Притереть клапана в домашних условиях: Как притереть клапана в домашних условиях
Как притереть клапана в домашних условиях
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Содержание статьи
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Что касается неплотного прилегания выпускного клапана, то в этом случае будет происходить не только нарушение герметичности на такте сжатия, но и прорыв расширяющихся газов из камеры сгорания после воспламенения заряда. Раскаленные газы оплавляют выпускной клапан, двигатель теряет мощность, так как часть газов не толкает поршень, а вылетает в выпуск. Такие последствия являются ответом на вопрос, что будет, если клапана не притерты.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя.
 На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
 На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
 Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.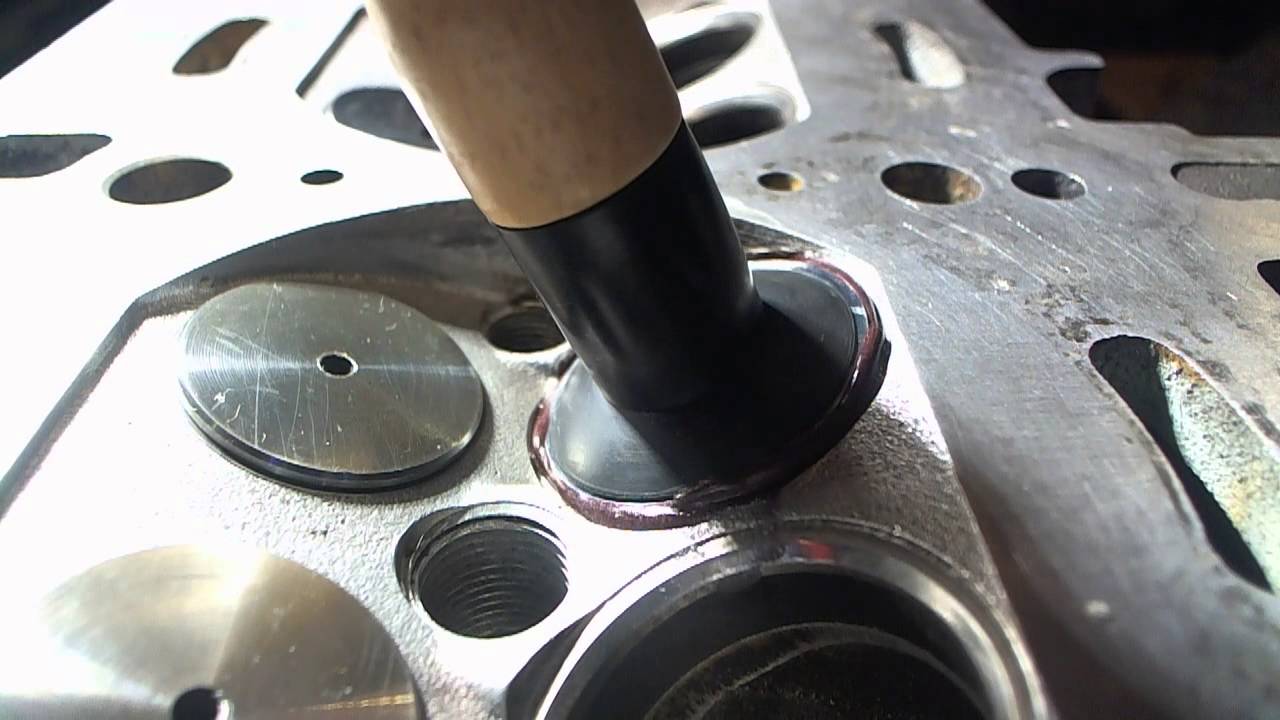
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Читайте также
Как притереть клапаны своими руками + видео работ в домашних условиях на ВАЗ
Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.
Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
- Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.
Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.


Правила и секреты притирки
Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.
Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются. Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
 Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
- Так называемые присоски. Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста
Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Шарошка
Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.
Клапан оснащается пружиной и помещается в гнездо
- На ножку устанавливается специальный инструмент и фиксируется при помощи винта.
Инструмент устанавливается на клапан с пружиной
- На основание тарелки наносится абразивный состав.
Абразивная паста на тарелке клапана должна быть распеделена равномерно
- Притирка осуществляется посредством вращения клапана в обе стороны. Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.
Так осуществляется ручная притирка клапана
- Работа осуществляется до появления на седле и тарелке клапана серого стального кольца.
Так проявляется серое кольцо на тарелке клапана (справа)
- После притирки детали вытираются и вымываются керосином и мягкой тряпкой.
Так должен выглядеть клапан после притирки и промывки
 Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.
Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
- В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.
Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех
- Слишком активно подвергать деталь шлифовке не стоит — процесс прекращается, как только становится непрерывным.
Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма
- Клапан снимается со станка и протирается керосином.
Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу
- После притирки проводится визуальная проверка ГБЦ. Сёдла притираются только в том случае, если на них нет дефектов. Прогар убирается посредством шарошки.
Шарошка нужна только для устранения нагара

Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Оцените статью: Поделитесь с друзьями!Как правильно притереть клапана
Как притереть клапана двигателя? 4 проверенных способа притирки + видео
Клапана относятся к категории элементов ГБЦ. На каждый цилиндр приходится два клапана как минимум. Один из них впускает в камеру сгорания смесь топлива и воздуха, которая поступает из впускного коллектора. Второй избавляется от отработанных газов. Они поочерёдно открываются, имеют визуальное сходство с гвоздём.
На каждый цилиндр приходится два клапана как минимум. Один из них впускает в камеру сгорания смесь топлива и воздуха, которая поступает из впускного коллектора. Второй избавляется от отработанных газов. Они поочерёдно открываются, имеют визуальное сходство с гвоздём.
Головку часто называют тарелкой, этой стороной они направлены во внутреннюю часть цилиндра. Если клапан закрыт, его головка располагается в седле и заслоняет камеру сгорания за счёт прижатия фаской к седлу максимально плотно. Так как притереть клапанё следует в случае их замены или при резких рывках авто на холостых оборотах, стоит рассмотреть этот процесс более детально.
Актуальность притирки
Нагар неизменно появляется на сёдлах и тарелках клапанов в процессе их эксплуатации. От этого закрытие выпускного или впускного клапана осуществляется негерметично. Из-за этого работа мотора становится не такой продуктивной, а расход топлива не экономным. Если выпускной клапан прилегает негерметично, расширяющие газы прорываются после возгорания заряда, они обжигают и плавят его, что негативно сказывается на мощности мотора, поскольку частично газы отправляются в выпуск.
Притирка клапанов не представляет собой ничего сложного, в отдельных случаях даже нет необходимости притирать обе детали. Достаточно снять ГБЦ, изъять сами клапана и проверить их состояние.
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.
- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.

Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.
- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана. Ширина дорожки должна ориентировочно составлять 1,5 мм.

Использование дрели
Применение дрели для реализации рассматриваемой процедуры также допустимо и считается наиболее распространённым вариантом. В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
- Рассухарьте клапана и снимите их. На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).
- Используйте растворитель для обезжиривания седла и клапана.
- Нанесите пасту на рабочую клапанную фаску. Абразивное вещество не должно попасть на шток клапана, иначе он будет повреждён, маслосъёмные колпачки изживут своё намного быстрее, а масло будет расходоваться в большем количестве. Наденьте на шток войлочный лоскут, чтобы защитить его.
- Зафиксируйте клапан на своём месте, а шток должен располагаться в патроне выбранного вами электроинструмента. Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон.
- Для притирки активируйте минимальную скорость дрели. Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
- При оттягивании электроинструмента на себя наблюдается прижимание. Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.
- Для окончательной обработки на завершающем этапе повторите все действия, но вместо абразивной пасты используйте смешанную с моторным маслом пасту ГОИ. Предыдущую притирочную пасту следует предварительно удалить.
- Как только работы будут завершены, тщательно очистите бензином обработанные пастой детали.
- Чтобы убедиться в достойном уровне выполненной работы, можно ориентироваться как на матовую дорожку, так и на другие методы проверки качества притирки. Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.
 Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично.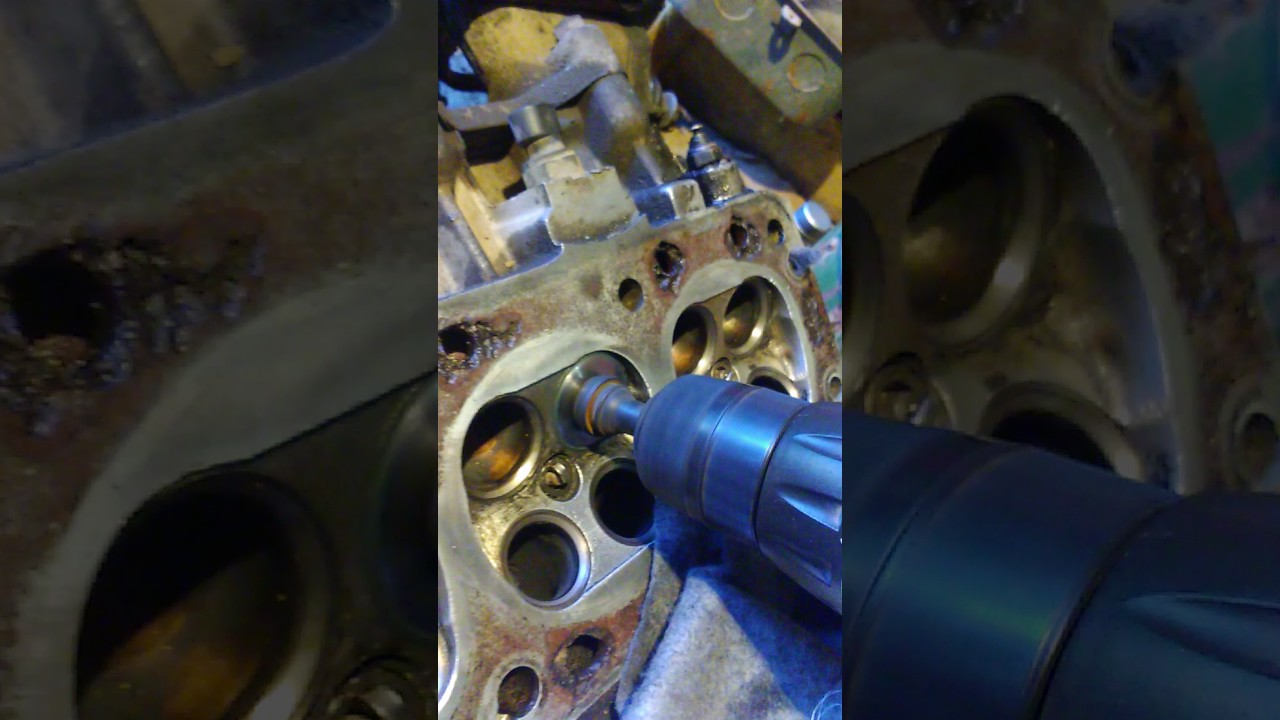 Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Убедиться в том, что процедура не увенчалась успехом, можно по той же матовой полоске, она будет неровной или даже прерываться.
Приобретение новых деталей станет единственным решением проблемы.
Выбор пасты
Выбор абразивных паст для притирки в современных магазинах может повергнуть в шок любого водителя-новичка. О цене речь не пойдёт, поскольку выбор по данному параметру полностью зависит от возможностей и личных предпочтений покупателя. Такие факторы, как состав и зернистость более важные, поэтому их и стоит рассмотреть:
- Новичкам лучше отказаться от использования крупнозернистых паст, иначе малейшая оплошность приведёт к дефектам седла и фаски. Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
- Зачастую комплектация предполагает наличие двух ёмкостей с пастами с составами разной зернистости.
- Если вы не позаботились о покупке пасты, можно приготовить её самостоятельно. Для этого подберите наждачную бумагу с минимальным уровнем зернистости и снимите абразив, смешайте полученный порошок со смазочным материалом. Пасту ГОИ используйте на завершающем этапе для финишной обработки поверхности. Смешивать её стоит так же, как и в случае с порошком абразива. Сразу стоит упомянуть о том, что качество притирки будет на порядок ниже, чем при использовании магазинных абразивов.

Общие рекомендации
При самостоятельной притирке клапанов стоит ориентироваться на следующие советы:
- используемые пасты должны обладать разным уровнем абразивности, от минимальной до максимальной;
- нельзя менять места установки клапанов между собой, у каждого должно быть своё место;
- тщательно удалите остатки пасты путём промывания обработанных деталей в бензине.
Выводы
Как видите, процедура притирки не только проста, также существует несколько способов на выбор, что ещё больше облегчает процесс, особенно, если выполнять работы самостоятельно и без специальных станков. Во многом качество проделанной работы зависит от правильно выбранной абразивной пасты, поэтому стоит серьёзно подойти к вопросу подготовки инструментов и расходных материалов.
Во многом качество проделанной работы зависит от правильно выбранной абразивной пасты, поэтому стоит серьёзно подойти к вопросу подготовки инструментов и расходных материалов.
Пожалуйста, оцените этот материал!
(7 оценок, среднее: 5,00 из 5) Загрузка…Если Вам понравилась статья, поделитесь ею с друзьями!
Как делать притирку клапанов правильно и что для этого нужно
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Содержание
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.

- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.

Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
 Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.

В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).
- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан. Вращение должно быть как прямым, так и реверсным.
- Признаки окончания процедуры аналогичны описанным выше.
Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Помните, что после притирки нельзя менять клапана местами, поскольку притирка выполняется для каждого клапана индивидуально.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Не нашли ответ на свой вопрос?
Спрашивайте в комментариях. Ответим обязательно!
Как притереть клапана в домашних условиях
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
фаска клапанаСо временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Притирка клапанов в большинстве случаев восстанавливает плотность закрытия клапанов. Создание полной герметичности в камере сгорания на любом такте и есть та единственная цель, которую преследует эта процедура.
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.
Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.
После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Читайте также: Хонингование цилиндров двигателя. Что это и зачем его делают?
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Важный момент: притирку нужно обязательно проводить в две стороны. Если работаете электроинструментом, то менять направление вращения нужно не реже, чем раз в 7-10 секунд. Иначе можно переточить фаску. При ручной притирке просто проворачивайте клапан на 90-180 градусов и периодически перехватывайте инструмент.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа. В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Видео:
Притирка клапанов своими руками
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Рекомендуем также прочитать статью об устройстве ГРМ. Из этой статьи вы узнаете о назначении, принципах работы и других особенностях механизма газораспределения двигателя.Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Что касается неплотного прилегания выпускного клапана, то в этом случае будет происходить не только нарушение герметичности на такте сжатия, но и прорыв расширяющихся газов из камеры сгорания после воспламенения заряда. Раскаленные газы оплавляют выпускной клапан, двигатель теряет мощность, так как часть газов не толкает поршень, а вылетает в выпуск. Такие последствия являются ответом на вопрос, что будет, если клапана не притерты.Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Как правильно притирать клапана на примере Ваз 2109
По ходу эксплуатации автомобиля с ДВС возникает большое количество проблем. Нередки неприятности и с такими важными элементами как клапана. Как правильно притирать клапана и зачем это вообще делать — вот основные вопросы данной темы. Далее, мы будем работать по таким пунктам:- Цель притирки клапанов на двигателе.
- Устройства для притирки клапанов своими руками.
- Притирочный состав для притирки клапанов.
- Правила притирки клапанов силового агрегата.
- Инструменты для притирки клапанов.
- Как притереть клапана на ВАЗ 2109 своими руками.
- Как проверить притёртость клапанов.
Притирка клапанов — зачем нужна
Главная задача притирочной процедуры — организовать правильное функционирование клапанов. Если притирку игнорировать на постоянной основе, то на качественную работу клапанов можно не рассчитывать. Воздух и горючее будут внедряться в цилиндры не совсем корректно, ну а последствия этого несоответствия не заставят себя долго ждать: двигатель станет давать сбои, а после некоторого периода времени, очень вероятно, движок обрадует вас банальным выходом из строя.
Притиркой клапанов достигается максимально возможная герметизация механизма. Клапаны притираются как после внедрения новых элементов, так и при продолжительной эксплуатации силового агрегата. За пример можно взять дёрганье авто на холостых, которое происходит по причине разницы компрессии. После притирки подобное недоразумение должно неизбежно исчезнуть.
Методики и приспособления для притирки клапанов
Обрабатывать клапана можно по-разному: вручную или станками. В то же время нужно помнить, разница в итоговом результате двух этих методов будет значительная. Самую точную работу выдаст станок, самое же низкое качество, приписывают ручной работе с применением специальной притирочной пасты.
Станки
Станок обеспечивает жёсткую центровку, что позволяет сделать выверенное сопряжение, а также нарезку фаски клапана и его седла. Подобная процедура обеспечивает высококачественный результат, остаётся только промыть головку блока и установить её на место.
Ручные фрезы
Если отсутствует высокотехнологичное оснащение, на помощь приходит ручная фреза. Под конкретную модификацию силового агрегата подбираются инструменты с соответствующим диаметром. На сёдлах можно вырезать всего 3 фаски — 30, 45 и 60 градусов. По такому методу обрабатываются исключительно старые элементы.
Притирка собственными руками
При этом применяется абразивный состав, а процедура осуществляется в том случае, когда поверхность нужно просто обработать, не прибегая к сложным манипуляциям. Подобная методика подразумевает нанесение спецпасты по всей окружности изделия, после чего запчасть устанавливается на своё место. Далее, клапан упирают в седло и начинают вращать вокруг оси. Благодаря этому манёвру, все погрешности плоскости основательно стираются. По завершению манёвра вся паста скрупулёзно смывается.
Притирочная паста
Отдельной темы заслуживает такая составляющая процесса как специальная притирочная паста, которая может быть как фабричного, так и кустарного происхождения. Стоит сразу отметить, большинство домашних мастеров отдаёт предпочтение именно фирменным составам, тем более что сейчас на рынке представлен огромный ассортимент. Почему магазинная продукция оказалась в фаворитах? Здесь есть два фактора: первый — фирменные изделия обладают куда большей эффективностью, второе — у многих просто нет желания, времени, умения, а также компонентов, чтобы произвести полноценное средство у себя в гараже.
Предназначение состава для притирки — эффективное обеспечение контакта между тарелкой клапана и его седлом. Что конкретно обеспечивает качественная притирочная паста:
- повышение КПД силового агрегата;
- герметичность клапанов повышается до высокого уровня — 90-100%;
- двигатель усмиряет «аппетит» на масло;
- повышение компрессии ДВС.
Зернистость — вот что является одним из главных показателей притирочной пасты. Разделение идёт на крупнозернистую и мелкозернистую. Предназначение крупнозернистого состава — нейтрализовать самые крупные дефекты, а в обязанности мелкозернистой пасты входит завершающая стадия обработки, когда устраняются самые мелкие повреждения поверхности. Из этого проистекает вполне естественный вывод: самая большая отдача от притирки будет в том случае, если приобретены два варианта пасты — крупнозернистая и мелкозернистая. Также следует соблюдать правильный порядок обработки: первая в ход идёт крупнозернистая паста, замыкает же процесс, мелкозернистый состав. Нюансы правильной притирки клапанов:
- каждый клапан притирается к своему конкретному месту, менять их уже нельзя;
- для притирки применяют абразивные составы разного сорта;
- по окончанию притирки все элементы скрупулёзно промываются;
- в обязательном порядке проводится проверка на герметичность.
- перед снятием клапанов изымаются пружины, так их легче извлекать из втулок;
- перед тем как притирать клапана, их следует внимательно изучить. Если они дефективны, то потребуется замена на новые изделия, если имеет место нагар, то с ним расправляемся посредством щётки по металлу.
Как притереть клапана в домашних условиях
Притирка клапанов в домашних условиях может развиваться по нескольким сценариям. Здесь лучшим выходом из положения будет фреза, однако, она мало у кого имеется. Тогда нам в помощь метод под номером два — ручной.
Инструмент для притирки клапанов вручную
Электрическая дрель
Данная методика возымела популярность в кругах мастеров по той простой причине, что ранее не было специализированных приспособлений для осуществления манёвра притирки. Насадка на дрель для притирки клапанов представляет собой присоску, устанавливаемую на тарелку клапана. Но существуют и другая разновидность присадки, которая представляет собой ничто иное, как подходящий по диаметру ко всем составляющим шланг.
Притирка клапанов вручную с помощью специального стержня
Это дедовский метод и работает он посредством присоски. Что и говорить, «каменный век»: не комфортно и утомительно, а кроме того, на один клапан у вас уйдёт в среднем 15-20 минут! Конечно, с таким инструментом вы вряд ли что-то попортите, но зато уморитесь основательно!
Машинка для притирки клапанов
Пневмоинструмент позволяет упростить, автоматизировать манипуляции и во много раз сократить временные затраты на притирку клапанов вручную. К штифту прилагаются присоски разных размерностей, которые предназначаются для фиксации на тарелке клапана. Если планируете использовать пневмомашинку, обязательно учитывайте то обстоятельство, что вам понадобится источник сжатого воздуха. Сразу скажу, данная машинка является идеальным вариантом для ручной обработки.
Как притереть клапана на Ваз 2109
Итак, поговорим далее о том, как правильно притереть клапана на примере ВАЗовской «девятки». Для данного действа мы возьмём дрель и тут нужно уточнить почему именно. В интернете можно найти много мнений, что дрель стоит применять только тогда, когда вы обладаете необходимыми навыками притирки и делали это неоднократно той же дрелью. Суть проблемы такова: при неумелом ведении процесса, в разы возрастают шансы нанести на притираемые поверхности повреждения, которые вскоре, во время работы двигателя, дадут о себе знать неисправностями.
В то же время это самый доступный инструмент для обсуждаемого в теме процесса, ведь дрель есть дома у каждого хозяина. Единственная задача, найти подходящий кусок шланга, который будет мягко соединять патрон дрели со штоком клапана. Впрочем, можно предпочесть ещё более упрощённый вариант, когда шток клапана будет фиксироваться непосредственно в патроне электроинструмента. Конечно, в этой ситуации риск повредить притираемые поверхности повышается, особенно у неумелого мастера, поэтому шланг всё-таки предпочтительней.
Ещё один нюанс: работать нам придётся на низких оборотах, поэтому и дрель нужна соответствующая, а некоторые мастера и вовсе отдают предпочтение шуруповёрту. Кроме того, инструмент должен быть оборудован ещё и реверсом.
Не забываем перед мероприятием приобрести пасту двух разновидностей: крупнозернистую и мелкозернистую. Переходим непосредственно к работе:
1. Первое что нам нужно сделать, снять ГБЦ, а клапана, рассухарить и изъять.
2. Перед притиркой специалисты советуют обезжирить клапан и седло, воспользовавшись растворителем.
3. На рабочую фаску клапана нужно равномерно нанести небольшое количество пасты. Здесь есть очень важный нюанс: паста ни в коем случае не должна попасть на шток клапана. Её абразивная составляющая может повредить его, что приведёт к ускоренной поломке маслосъёмных колпачков и параллельно возрастёт расход масла.
4. Устанавливаем клапан обратно, а на шток натягиваем шланг, если вы его используете или фиксируем шток непосредственно в патроне электроинструмента.
5. Начинаем притирать поверхности используя пониженную скорость вращения. По ходу дела деталь нужно будет двигать вперёд—назад. Чтобы этот манёвр выполнялся легче, можно применить пружину на клапане, установив её соответствующим образом. Трём поверхность несколько секунд в одну сторону, а затем переключаем дрель на противоположное вращение и притираем поверхности вращая их в другую сторону. Как правило, на подобные манипуляции у вас уйдёт не больше 2-х минут.
6. Не забываем, что начинаем мы притирку с крупнозернистой пасты, а завершаем мелкозернистой.
7. А теперь главный вопрос — как узнать, что притирка дошла до своего логического завершения? Что будет являться показателем? На фото ниже справа, приведён как раз этот показатель — серая полоска шириной несколько миллиметров по кругу тарелки клапана. Подобное обрамление будет и у фаски седла.
8. После процедуры притирки все детали, участвующие в процессе следует тщательно вымыть керосином и вытереть мягкой тряпкой. Данному моменту нужно уделить особое внимание, так как абразивы, содержащиеся в притирочной пасте могут нанести непоправимый ущерб силовому агрегату, оказавшись не в тех местах. Кроме того, притирочная паста для клапанов должна наноситься в минимальных количествах. Свою функцию она всё равно выполнит, но проблем в случае чего будет меньше. На фото ниже приведён клапан ВАЗ 2109, притёртый и вымытый:
Как проверить герметичность клапанов после притирки
Здесь я предложу три варианта проверки: керосин, карандаш и воздух.
Вакуум-тестер
Данный способ самый лучший! Приспособление будет создавать процессы, протекающие в ДВС, а пропускаемый газ вырвется через все возможные щели. Со стороны обоих коллекторов (впуск/выпуск) присоединяется спецприбор, вследствие чего создаётся вакуум и если притирка клапанов вышла неудачной, манометр зафиксирует низкое давление.
Керосин
Выставляем головку блока камерой сгорания вверх и наливаем сверху керосин. В кругах автомастеров существует такое поверье, что если притирка была проведена на неприемлемом уровне, оставленная на ночь головка должна протечь. 100-процентным эффектом данная методика не обладает, зато и приспособлений специфических вам для этого действа не понадобится.
Карандаш
Посредством карандаша, фломастера либо маркера, наносим на всю окружность клапана радиальные риски. Устанавливаем элемент на его место, прижимаем и прокручиваем. Извлекаем клапан и исследуем узор на нём образовавшийся. Если рисунок стёрся и всё разукрасилось остатками краски равномерно, значит притирка удалась.
Как правильно притирать клапана, видео
Кто не понял, как осуществляется эта незамысловатая манипуляция, предлагаю ознакомиться с притиркой клапанов дрелью видео:
Заключение
Подводя итоги всему вышесказанному, можно сделать вывод: притирка клапанов, манёвр безусловно нужный, так как он обеспечивает более правильную и адекватную работу ГБЦ. Данные манипуляции не являются сверхсложными, а материалы для работы общедоступны. Тем не менее притирку клапанов рекомендуется доверить профессиональным мастерам, так как подобный ручной труд, требует специальной сноровки и если вы будете делать это впервые, на 100-процентно положительный результат рассчитывать не стоит.
Источник: http://avto-forum.name/threads/kak-pravilno-pritirat-klapana-na-primere-vaz-2109.3852/
Приспособление для притирки клапанов своими руками
Как делать притирку клапанов правильно и что для этого нужно
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Содержание
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).
- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан. Вращение должно быть как прямым, так и реверсным.
- Признаки окончания процедуры аналогичны описанным выше.
Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Помните, что после притирки нельзя менять клапана местами, поскольку притирка выполняется для каждого клапана индивидуально.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Не нашли ответ на свой вопрос?
Спрашивайте в комментариях. Ответим обязательно!
Притирка клапанов: способы и устройства
Самое эффективное средство для притирки клапанов
Мы сравнили 4 приспособления. Узнайте, что из этого вышло.
Все участники вместе с ГБЦ
Какое из этих приспособлений эффективнее остальных? Давайте выясним.
Способ с дрелью стал популярен из-за того, что раньше специализированный инструмент для притирки отсутствовал.
Сначала подбирается подходящий по размеру шланг
Один конец крепится на стебель (стержень) клапана, другой — на дрель.
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ. Если используется присоска, ее устанавливают на тарелку клапана. Инструмент должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.Притирка клапана к седлу при помощи электрической дрели
Очень важно использовать минимальное количество притирочной пасты. Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки.После притирания обязательно смывайте притирочную пасту и очищайте детали. Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.При притирке дрелью ключевую роль имеет опыт. Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Профессионалы часто сходятся во мнении, что применять дрель допустимо, но неправильно. Это мнение мы поддерживаем и смотрим на дрель с недоверием
Главное преимущество способа: высокая скорость притирки.
Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.
Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосок
Притирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем 15-20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
На 12-ой минуте теста ручной приспособы мы отчего-то почувствовали себя вот так
Главное преимущество: низкая стоимость ручных приспособлений для притирки клапанов.
3. Пневмомашинка для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Для работы потребуется подключение к источнику сжатого воздуха
На штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
В комплект, как правило, входит целый набор присосок различного размера
Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, он не требует никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут. Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса. Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и гарантированно высокое качество.4. Пневмомашинка для притирки клапанов пристукиванием
В отличие от предыдущего устройства, клапан здесь притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана
Инструмент оснащен колесиком для настройки частоты оборотов
Притирка осуществляется многократным повторением возвратно-поступательных движений клапана
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо. Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.4. Результаты и выводы. Итоговая таблица
Мы отобрали шесть параметров, которые имеют наибольшее значение:- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Не требуется спец. навык. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
Параметр;Дрель;Ручное приспособление;Пневмомашинка, вращение;Пневмомашинка, пристукивание
Скорость;8;1;9;7 Удобство использования;3;1;10;8 Не требуется спец.навык;1;2;10;7 Отсутствие рисков;1;4;10;10 Качество;4;4;8;10 Стоимость;7;10;1;3 Итоговый результат;24;22;48;45
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом. Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.Кому подойдет машинка для притирки клапанов?
Пневматические приспособления для притирки клапанов в первую очередь будут интересны сотрудникам автосервисов. Оборудование значительно снижает затраты времени на ремонт ГБЦ и повышает само качество притирки. На нашей практике ни один мастер, испытавший в работе профессиональный инструмент, не вернулся затем к ручному методу или дрели. Невысокая цена инструмента делает его доступным также для частного применения. При желании самостоятельно провести притирку клапанов, а не доверять эту операцию стороннему сервису.Видео о притирке на нашем канале
Видео-обзор инструментов для притирки клапанов
Притирка вращением VS притирка пристукиванием
Притирка клапанов своими руками. — Mitsubishi Pajero, 3.0 л., 1995 года на DRIVE2
Притирал недавно клапана для мазды 626 с карбюраторным двигателем KF. Сделал фотографии процесса.Решил выложить, может кому пригодится мой опыт. Аналогично притирал клапана и на своем пыжЫГе.Сперва отмываем ГБЦ (головку блока цилиндров) до того состояния, чтобы с ней было приятно работать. Разбираем, рассухариваем клапана. ОЧЕНЬ ВАЖНО- обязательно все детали каждого клапана раскладываем по кучкам не забывая маркировать с какого цилиндра данные запчасти.Далее потребуются инструменты
1 Шарошки.
Универсальные шарошки, китайского производства.
Шарошка 1
Шарошка 2
шарошки разных диаметров и углов наклона
Шарошим посадочное место клапана до равномерной поверхности. Но без фанатизма, нужно снять как можно меньше металла.(новое: Недавно смотрел видео по теории. Где чел очень доходчиво рассказывает. Так вот шарошить нужно поверхность не только 45′, но и 15′ и 75′(30′ и 60′ в зависимости от моделей). Дабы получилось рабочая поверхность шириной 1мм-это оптимальный размер. Если кому-то интересно могу позже выложить ссылку на это видео. Я шарошил только под 45′, не знал еще что да как 🙂 ).
схематично
Готовая поверхность.
2. Бур от перфоратора на 8мм. Я отпилил балгаркой наконечник, и обработал все края чтобы не было острых краев на нем.
Бур
3. Шланг бензиновый армированный, понадобится не менее 50 см. часто выходит из строя.Отрезаем шланг длиннее рабочей длины бура на 1см. Бур я сделал 2 см., значит шланг 3см. Одеваем шланг и затягиваем с обоих концов проволокой либо хамутами. Я сперва хамутами затягивал, но как оказалось они тоже быстро выходят из строя. Поэтому взял что было под рукой- проволоку. Ей надежнее и не жалко.
бур+шланг
Перфоатор
4. Перфоратор с хорошим ударом и большим ходом без поворота бура.Пассатижи, шайбы, пружина, алмазная паста.
5.Пассатижи,6. шайбы на 10-12 разной толщины7. пружина довольно упругая8. алмазная паста
Сэндвич 🙂
Одеваем на клапан пару шайб, затем пружину и еще пару шайб. Вставляем клапан на свое место (цилиндр и впуск/выпуск).Зазор 5мм.
Зазор между чашкой клапана и ГБЦ нужен примерно 5 мм. Если больше, убираем одну шайбу. Меньше- добавляем шайбу. пробуем пальцем продавить клапан в его закрытое состояние. Клапан должен закрыться полностью с усилием.После примерки наносим на клапан притирочную пасту, и вставляем клапан. пальцем надавливаем на клапан до закрытого состояния и вращаем клапан по кругу, чтобы размазать пасту по всей рабочей поверхности.Берем перфоратор. выставляем режим только удара без вращения и начинаем притирать. Давить нужно не сильно иначе шланг согнется и сломается. У бура желательно отпилить напайку иначе при порыве шланга можно повредить ГБЦ или клапан.
Поверхность клапана не притерта.
Посадочное место притерлось
Клапан притерся
На клапане и посадочном месте притираемая поверхность должна быть не менее 1мм. и без разрывов.После того как притерли клапан тщательно удалите притирочную пасту. Я вытирал туалетной бумагой, мягкая не оставляет царапин, большой расход — не жалко. Ни в коем случае не допускайте попадание пасты на стержень клапана! В пасте алмазная пыль, сотрет в хлам втулку клапана при работе.Проверить как притерся клапан можно засухарить и пролить бензином или растворителем. Хорошо притертый клапан не должен даже мокреть по кромке. Если собирается капля, то разсухариваем и начинаем по новой притирку до достижения нужного результата.
Если кому пригодится мой опыт буду рад. Если возникнут вопросы, задавайте по мере возможности отвечу.
Как притереть клапана в домашних условиях
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
фаска клапанаСо временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Притирка клапанов в большинстве случаев восстанавливает плотность закрытия клапанов. Создание полной герметичности в камере сгорания на любом такте и есть та единственная цель, которую преследует эта процедура.
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.
Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.
После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Читайте также: Хонингование цилиндров двигателя. Что это и зачем его делают?
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Важный момент: притирку нужно обязательно проводить в две стороны. Если работаете электроинструментом, то менять направление вращения нужно не реже, чем раз в 7-10 секунд. Иначе можно переточить фаску. При ручной притирке просто проворачивайте клапан на 90-180 градусов и периодически перехватывайте инструмент.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа. В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Видео:
Притирка клапанов своими руками
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.
Притирка клапанов: как притереть шуруповертом, дрелью, машинкой
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.
Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки — из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.
Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
Как притереть клапана на ваз 2109
Как делается притирка клапанов ВАЗ-2109 своими руками
Клапана несут одну из основных функций. Они открываются для выпуска основных газов и закрываются, чтобы создать давление в цилиндрах. Двигатель ВАЗ-2109 может иметь 16 или 8 клапанов. Некорректная работа мотора, появление стука порой свидетельствует о незначительных повреждениях этих элементов или их неполном прилегании. Притирка клапанов на автомобиле ВАЗ-2109 выполняется одинаково, вне зависимости от модификации двигателя.
Читайте также: Почему плохо заводится на холодную ВАЗ-2109 и что делать
Почему необходима притирка
Обычно мысль о необходимости притирки возникает после проверки компрессии или капитального ремонта двигателя. При высоком его уровне шатунно-поршневая группа работает хорошо. При слишком низкой компрессии автомобиль может не заводиться. Кроме клапанов за компрессию отвечает состояние головки блока цилиндров.
Чаще всего притирку проводят после капитальной переборки мотора. Из-за демонтажа и замены деталей появляются зазоры в клапанной системе. Настроить ее работу можно в домашних условиях, для этого вам придется иметь нужные инструменты. Если вы не уверены, что настройка и притирка вам под силу, стоит обратиться к профессионалам.
Читайте также: Как сделать обвесы на ВАЗ-2109 своими руками
Чем выполняются работы
Для притирки необходимо иметь под рукой следующие инструменты:
- «Шарошки» – насадки для восстановления клапанных седел, ими устраняются повреждения. Обычно продаются наборами, в которых собраны приспособления для разных двигателей. Насадка выбирается по характеристикам силовых установок – углу и диаметру его клапанной системы.
- Притирочная паста – главный инструмент при работе. Может быть крупнозернистой или наоборот мелкофракционной. Первая используется для сглаживания крупных неровностей, а вторая для финального оттачивания. При выборе отдавайте предпочтение пастам от известных производителей.
- Если клапанная система сильно деформирована, то понадобятся новые ее элементы. Меняйте клапана, если вы не можете выровнять старые.
- Резиновый шланг и дрель понадобятся в качестве дополнительного оборудования.
Можно использовать специальное приспособление, похожее на пружинку с ручкой. В этом случае работу придется сделать руками. Дрель же позволит приложить минимум усилий.
Основные методики выполнения работ
Правильная притирка может быть проведена одним из методов:
- На вращающейся части дрели закрепите резиновую трубку хомутами. С их же помощью на конце трубки установите клапан смазанный по краям притирочной пастой. Закрепите головку на столе и вставьте подготовленную деталь в седло. Запустите дрель в режиме, допускающем не более 500 оборотов в минуту. Важно делать не только круговые движения, но и делать повороты на 30-35 градусов. Работа считается завершенной, когда на поверхности элемента появился полоса пасты, толщиной около 2 миллиметров. Этот способ считается не самым эффективным, но он любим многими владельцами ВАЗ-2109. Лишнюю пасту уберите керосином.
- Более эффективный вариант – ручная работа с помощью шарошек. Демонтируйте клапана и удалите с них нагар при помощи металлической щетки. Действовать нужно аккуратно, чтобы не поцарапать металл. Если толщина нагара невелика, можно опустить этот шаг. Притереть клапана можно последовательной сменой шарошек в последовательности 45, 15 и 75 градусов. Проверьте индикатором концентричность – биение должно быть не более 0,03 мм. Далее подставьте под клапан слабую пружину, обработайте пастой фаски седла и клапана. С небольшим нажимом поверните клапан на 120 градусов в одну сторону и на 100 в другую. Делайте так пока поверхность не сровняется.
В обоих случаях появление серой дорожки – признак качественно выполненной работы. Второй вариант требует больше затрат сил, но результат получается более долговечным. Притирка требует большой точности и особых навыков. К ней стоит подготовиться заранее, например, посмотрите инструкцию по выполнению этой работы на видео.
https://www.youtube.com/watch?v=3TJDN50kCho
Как притереть клапаны своими руками + видео работ в домашних условиях на ВАЗ
Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.
Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
- Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.
Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.
Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются. Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
- Так называемые присоски. Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста
Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Шарошка
Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.
Клапан оснащается пружиной и помещается в гнездо
- На ножку устанавливается специальный инструмент и фиксируется при помощи винта.
Инструмент устанавливается на клапан с пружиной
- На основание тарелки наносится абразивный состав.
Абразивная паста на тарелке клапана должна быть распеделена равномерно
- Притирка осуществляется посредством вращения клапана в обе стороны. Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.
Так осуществляется ручная притирка клапана
- Работа осуществляется до появления на седле и тарелке клапана серого стального кольца.
Так проявляется серое кольцо на тарелке клапана (справа)
- После притирки детали вытираются и вымываются керосином и мягкой тряпкой.
Так должен выглядеть клапан после притирки и промывки
Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
- В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.
Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех
- Слишком активно подвергать деталь шлифовке не стоит — процесс прекращается, как только становится непрерывным.
Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма
- Клапан снимается со станка и протирается керосином.
Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу
- После притирки проводится визуальная проверка ГБЦ. Сёдла притираются только в том случае, если на них нет дефектов. Прогар убирается посредством шарошки.
Шарошка нужна только для устранения нагара
Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
- Автор: Михаил Рассветный
- Распечатать
Как правильно притереть клапана, приспособления для притирки, проверка
Капремонт двигателя – трудоемкая и довольно дорогостоящая процедура. Многие операции, самостоятельно в гаражных условиях, выполнить невозможно по причине отсутствия необходимого оборудования, но на некоторых вполне удастся сэкономить. Один из путей уменьшения затрат на приведение двигателя в порядок – притирка клапанов своими руками.
Чтобы мотор работал с максимальной эффективностью, клапаны должны закрываться очень плотно, чтобы исключить потери энергии. Для того чтобы добиться плотного прилегания их к седлам, выполняют их притирку. Для работы потребуется:
- шарошка для удаления выработки;
- притирочная паста;
- инструмент для притирки.
Притирочная паста
Правильная притирка начинается с похода в автомагазин за абразивным материалом. Притирочная паста – это главное, что необходимо приобрести до начала работ. Данный абразивный материал наносится на кромки клапанов в процессе притирки. В магазинах предлагается широкий выбор паст разных производителей. Отличаются они друг от друга главным образом ценой. Качественно выполнить притирку клапанов и седел можно как дешевым, так и дорогим материалом, поэтому особого смысла переплачивать нет.
Приобрести нужно два тюбика: крупнозернистую пасту для черновой обработки, и мелкозернистую – для финишной. С таким набором работа будет выполнена быстрее и качественнее.
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла. Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели. Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла. Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
Инструмент для притирки
Приспособление для притирки клапанов можно сделать из дрели, сверла, шланга и двух хомутов. В патрон дрели зажимается сверло, на него надевается один конец шланга и затягивается хомутом. Другой конец шланга надевается на стержень клапана, вставленного на свое место.
В качестве альтернативы может быть использована специальная присоска, которая одним концом зажимается в патрон дрели, а другим прилепляется к тарелке клапана. При покупке следует ее проверить, обратить внимание на качество материала, из которого изготовлена присоска, поскольку некачественное приспособление будет постоянно отлепляться, и работа значительно усложнится.
После этого остается только нанести притирочную пасту, и можно приступать к процессу. Притирка клапанов и седел должна производиться с соблюдением следующих условий:
Притирка клапанов
Прежде, чем приступать к работе, следует внимательно осмотреть клапана: если они хотя бы немного искривлены, необходима замена. Попытки выправить их самостоятельно положительного результата не дадут.
Притирка клапанов ВАЗ-2106 (2109) выполняется следующим образом: до начала обработки под клапан ставится слабая пружина, на фаски наносится крупноабразивная притирочная паста, и начинается сам процесс. Обработка продолжается до тех пор, пока не будут удалены все дефекты. После этого наносится мелкоабразивная паста, и обработка продолжается, пока притираемые поверхности не приобретут равномерный матовый цвет.
На видео представлена притирка клапанов ВАЗ-2109.
Как проверить качество работы
Сигналом к завершению служит появление ровного пояска шириной около полутора миллиметров. После этого необходимо проверить, насколько хорошо притерты клапана. Для этого нужно смыть остатки пасты и нанести масло, после чего еще некоторое время выполнить притирку. При этом станут видны не удаленные раковины и царапины, если таковые остались. Если же их нет – работу можно считать оконченной.
Следует отметить, что во время работы двигателя, клапана пройдут процесс приработки уже без стороннего вмешательства, поэтому не стоит тратить время, чтобы довески качество притирки до идеала. Если проверить притирку керосином, горючая жидкость может немного просачиваться из-под закрытого клапана, однако после того, как двигатель поработает несколько дней, герметичность значительно улучшится.
Как притереть клапана своими руками + видео работ в домашних условиях на ВАЗ
Вы провели капитальный ремонт двигателя, заменили поршневые кольца, прокладку и другие элементы силового агрегата? Работа ещё не окончена. Чтобы мотор функционировал правильно, нужно правильно притереть клапана.
Зачем нужно притирать клапана
Если не выполнить процедуру, клапана могут работать некачественно — например, пропускать бензин и воздух в закрытую камеру сгорания. Это ухудшит ходовые характеристики двигателя и со временем может привести к поломке. Притирка помогает добиться максимальной герметичности. Выполнять работу надо не только после установки новых клапанов — нередко она нужна и в случаях, когда изделия давно не менялись. Причиной «дёрганий» авто на холостых оборотах может являться разность компрессии в цилиндрах. Притирка — единственный способ справиться с проблемой.
Как добиться результата в домашних условиях
Притирка клапанов своими руками
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Проверка работоспособности
Есть три способа проверки правильности притирки клапана.
- С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным.
- С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен.
- С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно.
Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
- Автор: Дмитрий Буймистров
- Распечатать
Притирка клапанов к седлам — Энциклопедия по машиностроению XXL
При объяснении назначения и устройства вентилей преподаватель показывает их в натуре или на рисунке и говорит, что вентилями пользуются для закрытия и регулирования поступления газа путем прикрытия проходного отверстия затвором (клапаном-или золотником). Корпус вентиля бывает из бронзы, стали и из ковкого чугуна. Внутри корпуса делается перегородка с круглым отверстием в центре и седлом, прикрываемым тарелочным клапаном. Открывается вентиль вращением влево маховика и шпинделя, к которому прикреплена тарелка клапана, в результате чего последний поднимается от седла. Закрытие вентиля осуществляется вращением вентиля по часовой стрелке. Плотность прилегания клапана обеспечивается притиркой уравнительной поверхности тарелки клапана к уплотнительной поверхности седла. Преимущества вентиля по сравнению с задвижками и кранами заключаются в плотности их закрытия и легкости притирки клапанов к седлам. Однако применение вентилей ограничено из-за основного недостатка — большой потери газа при прохождении по изломанному проходу вентиля. [c.76]После притирки клапанов к седлам проверяют и устанавливают их подъем, который должен быть для всасывающих и нагнета-те.тьных клапанов не менее 2,5 и не более 3,0 мм. [c.95]
Выпрессовка изношенных направляющих втулок клапанов. Запрессовка ремонтных направляющих втулок. Обработка отверстий направляющих втулок разверткой до нормального или ремонтного размера. Зенкование фаски. Шлифование рабочей фаски. Притирка клапанов к седлам. Испытание на герметичность сопряжения клапан — седло. Контроль биения рабочей фаски относительно отверстия направляющей втул- [c.248]
В ремонтных мастерских автомобильных хозяйств для притирки клапанов к седлам применяются коловороты, электрические дрели и пневматические машинки. [c.49]
Рассмотренные методы сборки применяются, строго говоря, во всех трех типах производства и при различных организационных формах сборки. В частности, например, при поточной сборке автомобилей (массовое производство) сборка осуществляется в основном методом полной взаимозаменяемости, но вместе с тем ряд соединений осуществляется методом групповой взаимозаменяемости (цилиндр — поршень поршневой палец — шатун — поршень), а также методом регулировки (соединения с набором прокладок и др.) и, наконец, даже методом пригонки (индивидуальная притирка клапанов к седлам) то обстоятельство, что пригонка при поточной сборке производится предварительно, а именно в процессе механической обработки, не меняет сущности метода сборки, так как детали, подвергавшиеся пригонке, передаются на сборку спаренными и соединяются только пригнанными парами. В тяжелом машиностроении (единичное производство) удельный вес индивидуальной пригонки велик, но наряду с ней применяется также и метод регулировки прокладками или подвижными компенсаторами вместе с тем крепежные детали изготовляют с допусками, обеспечивающими их взаимозаменяемость, и собирают с базовыми деталями методом полной взаимозаменяемости. Сборка нормализованных узлов, изготовляемых обычно сериями, может производиться методами как полной, так и групповой взаимозаменяемости кроме того, при соединении отдельных нормализованных деталей с базовыми не исключена возможность применения метода непосредственного подбора. [c.235]
Обратные и предохранительные клапаны Разборка, очистка, осмотр, притирка клапанов к седлу сборка, испытание на плотность и на заданный режим 10 [c.88]
Во-вторых, до притирки клапанов к седлам нужно измерить [c.180]
В домашних условиях ремонт головки цилиндров обычно сводится к замене вышедших из строя деталей и притирке клапанов к седлам. [c.35]
Притирка клапанов к седлам [c.45]
Притирка клапанов к седлам необходима для обеспечения герметичности в случаях [c.45]
Притирка клапанов к седлам производится в следующем порядке [c.45]
Ослабшие в запрессовке седла обратных клапанов заменяют изношенную посадочную поверхность восстанавливают хромированием или цинкованием с толщиной слоя не более 0,2 мм на сторону. Притирку клапанов к седлам производят на полное прилегание до ровного матового блеска. При сборке обратные клапаны подбирают одинаковой высоты разница по высоте в комплекте допускается не более 0,1 мм. Регулировку подъема обратных клапанов [c.382]
ПРИТИРКА КЛАПАНОВ К СЕДЛАМ [c.27]
Притирка клапанов к седлам необходима для обеспечения герметичности в случаях шлифовки рабочих фасок клапанов или седел замены направляющей втулки или клапана и при незначительных износах седел и головок клапанов. [c.27]
Разборка клапанных распределителей, замена изношенных уплотнений, притирка клапанов к седлам. [c.190]
Притирка клапанов к седлам. При необходимости переточка и перешлифовка клапанов и седел — замена изношенных деталей. [c.191]
Если бы уплотнительные поверхности клапана и седла были абсолютно хорошо притерты и зазора между ними бы не было, не было бы также и утечки среды. Однако в действительности даже при нулевой обработке уплотнительных поверхностей при самой лучшей притирке на них имеются царапины, выступы, хорошо видимые в микроскоп. Эти неровности создают зазоры между клапаном и седлом, для уменьшения которых приходится дополнительно применять усилие, прижимающее клапан к седлу. Величина этого дополнительного усилия Qy зависит от боль—шого количества факторов, меняющихся по значению в зависимости от данных конкретных условий. Очевидным является то обстоятельство, что при равных условиях обработки дополнительный нажим несколько меньше для клапанов с пластмассовым уплотнителем, чем с металлическим. [c.71]
В табл. 18 и 19 даны технологические процессы на клапан и седло клапана панели управления гидросистемой (рис. 195). Окончательная притирка клапана к седлу производится при сборке. [c.306]
Стенд предназначен для одновременной притирки восьми клапанов к седлам, запрессованным в головку цилиндров двигателя ЗИЛ-130. [c.151]
Для притирки поверхностей сопряженных деталей, например клапанов к седлам в двигателях, ниппелей к гнездам кранов и т. п., применяют преимущественно пасты ГОИ (Государственного оптического института). Пастами ГОИ притирают любые металлы, как твердые, так и мягкие. Эти пасты выпускаются трех видов грубые, средние и тонкие. [c.48]
Притирка клапана к седлу, выполняемая с помощью специальных ключей (рис. 118), является обязательной операцией при сборке клапанов. В качестве притирочных материалов используют порошок из толченого стекла или наждака, разведенный в машинном масле. Ширина притертой поверхности кромки обычно составляет /в — 4 всей ее ширины. Ни в коем случае нельзя допускать, чтобы притертая поверхность была меньше этой величины, так как клапан тогда будет пропускать жидкость. [c.164]
Притертые клапаны нумеруют согласно седлам клапанов и вынимают из блока. После притирки клапана к седлу каналы блока цилиндров тщательно очищают и промывают керосином. Перед установкой в блок ршо[c.160]
Падение мощности двигателя, сопровождаемое хлопками во впускном или выпускном трубопроводе, указывает на плохое прилегание клапанов к седлам. Для устранения этой неисправности снимают головку блока цилиндров, разбирают клапаны, отмечая детали, чтобы не спутать их при сборке, и тщательно их осматривают. Если на рабочей поверхности клапанов образовался нагар, его удаляют, а небольшие раковины устраняют притиркой. Для притирки клапана снимают клапанную пружину, под его головку подкладывают слабую пружину, на рабочую поверхность наносят слой пасты, состоящей из абразивного порошка и масла, и при помощи коловорота или притирочного приспособления сообщают клапану возвратно-вращательное движение. [c.20]
Для притирки поверхностей сопряженных деталей (клапан к седлу, кран и ниппель к гнезду) применяют специальные пасты. Паста состоит из порошка корунда, наждака или толченого- [c.274]
Притирку начинают обычно с применения среднезернистого корундового порошка, затем заменяют его мелкозернистым, а заканчивают полировкой на чистом масле. Если долго не удается притереть клапан к седлу, следует проверить, не нарушена ли соосность конусных и направляющих поверхностей деталей (см. рис. 78). Ручная притирка деталей очень трудоемка. Простейшим средством механизации притирочных работ в депо является пневматический или электрический инструмент вращательного действия с реверсивным ходом, повышающий производительность труда примерно в два раза. [c.102]
Редукционный клапан. Нередко причинами понижения производительности насоса, а значит, и давления в системе смазки дизеля служат заедание клапана в открытом положении, преждевременное его открытие из-за просадки пружин или потери герметичности запорного конуса. Поэтому обязательно надо проконтролировать состояние пружин (см. 31) и притирку клапана к седлу (см. 22). О том, какие могут возникнуть неисправности в соединениях и узлах, отмеченных на рисунке цифрами в кружочках, как эти неисправности распознать и устранить, рассказано в гл. V. [c.294]
Если долго не удается притереть клапан к седлу, проверяют, не нарушена ли соосность конических и направляющих поверхностей деталей (см. рис. 3.16). Ручная притирка деталей очень трудоемка. Простейшим средством механизации притирочных работ является пневматический или электрический инструмент вращательного действия с реверсивным ходом, повышающий производительность труда примерно в 2 раза. После окончания притирки детали тщательно очищают, а затем продувают сжатым воздухом для удаления остатков шлифовальной смеси. Трущиеся поверхности деталей покрывают маслом. [c.118]
Пропуск пара в вентилях может такл е быть вызван неплотной посадкой клапана на седло. Устранение этой неисправности в клапанах достигается притиркой клапана к седлу. В качестве притирочного материала используется паста ГОИ, которая наносится равномерно на притираемую поверхность. После этого клапан опускают на седло, поворачивают в обе стороны и слегка нажимают. По наличию равномерного опорного пояска по всей окружности клапана и седла определяется качество притирки. [c.66]
Двигатель может не запускаться по следующим причинам рабочие клапаны не притерты к седлам или неплотно прилегают к ним вследствие коробления корпусов клапанов при чрезмерной затяжке гаек, цилиндровые втулки имеют большую выработку и овальность, сработались поршневые кольца и они неплотно прилегают к втулке. Эти неисправности можно устранить притиркой клапанов и седел, ослаблением затяжки гаек и проверкой посадки клапанов, заменой цилиндрических втулок, поршневых колец (износ втулок цилиндра и поршневых колец появляется только после продолжительной эксплуатации двигателя). [c.202]
Пластинчатые клапаны и их седла притирают по контрольным притирочным плиткам до получения ровной матовой поверхности, а затем производят притирку клапанов к седлам. Подъем пластинчатого клапана ограничивается высотой 2—3 мм. При сборке клапана обращают внимание, не перекрывает ли обратная сторона его проходные отверстия в решетке (фиг. 21). Корпус клапана компрессора в гнезде должен быть уплотнен прокладкой из отожженной листовой красной меди толщиной 0,5—1,1 мм. Крышки клапанных гнезд цилиндров низкого и среднего давления могут быть уплотнены клингеритовыми прокладками и шнуровым асбестом с графитом. Аналогичные крышки цилиндров высокого давления должны быть уплотнены прокладками из листовой красной меди. [c.396]
Имеются пропуски пара при опущенной тарелке (пропаривание клапана). Это наблюдается при плохой притирке клапанов к седлам, или когда клапаны перекошены, или между тарелкой и седлом подали накипь, грязь, песок. Пропаривание клапана может мривести к его прикипанию к седлу. [c.213]
В частности, например, при поточной сборке автомобилей (массовое производство) сборка осуществляется в основном методом полной взаимозаменяемости, но вместе с тем ряд соединений осуществляется методом групповой взаимозаменяемости (цилиндр — поршень поршиевый палец — шатун — поршень), а также методом регулировки (соединения с набором прокладок и др.) и, наконец, даже методом пригонки (индивидуальная притирка клапанов к седлам). В тяжелом машиностроении (единичное производство) наряду с индивидуальной пригонкой применяется также и метод регулировки прокладками или подвижными компенсаторами вместе с тем крепежные детали собирают с базовыми деталями методом полной взаимозаменяемости. Сборка нормализованных узлов, изготовляемых обычно сериями, может производиться методами взаимозаменяемости. [c.252]
Установка направляющего хвостовика клапана на посадке скольжения (9) может помешать плотному прилеганию клапанй к седлу. В целесообразной конструкции ( 0) применена свободная посадка, достаточная для направления клапана при притирке и в то же время допускающая Самоцентрирование клапана в седле. [c.499]
Герметичность отсечных органов предохранительных клапанов ПКН и рабочих электромагнитных клапанов-от-секателей обеспечивается тщательной притиркой клапана к седлу на заводе-изготовителе или в мастерской. [c.194]
Плотность закрытия вентилей и относительная легкость притирки их клапанов к седлам является большим преимуществом вентилей по сравнению с задвижками и кранами. Однако основным недостатком вентилей, вследствие которого применение их на газе ограничено, является большая потеря давления газа при проходе его через вентиль по сравнению с кранами и задвижками. Эта потеря давления вызывается тем, что проход через вентиль не прямой, а с изломом. Сопротивление вентиля очень велико и может быть больше сопротивления задвижки в 10—20 раз-в зависимости от конструкции вентилей. Наименьшее сопротивление проходу газа оказывают прямоточные вентили с наклонным шпинделем (рис. 34), однако и их сопротивление в два раза больще сопротивления задвижек. Применение таких вентилей, особенно на газе среднего и высокого давления, целесообразно. [c.76]
Притиры изготовляют из мягкого мелкозернистого чугуна, красной меди, латуни или свинца, в поверхность которых вдавливают абразивный порошок. Форма притира должна соответствовать форме притираемой поверхности. На поверхности плоского притира насыпают абразивный порошок и вдавливают его стальным закаленным бруском или роликом. Для получения круглого притира на закаленную стальную плиту насыпают ровный тонкий слой абразивного порошка, а затем круглый стержень катают на плите до тех пор, пока абразивный материал не вдавится в поверхность. При помощи притиров получают точную обработку не сопряженных между собой поверхностей (шаблоны, угольники, калибры и некоторые детали машин в точном машиностроении). Обрабатываемую деталь кладут на прйтир и перемещают ее по нему с легким нажимом. При этом выступающие острые ребра частиц абразива, находящиеся на притире, срезают с изделия очень тонкий слой металла, и поверхность делается более ровной. Можно деталь оставлять неподвижной, а перемещать по ней притир. Для притирки поверхностей сопряженных деталей (клапан к седлу, кран и ниппель к гнезду) применяют специальные пасты. [c.183]
После хорошо выполненной притирки рабочие фаски клапанов и седла их в блоке имеют сплошную матовую полоску по всей окружности шириной 1,5—2 мм. Качество притирки проверяют по герметичности прилегания клапана к седлу специальными приборами. Клапан двигателя Москвич -402 при проверке плотности притирки на приборе не должен пропускать воздух под давлением 0,7 кг1см , при этом давление не должно снижаться в течение одной М1 нуты. Проверить герметичность клапана при отсутствии специального прибора можно кустарным способом на фаске клапана надо нанести карандашом поперечные черточки на расстоянии 8—12 мм друг от друга. Затем, плотно прижав клапан к седлу, повернуть его на половину оборота отверткой, вставленной в цлиц. У хорошо притертого клапана все черточки после провертывания на фаске будут стерты. Нельзя поворачивать клапан на полный оборот, так как в этом случае карандашные риски будут стерты даже у плохо притертого клапана. [c.160]
Блок стопорного и регулирующего клапанов с ограничителем приемистости (см. рис. 4). Необходимо проверить плотность прилегания как самих клапанов к седлам, так и торца штока к стопорному клапану, если центральное отверстие в клапане не заглушено. Притирку штока проводить только после установки клапана и штока. Поставив штифты, удерживающие топливные клапаны на концах штоков, проверьте, могут ли клапаны свободно покачиваться. Концы штифтов нужно застопорить кернением. Обжатие фторопластовых колец в сальниках, а также колец из ФУМ должно сопровождаться расхаживанием штоков. Проверьте, становятся ли клапаны на свои седла, не зависают ли штоки с клапанами из-за того, что поршни сервомоторов упираются в днище. При разборке коробки клапанов втулки штоков не выпрессовываются, поэтому следует обратить впимание на чистоту отверстий в районе этих втулок. [c.104]
Шлифовка клапанов, 4 двигателя: 8 шагов
Я включаю предложение по нанесению меток времени, которые на двигателях с верхним кулачком необходимо будет повторно собрать таким же образом до правильных меток
Я упомяну здесь, что любой двигатель с толкателем не влияет на метки синхронизации но дистрибьютор должен быть помечен на них (скорее всего), так как вам иногда приходится снимать его, чтобы снять головку / с
, конечно, у новых двигателей нет дистрибьюторов, у них есть пакеты катушек и т. д.
Я использовал краску разных типов, но я всегда очищаю небольшое пятно рядом с предполагаемыми отметками
чем-то вроде карбонового спрея, вы, скорее всего, можете использовать ацетон или скипидар, возможно, средство для снятия лака с пальцев, это гарантирует, что краска останется на шестерне ГРМ или ремень и область рядом с отметкой
(блок / литье или шестеренка)
держите большую часть ваших следов краски на видимой стороне, чтобы вы не повернули ремень назад по ошибке
В общем, найдите время, чтобы выяснить, какие отметки предполагаются для согласования, просмотрев руководство для вашего двигателя или спросив автозону.возможно, посетите библиотеку, сделайте копию или нарисуйте хорошее изображение, как если бы вы работали над v6 0r v8 с большим количеством кулачков и балансиров, вам действительно нужно знать
, где каждая из них помечена
На небольших 4-цилиндровых двигателях с Нет в блоке балансировки RS или, может быть, с одним кулачком, вы, вероятно, сможете обойтись, просто нарисовав отметки на звене цепи и шестерне или на ремне и его зубчатом колесе для ременных приводов типа
(кулачок).
Скажу за отсутствие знаков совмещения ГРМ: можно краской сделать свой.
ПОПЫТАЙТЕСЬ НАЙТИ МЕТКИ (время)
В большинстве случаев я начинаю свою работу (работу клапана) с поворота двигателя в верхнюю мертвую точку на поршне номер 1, это обычно приводит метки синхронизации в нормальное положение, где вы можете проверить точно, где каждая из 3 или 4 меток совмещена (на шестернях). Если вы обнаружите, что кулачок или кулачки выровнены, но не видите метку от кривошипа, просто промойте место на цепи и звездочке с помощью растворителя (упоминалось ранее)
НЕКОТОРЫЕ ДВИГАТЕЛИ НЕ ВЫРАВНИВАЮТСЯ В ВЕРХНЕМ МЕРТВОМ ЦЕНТРЕ, ТАК ОСТЕРЕГАЙТЕСЬ
Нанесите пятно краски на 1 зуб и на сопрягаемую цепь используйте зуб и сопрягаемое звено, чтобы быть осторожным, чтобы нанести достаточно маленькое пятно краски, чтобы не спутать, на каком звене он находится, хорошо?
ИСПОЛЬЗУЙТЕ КРАСКУ ДЛЯ БЫСТРОСОСЫХАНИЯ ИЛИ БЕЛЫЙ ПОЛИК ДЛЯ НОГТЕЙ.
ЭТА МАРКА ДЛЯ ОПРЕДЕЛЕНИЯ ИЛИ ПОКРАСКИ МАРКИ ДОЛЖНА БЫТЬ СДЕЛАНА ПОСЛЕ ЛЮБЫХ ИСПЫТАНИЙ НА СЖАТИЕ, ПОТОМУ ЧТО ДВИГАТЕЛЬ НЕ ПЕРЕМЕЩАЕТСЯ ДО ПЕРЕУСТАНОВКИ ГОЛОВКИ
НА БЛОК (НЕ ПЕРЕМЕЩАЙТЕ ШАТУНУ ВО ВРЕМЯ ИЛИ ВО ВРЕМЯ СНЯТИЯ ГОЛОВКИ ** **
, когда вы будете готовы установить головки, вы можете немного переместить метки, чтобы они оказались в том же месте, используя руку и гаечный ключ, не забудьте вернуть кулачок в то же положение перед
установкой или прикручиванием кулачка на головку или когда кулачок уже прикручен к головке (двигатели с верхним расположением кулачков)
**** если ваш двигатель представляет собой натяжной двигатель, не переворачивайте двигатель, удерживайте кривошип и кулачки в том же месте, когда они разделены
Имейте 2 кулачки на двигателе или 4 кулачка? Отметьте их, нанесите пятно краски на передний и задний кулачки или прикрепите бирку с помощью ef if — er = ir ect
, не путайте их.(например, передний выпускной кулачок, передний впускной кулачок, или, если у вас двигатель с двумя головками, два задних кулачка)
После того, как вы сделаете отметки, возьмите болты, удерживающие головку, скорее всего, вам понадобится
удалить все верхние кулачки ОК СМОТРЕТЬ КОЛПАЧКИ, КОТОРЫЕ ЗАВЕРШАЮТ КРЫШКИ, ВИДЯТ ЦИФРЫ И СТРЕЛКИ НА ВЕРХНЕЙ КРЫШКЕ? ХМ? Нет ?
НУ ВАМ НУЖНО НАМЕТИТЬ КАЖДУЮ КРЫШКУ И СОЗДАТЬ СТРЕЛКУ ИЛИ НОМЕР
ЕСЛИ ВЫ СМЕШИТЕ ЭТО, ВЫ РАЗРУШИТЕ ВАС МОТОР ИЛИ ГОЛОВКУ
, если вы не уверены в положении колпачков (числа?), Попробуйте сопоставить царапины, видимые на нижний кулачок
журнал они похожи на отпечатки пальцев
там могут быть набор цифр и буква, например E на одном кулачке (CAP) и аналогичный номер и буква N
, если цифры и буквы невидимы, сделайте свои собственные буквы и цифры сделать так, как это
возьмите отвертку или номер ледяной картинки, держатели кулачков (выступ), начиная с одного конца, скажем, от 1 до 5, затем, дополнительно говоря о головках сдвоенных кулачков, поставьте e или x для выпускных кулачков? только рядом с крышками выпускных распредвалов (двойной кулачок требует большего количества отметок)
Более 1 кулачка? сделайте что-то подобное (последний абзац) для задней головки, но держите детали подальше от кулачков 1-й головки (храните их, чтобы не смешивать их)
Колпачки кулачков Я кладу колпачки в крышку клапана после проверки номеров колпачков сохраните их, чтобы заменить на том же месте на шейках кулачка
Снимите все необходимые болты впускного коллектора с головки и снимите в сторону снимите все болты выпускного коллектора и снимите выпускной коллектор в сторону
снимите все скобы с коллектора, которые заедают вы от удаления головы и связанных частей.
ЕСЛИ ВЫ ПРИНИМАЕТЕ ЗВЕЗДОЧКУ ИЛИ ШЕСТЕРНЮ КАМЕРЫ, ЧТОБЫ ВЫБРАТЬ ЕГО ОТ ЦЕПИ, ТОГДА
ОТМЕТЬТЕ ЕЕ И ЗАТЕМ НАДЕВАЙТЕ НАЗАД (после), ЧТОБЫ НЕ СМЕШИВАТЬ ИХ, МОЖЕТЕ ИСПОЛЬЗОВАТЬ КРАСКУ, ЧТОБЫ ОТМЕТИТЬ ИХ КАК КАМЕРА 1 ИЛИ КАМЕР 2 ИЛИ 3 ИЛИ 4 В КАЧЕСТВЕ
ВЫ МОЖЕТЕ УСТАНОВИТЬ КАМЕРУ В ТОЧКЕ, КОТОРОЕ НЕ ПРЕДНАЗНАЧЕНЫ ДЛЯ УПРАВЛЕНИЯ ЕГО ОТ ПОВОРОТА ВО ВРЕМЯ ОСЛАБЛЕНИЯ ЗАТЯЖКИ ШЕСТЕРН ИЛИ БОЛТОВ НЕ ДОПУСКАЙТЕ ПОВОРОТ КАМЕРЫ, КОГДА ВЫ ОТСОЕДИНЯЕТЕ КАКУЮ ШЕСТЕРНЮ ИЛИ ШЕСТЕРНЯ. ОНА МОЖЕТ РАЗРУШИТЬ КЛАПАНЫ, если ОНА ПОВОРАЧИВАЕТСЯ, поэтому ПРЕДУПРЕЖДЕНИЕ НЕ ДОПУСКАЙТЕ ПОВОРОТ КЛАПАНА ПРИ РАЗБОРКЕ ШЕСТЕРНИ ИЛИ ЧАСТЕЙ
(пневматический ударный гаечный ключ полезен для снятия больших болтов, если они затянуты, но не должны использоваться для маленьких болтов, таких как 1/2 0r 13 мм только на 17 мм или больше) И ОТСОЕДИНИТЕ ФИКСИРУЮЩИЕ БОЛТЫ КУЗОВА, ПЕРЕД ОТКЛЮЧЕНИЕМ КАКИХ-ЛИБО БОЛТОВ КОЛПАЧКА
УПРАВЛЯЙТЕ БОЛТЫ ГОЛОВКИ В КРЫШКЕ КЛАПАНА, ИЛИ МОЖЕТЕ ВСТАВИТЬ МАЛЕНЬКИЕ БОЛТЫ В ДРУГУЮ ЧАШКУ ИЛИ НЕ ПРОПУСКАЕТСЯ ИХ В ОБЛАСТЬ МЕЖДУ ЦЕПЬЮ И ДНОМ МАСЛЯНОГО ПОДДОНА ВЫ НЕ ХОТИТЕ, ТОГДА Я ВАШ МОТОР »! ЕСЛИ ВЫ БРОСИТЕ ОДИН В ЗВОНИТЕ И СПРОСИТЕ МАШИНА О ЧТО ПРОИЗОШЛО, используйте большую пару тисков, чтобы заблокировать кулачок и удерживать его, или, если вы можете попытаться снять кулачок и шестерню, не снимая, я использовал трубный ключ, чтобы держите кулачок
, но он может соскользнуть, и помните, что вы не можете позволить кулачку вращаться (на двигателях с помехами), если у вашей консервной передачи есть большие отверстия, вы иногда можете вставить металлический стержень через отверстие, чтобы заблокировать его, чтобы он действительно отправил поворот (при ослаблении зубчатый болт)
СОВЕТЫ «
Если вы не уверены в положении колпачков, попробуйте вычислить царапины на нижней цапфе кулачка
, они похожи на две половинки, а иногда их можно сопоставить по образцам царапин от износа
, если у вас есть повреждение колпачка. или журнал, вы можете немного сгладить его (слегка) наждачной бумагой с зернистостью 320, натянутой вокруг гнезда очень маленького размера (после этого очистите всю пыль).
CAM CAM CAM НЕ ОСТАНОВИТСЯ НА МЕТКЕ ИЗ-ЗА ПРУЖИН
Если вы обнаружите, что кулачок, установленный на правильную метку, прыгает в другое место, потребуется
, чтобы удерживать или заблокировать его, пока вы завершаете позиционирование, любые оставшиеся шестерни / цепь и т. Д. пара
зажимов тисков, прикрепленных к кулачку в каком-то месте, не обработанном на станке.
РАСПРЕДЕЛИТЕЛЬНЫЕ ОТВЕРСТИЯ
Некоторые двигатели, такие как
GM 2.4 используйте отверстия в кулачковых зубчатых колесах, в которые вы вставляете болт или сверло при выравнивании
, остерегайтесь регулируемой кулачковой шестерни gm 2.4, так как там 2 шестерни расположены друг над другом, и вы не должны
позволять двум шестерням проскальзывать на другой зуб или он не будет работать (серьезно)
2,4 — двигатель сложно опереться, их спрятаны болты за устройством натяжения цепи и т. д.
На железных блоках и / или головках я использую перматексный шеллак с индийской головкой для герметизации пятен ржавчины
, даже если это не может быть совершенно необходимым, это может предотвратить образование ржавчины на металле
, которая вызовет точечную коррозию и приведет к повреждению прокладки (используйте ваше собственное суждение).
Если вы работаете с Ford SOHC V-8, натяжитель цепи Gas TYPE находится за крышкой механизма газораспределения
, ее будет очень трудно сжать, если вы снимете шестерню, поэтому, если у вас
есть кусок дуба, вы может сделать клин и ударить его
по цепи, чтобы натяжитель не выскочил, когда вы снимаете верхнюю шестерню кулачка
. Если он все же выйдет, вам будет сложно снова надеть свое снаряжение.
кулачок ослаблен.
Газ под давлением T Энсионер
Знайте, какой тип T Ensioner у вас есть на вашем двигателе, если он имеет давление газа
Тип T Энсионер вам в большинстве случаев потребуется удалить это потому, что вы не сможете
надеть цепь или ремни на кулачки, так как они будут расширяться и плотно прилегать. нужно медленно
повторно сжать его обратно в корпус цилиндра, чтобы вы могли вставить его достаточно глубоко, чтобы вставить
штифт в фиксирующее отверстие на стороне рядом с резиновым чехлом, который нужно удалить, как
штифт гранаты, только после всех передач и цепи / ремни на месте и прикручены.
Требуется большое усилие, чтобы вдавить тиски T Ensioner : вам нужно будет поместить его
в большие магазинные тиски и медленно в течение 4 или 5 минут затянуть тиски
до упора. отверстие выровнено по большому весу, и вы испортите конец натяжителя
. Я положил их под машину и использовал домкрат, чтобы медленно их сжать.
не забудьте дать им время, чтобы они двигались медленно, скажем, 4 или 5 минут.
при замене узла коромысла на 4-цилиндровом двигателе Honda civic, будьте осторожны, когда узел
начинает затягивать часы, чтобы увидеть, соприкасаются ли все коромысла с соответствующими штоками клапана
, если верхний конечный клапан выходит вбок, он будет согните выпускной клапан
вбок. ОСТОРОЖНО, просто подтолкните его к верхней части штока, чтобы он не заедал, когда вы приближаете его к вытягиванию
, даже если некоторые выступы высоки, и нажимайте на узел, когда вы затягиваете его на кулачок головки. inplace
понимаете?
В цилиндрах Nissan с 4 или 6 цилиндрами используется гидравлический натяжитель, если ваша цепь издает шум
при нагревании двигателя, это может означать, что коренные подшипники изношены! работа цепи
не поможет в этом, у вас большие проблемы, поэтому проверьте давление масла «с горячим мотором».
У вас старый мотор переднего колеса GM с плохим кулачком? Не хотите тоже вынуть мотор
из-за рамы бокового крыла? затем поднимите двигатель домкратом, снимите всасывающий и толкающий стержни
и все подъемники (используйте тиски для подъема подъемников), крышку привода ГРМ и шестерню. Затем сдвиньте кулачок
в сторону, пока он не ударится по металлу над рамой коробки (немного домкрат двигатель). используйте сверло
, чтобы просверлить серию отверстий в форме полукруга, немного большего размера, чем кулачок из
, и через жестяную банку за колесной аркой, отогните металлический стержень (колесо снято)
и вытяните кулачок через заслонку, он будет сэкономить
работы и иногда замену двигателя.Установите новый кулачок и подъемники ».
Приложите негерметичное уплотнение кривошипа к боковой части, где вы не сможете его вытащить отверткой
? Возможно, потребуется просверлить небольшое отверстие в корпусе уплотнения через
тонкую жестяную оболочку ( (осторожно, не просверливайте коренной подшипник)
и вставьте достаточно длинный винт для листового металла в отверстие, чтобы
вы могли потянуть винт (с уплотнением), чтобы вытащить старую негерметичную прокладку
Эти несколько автомобилей с затонувшими уплотнение будет трудно выровнять новое уплотнение, чтобы протолкнуть его в
. В это время я вырезал небольшой кусок пластика сбоку от пластиковой бутылки
и обернул его вокруг носика коленчатого вала (временно), чтобы резина на новой кромке на новом уплотнении может скользить по пластиковому рукаву как рожок для обуви и новый
Уплотнение не опрокидывается, когда вы вставляете уплотнение в углубление.
всегда наносите смазку или масло на новое уплотнение.
УТЕЧКА МАСЛЯНЫХ УПЛОТНЕНИЙ И РЕМНЕЙ ГРМ
Если уплотнения кулачка или коленчатого вала протекают, а у вашего двигателя есть ремень / ремни
, вам необходимо заменить все без исключения уплотнения на поврежденном кулачке или коленчатом валу.
В противном случае, если вы допустите масло чтобы продолжить протекать на ремень ГРМ
, это иногда (в зависимости от ремня) приводит к его быстрому разрыву, возможно,
всего за 2 месяца, и потенциально в течение года он может сломаться.
Лучше всегда использовать новый ремень, но если После этого не промойте масло ремня
обезжиривающим средством или затем используйте жидкое мыло или очиститель для духовки и т. д.
Экономия времени при снятии некоторых головок, что «болты головки» могут быть сняты
без предварительного снятия кулачка? просто выньте болты: когда будете готовы, поднимите конец головки
дальше от шестерни / шестерни, что позволит вам снять ремень с шестерни / шестерни и снимите головку
и кулачок одним куском,! оставьте регулировку в покое. если вы фрезеруете головку, она может ослабнуть, поэтому отрегулируйте ремень, если
имеет ручной натяжитель ремня (см. выше информацию о натяжении сжатого газа!) ok
НИКОГДА НЕ ЗАБУДЬТЕ ЗАТЯНИТЬ БОЛТ ИЛИ БОЛТЫ РАСПРЕДЕЛИТЕЛЬНОЙ ШЕСТЕРНИ ПЕРЕД ЗАВЕРШЕНИЕМ РЕМНЯ РАБОТА ОК?
Сделай сам с низким энергопотреблением: притирка клапана — CPGNation
Мы недавно обновили набор оголовков на 30 000 миль для нашего бюджетного ремонта LT-1.В то время как мы потратили деньги на новые пружины, соответствующие нашему кулачку, клапаны хорошо очистились, и мы решили использовать их повторно. Осмотр выявил небольшие изъязвления на уплотнительной поверхности, и хотя они могли быть в порядке, мы знали, что они могут быть немного лучше.
Коричневое кольцо представляет собой контактную площадку, оно изъедено и изношено.
Ручная доводка клапанов была частью регулярного технического обслуживания автомобилей в начале 1900-х годов, но освященная веками церемония вышла из моды с появлением современных технологий.Сегодняшние двигателестроители имеют передовое оборудование, которое идеально режет седла и клапаны клапанов лучше, чем когда-либо мог бы сделать кто-либо другой. Тем не менее, есть время и место для всего, и многие ведущие производители двигателей до сих пор бегло осматривают их, чтобы быть уверенным.
В случаях, подобных нашему движку, это шаг, который нельзя пропускать. Каждый раз, когда вы меняете седла, повторно шлифуете клапаны или вставляете новые клапаны в существующее седло, рекомендуется притереть их и убедиться, что они сели.
Поскольку паста для притирки клапанов представляет собой очень абразивную пемзу, есть правильный и неправильный способ ее применения.Когда все сделано правильно, пемза разрушается между поверхностями по мере того, как они стираются вместе. Вот почему звук меняется от песчаного к плавному. Затем клапан поднимается и поворачивается на четверть оборота, чтобы выпустить новую пемзу на поверхность, и движение повторяется.
Правильное движение — это быстрое движение руки вперед-назад, которое равномерно работает с пемзой. Обман, вращая их в дрели, вырезает канавку в сиденье, и этого следует избегать. Если вы ДОЛЖНЫ использовать электроинструмент, аккуратно подайте импульс и обязательно поднимите и поверните его несколько раз.Предмет представляет собой однородную посадочную поверхность, не допускающую их механической обработки. Тише едешь — дальше будешь.
Новая подобранная область будет представлять собой гладкое серое кольцо как на клапане, так и на седле, что позволит клапану издавать твердый звук чаши при падении на место. По завершении обязательно тщательно очистите все следы состава и мусора. В противном случае останется песок, который приведет к серьезным повреждениям. Следуйте и посмотрите, как это делается.
Необходимые инструменты:
Выбор камня седла клапана
Автор Дэйв Монихан ,
Шлифовальный камень для седла клапанасуществует уже очень давно.Когда-то были черновые и чистовые камни. Это произошло потому, что в те времена сиденья обычно делали из обычного чугуна или закаленной стали. Для правильной шлифовки седла клапана потребовалось всего два абразивных материала для камня.
Сегодня это совсем другая история, поскольку материал седла стал очень специфическим для применений, используемых в современных двигателях — сплавы нескольких металлов, порошковые металлы, сверхтвердые материалы, разработанные для продления способности седла прилегать к головке клапана.
Чтобы удовлетворить эти различные потребности, Goodson Tools & Supplies предлагает шесть различных абразивных форм для шлифования седел клапанов.
- общего назначения
- Стеллит
- Никель Хром
- Холодный синий
- Точность
- Рубин
При таком большом выборе, большой вопрос заключается в том, что мне использовать для каких мест? Я не буду вдаваться в подробности общего назначения или финишной обработки, поскольку большинство из вас уже знают об этих абразивных характеристиках.
Стеллит используется во многих различных компонентах и состоит из 75-90% кобальта и 10-25% хрома с добавлением небольших количеств других металлов или без них.Он особенно используется для резки режущих инструментов, твердых износостойких поверхностей, хирургических инструментов и столовых приборов. В нашей отрасли мы видим это в первую очередь в клапанах и седлах клапанов. Стеллит — это твердый материал, который очень прочен и продлевает срок службы седла клапана и клапана двигателя. Как вы знаете, для измельчения твердого материала вам нужен более мягкий абразив, который будет постоянно разрушаться и обеспечивать возможность удаления материала без немедленной нагрузки. Абразив Goodson Stellite был разработан специально для этого материала.
Никель Хром — это нержавеющая сталь, содержащая 8% никеля и 18% хрома. Никель-Хром очень устойчив к износу и химическим реакциям. Ух ты, это большое определение, а?
Итак, где используется никель-хром? Он используется в седлах клапанов в тяжелых условиях эксплуатации, таких как воздушные компрессоры, дизельные землеройные машины и даже некоторые грузовые автомобили. Никель-Хром имеет диапазон твердости от 42 до 50 по Роквеллу, поэтому для него требуется более мягкий абразив в сочетании со связкой, чтобы абразивные частицы оставались острыми и могли разрушаться для шлифования через этот твердый материал.Шлифовальный камень для седел Goodson Nickel Chrome разработан специально для обработки этих твердых материалов.
Cool Blue — это абразивный материал, разработанный Goodson специально для шлифовки седел клапанов из медно-бериллиевого сплава, используемых в высокопроизводительных приложениях.
Время для некоторых технических определений…
«Бериллиевая медь (BeCu), также известная как медь-бериллий (CuBe), бериллиевая бронза и пружинная медь, представляет собой медный сплав с 0,5–3% бериллия, а иногда и с другими легирующими элементами.Бериллиевая медь сочетает в себе высокую прочность с немагнитными и искрящими свойствами. Обладает отличными качествами в области металлообработки, формовки и механической обработки. Он имеет множество специализированных применений в инструментах для опасных сред, музыкальных инструментах, точных измерительных устройствах, пулях и в аэрокосмической отрасли ».
—Википедия
В твердой форме и в виде готовых деталей бериллиевая медь не представляет известной опасности для здоровья. Однако вдыхание его пыли или паров, образующихся при механической обработке или сварке, в конечном итоге приведет к серьезному повреждению легких.Соединения бериллия при вдыхании являются известными канцерогенными веществами для человека. В результате бериллиевая медь иногда заменяется более безопасными медными сплавами, такими как бронза Cu-Ni-Sn.
Признаюсь, мы были удивлены не только тем, насколько хорошо абразив Cool Blue работал с седлами из бериллия, но и с другими типами материалов седла, такими как дизельное топливо и другие экстремальные условия эксплуатации.
Ruby Последняя формула абразива, о которой мы поговорим, — это рубиновый или красный абразив для опорного колеса. Goodson Ruby Stone — наша лучшая замена оригинальной спецификации Black and Decker на вторичном рынке.Эта спецификация была разработана для использования в качестве колеса общего назначения для шлифования большинства сплавов седел с конца 60-х до начала 80-х годов.
Итак, в этой статье мы дали вам краткий обзор различных формул абразива, которые Goodson предлагает для шлифовальных камней для седел клапана. Следите за остальной частью истории, когда мы поговорим об отделке камней сиденья, держателях для камней и многом другом.
И последнее, и мы не можем сказать этого достаточно, ВСЕГДА ИСПОЛЬЗУЙТЕ ДЫХАТЕЛЬНУЮ ЗАЩИТУ ПРИ ШЛИФОВАНИИ СЕДЛА КЛАПАНОВ!
Перейти к части 2 Азбуки выбора шлифовального камня для седла клапана >>>
Хотите увидеть полные диаграммы шлифовальных кругов седел клапанов? Нажмите на изображения ниже, чтобы увидеть полноразмерную версию.
Шлифовка штока клапана для регулировки зазора? | Page 2
Привет и спасибо за ответ и добро пожаловать. Я работаю над Ford Focus SVT, у которого все характеристики двигателя (2002-2004 гг.) Были идентичны. Проблема в том, что ведра были сняты с производства некоторое время назад от Ford, и я не могу найти ведра и не могу найти кого-то, кто хотел бы продать мне бывшие в употреблении. В автомобиле используются ковшовые толкатели без регулировочных шайб. Обычные ковши Focus отличаются по размеру с большим отрывом.Я купил автомобиль, думая, что это будет быстрый обычный Focus, но не понимал, что это будет ситуация, когда запчасти встречаются крайне редко. Я также подумываю обработать ковш. Есть парень, который проделал это со своими ведрами с помощью дремеля, но он давно не публиковал (цинично, но, возможно, это не сработало). Мне кажется, что обработка ковша — более простой вариант, но некоторые утверждают, что упрочнен только кончик опоры ковша. В итоге я стал менять ведра столько, сколько мог, но в этой ситуации у меня все еще есть 2 клапана.У меня нет реального способа проверить это в любом случае. Одна из идей заключалась в том, чтобы взять мой Dremel 8220 и упрочить всю опору, а затем купить рабочую станцию для сверлильного станка Dremel Drill. Если присмотреться к нему, кажется, что я могу повернуть его вбок и, возможно, у меня будет V-образный блок с зажимом, который встретится с наконечником штока клапана и рабочей станцией Dremel.
Похоже, этот парень пошел по этому пути с обычным сверлильным станком и шлифовальным камнем из оксида алюминия dremel. Я не знаю, сколько времени это займет, если это займет больше времени с дремелем или сверлом, скажем, или если шлифовальный камень из оксида алюминия может быть моим лучшим выбором.Интересно, какие твердосплавные коронки я использовал в портовых грузовых шлифовальных машинах, но никогда не видел, чтобы их можно было использовать «прямо» в таком приложении. У меня также есть Subaru с этим двигателем, поэтому его подход привлек мое внимание, если это когда-нибудь случится со мной в мире Subaru (что гораздо менее вероятно, поскольку этот двигатель производился серийно).
Я посмотрю, смогу ли я найти запасной клапан, чтобы сфотографировать его.
Спасибо, что указали на мою озабоченность по поводу того, что листовой металл вокруг него тонкий, что, вероятно, не намного лучше, чем я, глядя на него!
Лично мне кажется, что я склоняюсь к механической обработке ковша, а не к опрокидыванию клапана, хотя 2 человека (1 неопределенно) говорят, что ковш не обрабатывают, тогда как один человек говорит, что он обрабатывал ковш, но не может быть достиг.
Мне нравится, что мне легче каждый раз видеть, что я делал с ковшом, вместо того, чтобы удерживать клапан одним пальцем и опускать несколько колпачков распредвала или каждый раз использовать пружины низкого давления и стопор. Это намного удобнее и менее навязчиво, особенно с учетом того, что я беспокоюсь о том, чтобы порвать новые уплотнения штока клапана, которые я только что установил.
Контроль размеров (часть четвертая)
Ремонт клапана
Одной из наиболее распространенных работ при капитальном ремонте двигателя является шлифовка клапанов.В качестве оборудования предпочтительно использовать шлифовальный станок с мокрым клапаном. В машинах этого типа используется смесь растворимого масла и воды для охлаждения клапана и удаления стружки.
Как и многие другие работы на станке, шлифовка клапана в основном сводится к настройке станка. Перед началом помола необходимо проверить или выполнить следующие моменты. Подправьте камень с помощью алмазного наконечника. Машина включается, и алмаз наносится на камень, разрезая ровно настолько, чтобы он был точным и чистым.Определите угол наклона шлифуемого клапана и установите подвижную головку машины в соответствии с этим углом клапана. Обычно клапаны шлифуют до стандартных углов 30 ° или 45 °. Однако в некоторых случаях посадка с натягом на 0,5 ° или 1,5 ° меньше стандартного угла может быть заточена на торце клапана.
Посадка с натягом используется для получения более надежного уплотнения за счет узкой контактной поверхности. [Рис. 10-23] Теоретически существует линейный контакт между клапаном и седлом.При таком линейном контакте нагрузка, которую клапан оказывает на седло, концентрируется на очень небольшой площади, тем самым увеличивая единичную нагрузку в любом месте. Посадка с натягом особенно полезна в течение первых нескольких часов работы после капитального ремонта. Положительное уплотнение снижает вероятность сгорания клапана или седла, которые могут возникнуть в результате утечки клапана. После первых нескольких часов бега эти углы имеют тенденцию уменьшаться и становиться идентичными.
Рисунок 10-23. Посадка клапана и седла клапана с натягом.Обратите внимание, что угол натяга притирается к клапану, а не к седлу. Угол наклона шлифовальной головки клапана легче изменить, чем угол наклона шлифовального камня седла клапана. Не используйте посадку с натягом без одобрения производителя.
Установите клапан в патрон и отрегулируйте патрон так, чтобы поверхность клапана находилась примерно в 2 дюймах от патрона. [Рис. 10-24] Если клапан будет выдавлен дальше, существует опасность чрезмерного раскачивания, а также возможность втирания в шток.
Рисунок 10-24. Клапан установлен в шлифовальном станке. [щелкните изображение, чтобы увеличить] Существуют различные типы станков для заточки клапанов. В одном из типов камень перемещается через поверхность клапана; в другом — клапан перемещается по камню. Какой бы тип ни использовался, следующие процедуры являются типичными для тех, которые выполняются при замене клапана.Проверьте ход поверхности клапана по камню. Клапан должен полностью проходить через камень с обеих сторон, но не проходить достаточно далеко, чтобы измельчить шток.На машине есть упоры, которые можно настроить для управления этим перемещением.
При правильной установке клапана включите станок и шлифовальную жидкость, чтобы она брызнула на поверхность клапана. Полностью отвинтите шлифовальный круг. Поместите клапан прямо перед камнем. [Рисунок 10-25] Медленно перемещайте колесо вперед, пока на клапане не будет сделан легкий разрез. Интенсивность помола измеряется звуком больше, чем чем-либо еще. Медленно проведите клапаном вперед и назад по камню, не увеличивая разрез.Перемещайте стол рабочей головки вперед и назад, используя всю поверхность камня, но всегда держите поверхность клапана на камне. Когда звук измельчения уменьшится, указывая на то, что часть материала клапана была удалена, переместите стол рабочей головки в крайнее левое положение, чтобы остановить вращение клапана. Осмотрите клапан, чтобы определить, требуется ли дальнейшая шлифовка. Если необходимо сделать еще один разрез, поднесите клапан к камню, а затем продвиньте камень к клапану. Не увеличивайте резку, не располагая клапан прямо перед камнем.
Рисунок 10-25. Клапан в патроне готов к шлифовке.Важной мерой при шлифовании клапана, как и при любом другом шлифовании, является выполнение только легких разрезов. Сильные порезы вызывают вибрацию, которая может сделать поверхность клапана настолько шероховатой, что на получение желаемой отделки уйдет много времени.
После шлифовки проверьте границу клапана, чтобы убедиться, что край клапана не был слишком тонко отшлифован. Тонкая кромка называется оперением и может привести к преждевременному воспламенению; край клапана сгорел бы за короткий промежуток времени, и цилиндр пришлось бы снова ремонтировать.На рис. 10-26 показан клапан с нормальным краем и клапан с заостренным краем.
Рисунок 10-26. Клапаны двигателя с нормальным запасом и опушением.Поверхность наконечника клапана может быть изменена на шлифовальном станке клапана. Наконечник заточен для удаления зазоров или износа, а также для регулировки зазоров клапанов на некоторых двигателях.
Клапан удерживается зажимом на боковой стороне камня. [Рис. 10-27] Когда станок и шлифовальная жидкость включены, клапан слегка прижимается к камню и раскачивается вперед и назад.Не отклоняйте шток клапана за край камня. Из-за тенденции к перегреву клапана во время шлифования убедитесь, что наконечник покрыт большим количеством шлифовальной жидкости.
Рисунок 10-27. Шлифовка наконечника клапана.При шлифовании наконечника клапана можно удалить или частично удалить скос на краю клапана. Чтобы восстановить этот скос, установите V-образный профиль примерно под 45 ° к шлифовальному камню. Удерживая клапан на V-образном пути, прикрутите наконечник клапана к камню. Легким прикосновением отшлифуйте кончик до конца.Этот скос предотвращает появление царапин на направляющей клапана при установке клапана.
Притирка клапана и испытание на герметичность
После завершения процедуры шлифовки иногда необходимо притереть клапан к седлу. Это делается путем нанесения небольшого количества притирочной смеси на поверхность клапана, вставки клапана в направляющую и вращения клапана с помощью притирочного инструмента до тех пор, пока в области контакта не появится гладкая серая поверхность. Внешний вид правильно притертого клапана показан на Рисунке 10-28.
Рисунок 10-28. Правильно притертый клапан.После завершения процесса притирки убедитесь, что весь притирочный состав удален с поверхности клапана, седла и прилегающих участков. Последний шаг — проверить стыковочную поверхность на предмет утечек, чтобы убедиться, что она герметично закрыта. Это делается путем установки клапана в цилиндр, удерживания клапана за шток пальцами и заливки керосина или растворителя в отверстие клапана. Удерживая палец на штоке клапана, проверьте, не течет ли керосин через клапан в камеру сгорания.Если это не так, операция повторного закрытия клапана завершена. Если керосин просачивается через клапан, продолжайте притирку, пока утечка не прекратится. Неправильные показания имеют значение при диагностике неправильного шлифования клапана и седла клапана. Неправильные показания, их причины и способы устранения показаны на Рисунке 10-29.
Рисунок 10-29. Неправильно притертые клапаны. [щелкните изображение, чтобы увеличить]Flight Mechanic рекомендует
Что такое притирка клапанов и как это делается
Притирка клапанов — это процесс, который обеспечивает идеальную посадку впускных и выпускных клапанов в цилиндрах двигателя на их седлах.Обычно притирка выполняется после проведения капитального ремонта двигателя или при замене старых клапанов на новые.
Клапаны с притиркой обеспечивают максимальную герметичность в камере сгорания, обеспечивая нормальную работу двигателя и его технические характеристики, высокий уровень сжатия и КПД двигателя.
Если клапаны не притерты, то часть энергии сгоревших газов будет потеряна, и это не даст двигателю достаточной мощности.
Некоторые современные автомобили оснащены системой автоматического управления, отвечающей за форму клапана.Он просто шлифует клапан, поэтому нет необходимости в ручной доводке.
Притирка клапанов может выполняться без посещения автомастерской, однако для этого требуются некоторые навыки механика, и если вы не такой человек, вам следует обратиться к механику.
Для этого процесса требуются некоторые инструменты, такие как притирочная паста, устройство для снятия клапанов и другие инструменты, которые мы обсудим далее в этой статье.
Какие инструменты требуются для притирки клапана?
Перед этой процедурой сначала необходимо снять головку блока цилиндров, поэтому вам также понадобится инструмент для снятия головки блока цилиндров.Для этого вы можете использовать обычную отвертку или ключи для навесных замков, но вам также понадобится динамометрический ключ, чтобы вернуть головку блока цилиндров на место, потому что вам нужно будет затянуть болты головки блока цилиндров, и это возможно с помощью динамометрического ключа.
Для притирки клапана вам потребуются следующие вещи:
Дрель или электрическая отвертка . Поскольку притирка выполняется в обоих направлениях вращения, вы можете использовать дрель, которая может вращаться в обоих направлениях, или электрическую отвертку, которая делает то же самое.
- Паста для шлифовки клапанов .Вы можете купить эту готовую пасту в автомобильных магазинах. Если у вас есть навыки, вы можете составить эту композицию самостоятельно.
- Держатель клапана с ручным управлением . Вы можете найти этот инструмент при покупке специальной пасты для заточки клапанов, часто они продаются вместе или вы можете купить их отдельно
- Шланг и пружина . Пружина должна иметь невысокую жесткость, ее диаметр на 2 или 3 миллиметра больше диаметра стержня клапана. Как и шланг, его можно надеть на штангу.Вы также можете использовать небольшой зажим, чтобы закрепить его. Вам также понадобится короткий металлический шток диаметром, похожим на шток поршня, чтобы он поместился в резиновом шланге.
- Керосин . Требуется для проверки притирки и чистки.
- Сухая ткань . Протереть обработанные поверхности.
- Растворитель . Для очистки рабочих поверхностей
Как выполняется притирка клапана?
Обычно существует два способа притирки клапана. Один из способов — это ручная притирка, которая требует определенных навыков, а второй метод — это так называемая «механизированная» притирка, которую можно выполнять с помощью дрели или электрической отвертки, о которой мы поговорим позже.
Независимо от того, какой метод вы выберете, первым делом вам необходимо снять головку блока цилиндров, а затем снять клапаны с головки блока цилиндров. После этого нужно очистить клапаны от нагара.
Для этого лучше использовать специальные чистящие средства, а также абразивную поверхность, чтобы как следует удалить жир и грязь с поверхности.
Притирка клапанов с помощью сверла
Притирка клапанов с помощью сверла — лучший способ сэкономить время и силы.
- Возьмите подготовленный металлический стержень и наденьте на него резиновый шланг того же диаметра. Чтобы лучше закрепить, можно использовать струбцину.
- Присоедините к металлическому стержню в патроне дрели или электрической отвертки.
- Наденьте пружину на шток клапана и установите его в седло.
- Вытяните клапан из головки блока цилиндров и нанесите притирочную пасту по периметру его пластины.
- Вставьте шток клапана в резиновый шланг и, при необходимости, используйте зажим того же диаметра для лучшего крепления.
- Используйте дрель на малой скорости и начните шлифовать клапан в седле, перемещая сверло вперед и назад, здесь поможет установленная пружина. После этого поверните сверло в обратном направлении, пока на корпусе клапана не появится матовая полоса.
- После притирки протрите вентиль от остатков пасты, желательно растворителем. Удалять пасту необходимо не только с тарелки клапана, но и с его седла. Не меняйте местами клапаны, так как притирка выполняется для каждого клапана индивидуально.
Большинство современных двигателей не нуждаются в притирке клапанов, потому что они сделаны из алюминия, а в случае повреждения деталей двигателя риск замены клапана выше.
Как проверить притирку клапана?
После притирки клапанов самый надежный способ узнать, правильно ли они притерты, — это проверить прохождение газов через клапаны под нагрузкой. Для этого необходимо перевернуть головку блока цилиндров так, чтобы отверстия для клапанов находились сверху, а отверстия для коллектора — сбоку.
Затем добавьте небольшое количество топлива в выходную полость клапана. Используя воздушный компрессор, добавьте немного воздуха в отверстие впускного и выпускного коллектора. Если притирка прошла успешно, то из-под клапанов, даже если они находятся под давлением сжатого воздуха, образования пузырьков воздуха из-под клапанов не должно быть.
Если вы видите пузырьки воздуха, выходящие из-под клапанов, это означает, что герметичность отсутствует и притирка произведена неправильно.
Описанный выше метод чрезвычайно эффективен и может применяться в любом двигателе.
Заключение
Притирка клапана может производиться без посещения автомастерской, но только при наличии навыков и необходимого для этого инструмента. Если вы сомневаетесь и думаете, что это неправильно, не делайте этого.
Ниже также есть пояснительное видео для дальнейшего понимания.
Притирка клапана | Общее руководство по обслуживанию
ПЕРВЫЕ БЕЗОПАСНОСТИ: На этом этапе рекомендуется использовать защитные перчатки и очки.
Примечание. Если вам нужно отремонтировать седла клапана, мы рекомендуем сходить в механический цех.
Примечание. В этой главе показаны основные этапы ремонта седел клапанов путем притирки клапанов. Каждый двигатель имеет свои собственные спецификации углов седла клапана, и вы найдете эти спецификации в руководстве Cyclepedia или заводском руководстве по обслуживанию.
Осмотрите седло клапана на предмет неровностей уплотнения и точечной коррозии. Седло клапана следует заменить, если оно повреждено или неровно.
Покройте поверхность клапана тонким слоем берлинской синей и установите клапан в направляющую.
Используя инструмент для притирки клапана, вращайте клапан круговыми движениями вперед и назад, прикладывая к клапану давление вниз.
Потяните клапан вверх и найдите полное впечатление берлинской синевы по всей поверхности седла клапана. Если на седле есть разрыв маркировки, вам нужно будет заново отрезать седло клапана.
Измерьте ширину посадочной поверхности клапана.Если размеры выходят за рамки спецификации или не соответствуют требованиям по окружности, седло клапана необходимо отремонтировать с помощью инструментов для резки клапана.
Седла клапана имеют три разреза под разными углами, каждое из которых вырезается специальными режущими инструментами. Для резки используйте инструкции производителя инструмента. (Примечание: каждый двигатель индивидуален, и выбор углов здесь типичный, но не универсальный. Полные технические характеристики см. В руководстве по Cyclepedia или заводском руководстве по обслуживанию).
Первая резка выполняется фрезой 30 °, вторая резка — фрезой 45 °, а третья резка — фрезой 60 °. Поверните резак один-два раза по часовой стрелке, чтобы очистить сиденье.
Примечание: Никогда не поворачивайте резак седла клапана против часовой стрелки, так как это затупит лезвия.
Если точечная коррозия все еще очевидна, повторите процесс. ПРИМЕЧАНИЕ. Отрежьте только минимум, который вам нужен.
Если контактная поверхность на выхлопе слишком велика, вам понадобится резак на 30 ° и 60 °.Это поможет сузить посадку клапана на седло.
Если площадь контакта слишком узкая, вам понадобится фреза на 45 °.