши поршни могут иметь лазерную маркировку на заводной головке с надписью «INT» или «EXH». INT означает впуск, а EXH — выпуск. Эти маркировки указывают, какие карманы клапанов соответствуют впускным или выпускным клапанам. Например, если на одной стороне поршня имеется метка INT, это означает, что поршень должен быть установлен таким образом, чтобы карманы клапанов на этой стороне поршня находились на одной линии с впускными клапанами. Эти маркировки обычно используются в противоположных конструкциях с 4 клапанами, потому что в клапанных клапанах нет разницы в размерах, что позволяет легко разграничить карманы впускного и выпускного клапанов.
Лазерная маркировка «INT» и «EXH» указывает, какие клапаны должны совпадать с карманами клапанов на этой стороне поршня.Номер поковки
Этот номер указывает ТОЛЬКО на необработанную поковку, которая использовалась для изготовления поршня. К одной поковке можно применить большое разнообразие размеров отверстия, высоты сжатия и других конструктивных особенностей. Номер детали или номер заказа необходим для получения информации или для возможности заказа поршней. Поддельные номера не могут использоваться для предоставления информации.
К одной поковке можно применить большое разнообразие размеров отверстия, высоты сжатия и других конструктивных особенностей. Номер детали или номер заказа необходим для получения информации или для возможности заказа поршней. Поддельные номера не могут использоваться для предоставления информации.
Номер детали
На стандартных поршнях по каталогу номер детали представляет собой 6-значный номер, определяющий конкретное применение поршня. Вы можете использовать этот номер для повторного заказа поршней или определения того, для чего они у вас есть. Вы не найдете этот номер на заказных поршнях.
Рабочий номер
Номера рабочих мест имеются как на нестандартных, так и на полочных поршнях. Это 6- или 7-значный номер, который может использоваться для облегчения повторного заказа, определения того, для чего был разработан поршень, и помощи в поиске сменных компонентов, таких как поршневые штифты, замки и кольца.
Обозначение смещенного штифта
Если ваши поршни имеют смещенные штифты, под днищем поршня будет нанесена лазерная маркировка, указывающая направление смещения. Смещения обычно устанавливаются в стороне от вращения. Маркировка представляет собой стрелку с отметками «LT», «RA», «LA» или «RT» внутри нее.
- «L» = влево
- «R» = вправо
- «T» = в сторону
- «A» = в сторону
В направлении или в направлении от впускных клапанов. Левый и правый относится к банку двигателя, поршень должен быть установлен. В ситуациях, когда двигатель не имеет левого и правого ряда, «L» и «R» можно не учитывать.
Индикаторы смещения штифта указывают направление смещения штифта. Эти маркировки в основном предназначены для внутреннего использования в производственных целях, поскольку они не предназначены для указания направления установки поршня.«ПЕРЕДНЯЯ ЧАСТЬ» со стрелкой на головке поршня
Некоторые поршни могут иметь лазерную маркировку на головке поршня, указывающую, в каком направлении следует устанавливать поршень. «FRONT» со стрелкой или просто стрелкой означает, что маркировка должна указывать на переднюю часть двигателя, когда поршень установлен.
«FRONT» со стрелкой или просто стрелкой означает, что маркировка должна указывать на переднюю часть двигателя, когда поршень установлен.
«ПРАВАЯ» и «ЛЕВАЯ» Маркировка короны
В некоторых конфигурациях нерядных двигателей поршни имеют правый и левый определенные поршни. Проще говоря, поршни с маркировкой «ПРАВО» идут в правый ряд, а поршни с маркировкой «ЛЕВЫЙ» — в левый ряд. Предполагается, что ссылки на левый и правый берег расположены с точки зрения водителя, , НЕ , обращенного лицом к передней части автомобиля. Для двигателей с поперечной установкой левый ряд относится к левой стороне, если стоять со стороны маховика и смотреть в сторону шкива кривошипа. Это также относится к двигателям продольного расположения.
Некоторые нерядные двигатели имеют специальные поршни для левого и правого рядов. Перед установкой обязательно узнайте, как определить, что слева, а что справа.
Кольца
Маркировка, которую вы найдете на кольцах, обычно находится на верхнем и втором кольцах. Типы маркировки на этих кольцах различаются в зависимости от области применения, но сторона, на которой находится маркировка, всегда должна быть обращена вверх при установке на поршень. Вот несколько примеров маркировки, которую вы можете найти на кольцах JE.
Маркировка поршневых колец обычно представляет собой лазерную маркировку, как у N100, которую вы видите здесь, или небольшие ямочки (на фото). В любом случае, эти маркировки всегда направлены вверх при установке на поршень.АВТОРСКИЕ ПРАВА © 2022 JEPISTONS ВСЕ ПРАВА ЗАЩИЩЕНЫ. JE PISTONS ЯВЛЯЕТСЯ ЧАСТЬЮ СЕМЕЙСТВА БРЕНДОВ-ПОБЕДИТЕЛЕЙ ГОНОК
Примечания по установке поршневых колец Hepolite — двигатель Franz and Grubb
Кольца Hepolite производятся в Англии и не продаются под какой-либо другой торговой маркой.
ВЕРХНЕЕ НАЖИМНОЕ КОЛЬЦО
Это верхнее кольцо имеет хромовое азотирование на лицевой стороне методом PVD. Овальная маркировка на кольце указывает на верх и должна быть установлена маркировкой в сторону камеры сгорания.
ВТОРОЕ КОМПРЕССОРНОЕ КОЛЬЦО
Второе компрессионное кольцо покрыто черным фосфатом и имеет маркировку TOP, указывающую на то, что оно также должно быть установлено маркировкой, обращенной к камере сгорания.
ДВУХКОМПОНЕНТНОЕ МАСЛЯНОЕ КОЛЬЦО
Самое современное маслосъемное кольцо, которое когда-либо производилось для винтажного Triumph!
Есть несколько моментов, которые необходимо знать об установке маслосъемного кольца с пружинным расширителем.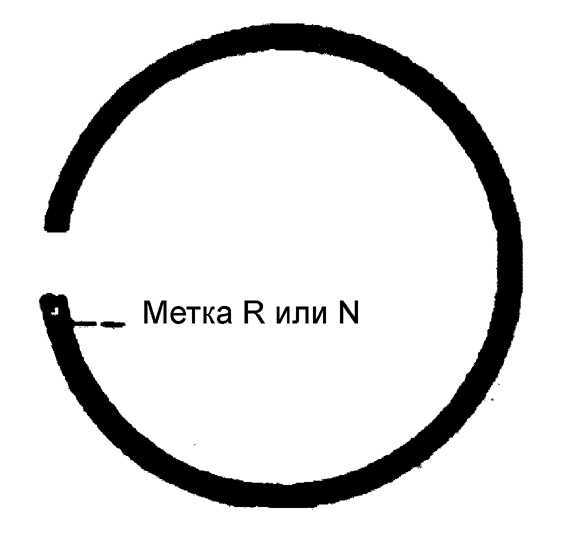
Во-первых, свободный зазор маслосъемного кольца в цилиндре без установленной пружины не имеет значения, так как фактическое поверхностное натяжение создается спиральной пружиной за кольцом. Эта конструкция кольца лучше цельного, так как радиальное распределение давления равномерное по окружности отверстия. Кроме того, поверхность покрыта хромовым азотированием для увеличения срока службы и уменьшения трения.
Кроме того, пружина расширителя имеет зазор, который можно немного приоткрыть для установки на поршень. Затем маслосъемное кольцо устанавливается поверх пружины, и перед установкой поршня пружина должна находиться на 100% позади маслосъемного кольца.
ЗАЗОР КОЛЬЦА НЕОБХОДИМО ПРОВЕРИТЬ ПЕРЕД УСТАНОВКОЙ
Для проверки зазора кольца вставьте кольцо в отверстие и точно выровняйте его в цилиндре. Проверьте торцевой зазор щупом. Точно отрегулируйте зазор напильником или кольцевым шлифовальным инструментом. Обязательно удалите заусенцы на конце кольцевого зазора после установки напильника, чтобы не было острых краев.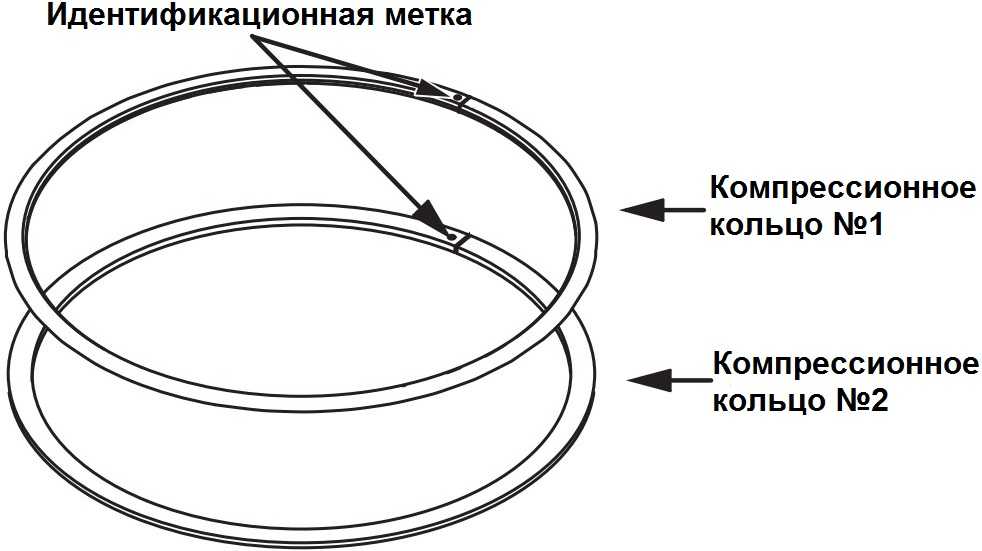 Предлагаемые кольцевые зазоры составляют от 0,004 до 0,006 дюйма на дюйм отверстия для верхнего и второго кольца. Расширитель маслосъемного кольца создает натяжение, поэтому не важен свободный зазор самого маслосъемного кольца, важна только правильная установка винтовой пружины.
Предлагаемые кольцевые зазоры составляют от 0,004 до 0,006 дюйма на дюйм отверстия для верхнего и второго кольца. Расширитель маслосъемного кольца создает натяжение, поэтому не важен свободный зазор самого маслосъемного кольца, важна только правильная установка винтовой пружины.
При перекольцевании без растачивания важно проверить зазор кольца в наименее изношенной части цилиндра. КОЛЬЦА НИКОГДА НЕ ДОЛЖНЫ НАВИТЫВАТЬСЯ НА ПОРШЕНЬ. Для установки колец на поршень откройте зазор только настолько, чтобы надеть его на поршень, сохраняя при этом кольцо идеально плоским. Никогда не скручивайте и не скручивайте кольцо, так как это повредит кольцо, усилит прорыв газов и ухудшит контроль масла.
ПОКРЫТИЕ ЦИЛИНДРОВ ВАЖНО
Покрытие цилиндров чрезвычайно важно для посадки ваших колец. Мы считаем, что для этого комплекта колец подойдет покрытие с зернистостью 220, которое можно получить, используя камни Sunnen M27-J55 (AN 300). С верхним кольцом с PVD-покрытием хорошо подойдет и зернистость 280 с камнями M27-J65 (AN 500). Поговорите со своим механиком или лучшим ресурсом о том, что лучше всего подходит для вашего приложения.
Поговорите со своим механиком или лучшим ресурсом о том, что лучше всего подходит для вашего приложения.
Перед установкой убедитесь, что ваш цилиндр абсолютно чист, а кольца не повреждены при установке цилиндра. Мы предпочитаем слегка смазывать кольца и кольцевые посадочные поверхности маслом 30w без моющих средств и слегка покрывать отверстие цилиндра, чтобы оно не ржавело. . Расположите зазоры колец так, чтобы они не совпадали. Убедитесь, что зазор расширительного кольца составляет 180 градусов от зазора смазочного кольца. При сжатии колец во время окончательной сборки крайне важно, чтобы кольца не были поцарапаны, согнуты или деформированы. Масло на кольцах не повредит посадке колец, как предполагает интернет-фольклор.
ПРИРАБОТКА НОВОГО КОМПЛЕКТА КОЛЬЦ
Существует столько же мнений о приработке колец, сколько и религий. У нас обычно не возникает проблем с посадкой колец, в основном благодаря нашему уровню детализации при подготовке цилиндров. , и правильная установка колец НЕ ИСПОЛЬЗУЙТЕ синтетическое масло для обкатки. Используйте обычное масло без модификаторов трения. Мы используем масло Penngrade1® SAE 30 для обкатки. ничего, кроме создания тепла, которое не будет рассеиваться новыми кольцами до тех пор, пока они не будут установлены. Кольца нуждаются в сжатии и нагрузке на них для посадки. НЕ тяните двигатель, не ездите в аномально жаркую погоду или в пробках. Изменяйте обороты двигателя во время движения. держите между 1500-5000 и отправляйтесь на короткую поездку Дайте двигателю остыть и проверьте гайки основания, болты головки и регулировку клапана в указанном порядке.0003
, и правильная установка колец НЕ ИСПОЛЬЗУЙТЕ синтетическое масло для обкатки. Используйте обычное масло без модификаторов трения. Мы используем масло Penngrade1® SAE 30 для обкатки. ничего, кроме создания тепла, которое не будет рассеиваться новыми кольцами до тех пор, пока они не будут установлены. Кольца нуждаются в сжатии и нагрузке на них для посадки. НЕ тяните двигатель, не ездите в аномально жаркую погоду или в пробках. Изменяйте обороты двигателя во время движения. держите между 1500-5000 и отправляйтесь на короткую поездку Дайте двигателю остыть и проверьте гайки основания, болты головки и регулировку клапана в указанном порядке.0003
НЕ ТОРОПИТЕСЬ И СДЕЛАЙТЕ ЭТО ПРАВИЛЬНО
Если вы не уверены в какой-либо из вышеперечисленных процедур, в Интернете есть множество информации о поршневых кольцах. Мы предлагаем вам посетить веб-сайты различных производителей поршневых колец для получения дополнительной информации. При правильной подготовке цилиндра, правильных торцевых зазорах и надлежащих методах установки ваши кольца должны быстро изнашиваться и обеспечивать длительный срок службы.