Ремонт головки блока цилиндров ваз 2112 16 клапанов своими руками: Ремонт ГБЦ на ВАЗ-2112 16 клапанов своими руками: фото, видео
Замена клапанов ВАЗ 2112 16 своими руками
ВАЗ 2112 представляет собой практически аналог «десятки», известной российским автомобилистам. Массовое производство автомобиля этой марки началось в 2000-м году.
(см. рисунок).
Первые автомобили были оснащены двигателем с ременным приводом ГРМ. Несмотря на ряд усовершенствований, их типичной проблемой стали «гнутые» клапаны, которые деформировались во время обрыва ремня. В 2004 году проблема была решена производителями методом увеличения глубины проточки поршня.
Тем не менее, с необходимостью замены клапанов современные водители сталкиваются по-прежнему, хотя и не столь часто. В целом этот процесс не представляет собой ничего сложного, поэтому произвести ремонт каждый водитель способен без обращения в сервис.
Содержание
- 1 Что такое ГБЦ и клапаны? Как они связаны?
- 2 Как заменить клапаны своими руками?
- 3 Преимущества 16-клапанного двигателя
- 4 Другие случаи, в которых требуется демонтаж ГБЦ
Итак, клапаны в автомобиле являются элементом ГБЦ (головки блока цилиндров). Именно эта деталь отвечает за процессы сгорания топлива в двигателе и отвод выхлопных газов (см. рисунок).
Именно эта деталь отвечает за процессы сгорания топлива в двигателе и отвод выхлопных газов (см. рисунок).
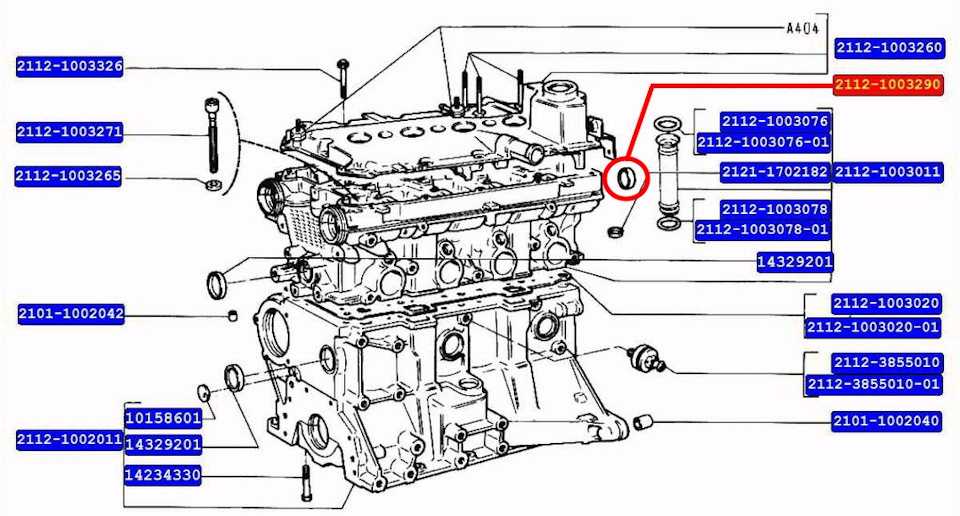
К ее составным элементам относятся:
- Крышка для защиты от механических повреждений.
- Резиновая прокладка, выполняющая функцию герметизации. Она расположена в месте, где крепится крышка.
- В передней части блока — привод распредвала и натяжитель цепи.
- Камеры сгорания.
- Резьбовые отверстия для форсунок и свечей зажигания.
- Отверстия для крепления входного и выходного коллекторов.
В верхней части ГБЦ также находятся другие детали, например, распредвалы, опорные шайбы и т.д. Здесь же находится газораспределительный механизм (ГРМ).
К несъемным деталям ГБЦ относятся седла клапанов, которые служат для обеспечения герметичности ГРМ. К несъемным деталям относятся также направляющие втулки клапанов.
Типичная проблема, с которой сталкиваются водители автомобилей ВАЗ 2112 – необходимость замены клапанов.
Причины поломки могут быть разными, нередко они выходят из строя из-за перегрева двигателя автомобиля.
 Причины поломки могут быть разными, нередко они выходят из строя из-за перегрева двигателя автомобиля.
Причины поломки могут быть разными, нередко они выходят из строя из-за перегрева двигателя автомобиля. Чтобы избежать этого, специалисты рекомендуют в процессе вождения периодически обращать внимание на такие моменты, как:
- Наличие стука во время работы двигателя.
- Остановка мотора при трогании машины.
- Уменьшение компрессии в цилиндрах.
Наличие любого из этих признаков может быть сигналом о неисправности клапанов.
Разумеется, лучшее решение в такой ситуации – обратиться в сервисный центр. Однако трудное финансовое положение или недостаток времени зачастую не позволяют прибегнуть к услугам профессионалов. Тогда можно попробовать устранить поломку самостоятельно.
Как заменить клапаны своими руками?
Замена клапанов ВАЗ 2112 производится следующим образом:- Прежде всего, нужно вытащить все съемные детали ГБЦ, а также отсоединить провода.
- Затем снимается крышка ГБЦ.
- С цилиндров удаляется нагар. Сделать это можно, надев на дрель специальную щеточку.
- Далее этого клапаны надо рассухарить и вынуть пинцетом. Для этого необходимо зажать пружину.
- На край клапан наносится алмазная крошка.
- Клапан возвращается обратно.
- Собирается ГБЦ.

Пункт 5 представляет собой особую трудность. На нем стоит остановиться подробнее. Итак, притирка осуществляется следующим образом:
- Наденьте резиновый патрубок на направляющий клапан.
- Прокручивайте клапан, пока на его краю не образуется равномерный след из алмазной крошки.
- Удалите остатки притирочной пасты.
В том случае, если данный метод не помогает, клапан следует заменить новым.
Преимущества 16-клапанного двигателя
ВАЗ 2112 с 16 клапанами двигателя имеет ряд преимуществ перед автомобилями этой же марки, но с меньшим количеством клапанов. Главное его достоинство заключается в возможности достижения максимальной мощности двигателя, независимо от типа последнего. (см. рисунок).
Главное его достоинство заключается в возможности достижения максимальной мощности двигателя, независимо от типа последнего. (см. рисунок).
Для сравнения:
- ВАЗ 2112 с объемом 1500 кубических см., имеет 77 лошадиных сил.
- ВАЗ 2112 того же объема может иметь мощность до 90 лошадиных сил.
Такая разница возможна благодаря тому, что во втором случае наполнение цилиндров тепловоздушной смесью гораздо выше.
Кроме этого, плюсы 16-клапанного двигателя:
- Более качественная работа системы охлаждения и, как результат, большая прочность узла.
- Возможность повышения детонационной стойкости мотора. Это особенно важно, если используется низкокачественное топливо.
- При наличии 16 клапанов впускной и выпускной тракты разносятся по разные стороны от ГБЦ, что облегчает их монтаж, ремонт и т.д.
Другие случаи, в которых требуется демонтаж ГБЦ
Конечно, снимать ГБЦ требуется не при каждой поломке. Это необходимо лишь, если нужен серьезный ремонт. К таким «крупным» случаям относятся:
Это необходимо лишь, если нужен серьезный ремонт. К таким «крупным» случаям относятся:
- Износ прокладки.
- Образование нагара на деталях.
- Деформация клапанов.
- Необходимость замены направляющих втулок.
- Выход из строя распредвала и т.п.
Конечно, ремонт самостоятельный или в сервисе в любом случае подразумевает определенные финансовые затраты. Чтобы обеспечить бесперебойную работу двигателя, нужно регулярное проведение диагностики головки блока цилиндров. Рекомендуется использование качественного топлива. Кроме того, старайтесь не допускать перегрева автомобиля – из-за этого ГБЦ может повести.
Если какие-то моменты остались вам непонятными, то вы можете наглядно ознакомиться с процессом замены клапанов, посмотрев видео:
 youtube.com/embed/hPahRwrObmM?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/hPahRwrObmM?feature=oembed» frameborder=»0″ allowfullscreen=»»> особенности ремонта, замена клапанов двигателя ВАЗ-2112
Замена клапанов ВАЗ-2112 (16 клапанов) требуется зачастую после того, как машина пройдет приблизительно 150 000 километров. Стараясь обеспечить максимальную мощность двигателя, при изготовлении этих автомобилей использовалась специальная технология улучшения головки блока цилиндров посредством изменения градуса впрыска топлива, а также увеличения общего количества клапанов до 16. При этом, как показывает статистика, износ клапанов в итоге является наиболее распространенной причиной выхода из строя всего двигателя. Аналогичный двигатель установлен в ВАЗ-21124, в связи с чем и проблемы этих автомобилей часто похожи.
Содержание по статье
- Назначение и устройство клапанов
- Причины и признаки износа
- Материалы, что лучше выбрать
- Подготовительный этап
- Демонтаж ГБЦ
- Химия для очистки
- Замена клапанов и ремонт седел
- Замена маслосъемных колпачков
- Советы по монтажу
- Как прикручивать ГБЦ
- Завершающий этап сборки
Назначение и устройство клапанов
Двигатель ВАЗ с алюминиевым впускным коллекторомВ процессе работы мотора клапаны ВАЗ-2112 подвергаются существенным тепловым и механическим нагрузкам, в связи с чем такие запчасти производятся только из специализированных металлических сплавов, отличающихся повышенной устойчивостью к внешним факторам и повышенным температурам.
Использование в ВАЗ-2112 двигателя с 16 клапанами обусловлено желанием добиться рекордной мощности мотора. Увеличение мощности обеспечивается в данном случае за счет большего наполнения цилиндров тепловоздушной смесью. Таким образом, двигатель с восемью клапанами имеет всего 77 л.с. при объеме 1 500 см3, в то время как аналогичный двигатель с 16 клапанами выдает уже 90 л.с.
Благодаря внесению корректировок в форму камеры сгорания, увеличивается детонационная устойчивость двигателя. Данный параметр является особенно важным для тех автолюбителей, которые пользуются низкокачественным топливом. Также в этом моторе более эффективно работает система охлаждения, что положительно сказывается на его долговечности и надежности.
Причины и признаки износа
Наиболее распространенная причина, из-за которой требуется ремонт клапанов на ВАЗ-2112, является чрезмерное нагревание. На практике проблемы, требующие замены клапанов на ВАЗ, являются далеко не самыми частыми неисправностями таких автомобилей, но появляются они по следующим причинам:
- Заправка ВАЗ-2112 некачественным топливом;
- Некорректное изменение прошивки контроллера (в случае заправки автомобиля пропаном).
Так как данная конструкция предусматривает работу клапанов вблизи поршней, одной из популярных проблем среди владельцев этого транспорта является также разрыв ГРМ.
Материалы, что лучше выбрать
Для того, чтобы отремонтировать ГБЦ, нужно купить оригинальные детали, а также все необходимые расходные материалы, которые могут потребоваться в работе:
- Накидные ключи 8-24 мм;
- Торцевые накидные головки 8-27 мм
- Внутренние торцевые шестигранники;
- Динамометрический ключ;
- «Рассухариватель»;
- Паста, с помощью которой осуществляется притирка клапанов;
- Набор для проведения шлифовки;
- Перчатки.
При наличии этих инструментов замена клапанов на ВАЗ-2112 не составит проблем.
Подготовительный этап
Перед заменой следует разместить автомобиль в смотровой яме и полностью выключить бортовую сеть от питания. После этого нужно будет открутить защитные элементы картера для того, чтобы слить оттуда масло. При этом важно помнить о том, что такие операции могут проводиться исключительно на остывшем моторе, чтобы избежать риска получения травм при замене клапанов на ВАЗ-2112.
При этом важно помнить о том, что такие операции могут проводиться исключительно на остывшем моторе, чтобы избежать риска получения травм при замене клапанов на ВАЗ-2112.
Демонтаж ГБЦ
Снятие ГБЦНа моторе ВАЗ-2112 крайне рекомендуется проводить предварительный демонтаж ГБЦ. При этом направляющие клапанов можно в принципе не трогать, но в таком случае нужно будет провести демонтаж различного оборудования, а именно:
- отключить разъем под люком бензонасоса, чтобы он перестал качать;
- завести двигатель и дождаться, пока он заглохнет;
- снять воздушный фильтр посредством ослабления хомутов и отключения разъема, а также откручивая винт ключом «на 10».
Химия для очистки
Корпус подшипников в ВАЗ-2112 плотно прилегает к крышке ГБЦ, причем соединение между этими двумя элементами должно обязательно оставаться герметичным для нормальной эксплуатации транспорта. Чтобы сохранить нужные свойства, следует нанести на кромку корпуса герметики Локтайт-574, КЛТ-75М или другие подобные им.
Прокладку ГБЦ в процессе замены в принципе не обязательно будет смазывать, так как нанесение солидола или графита в конечном итоге может привести, наоборот, только к неприятным последствиям. Есть владельцы ВАЗ-2112, которые предпочитают использовать графитовую смазку для обработки клапанных стержней, но этого также не стоит делать, так как данная процедура проводится исключительно моторным маслом.
Замена клапанов и ремонт седел
Тарелка фиксирующая клапанаЗамена клапанов на ВАЗ-2112 (16 клапанов) представляет собой не такую сложную процедуру, какой ее многие представляют. Достаточно только делать все в соответствии с инструкцией:
- Снимаются все комплектующие ГБЦ и отключаются провода.
- Снимается крышка ГБЦ.
- Полностью удаляется весь нагар с цилиндров. Чтобы упростить данную процедуру, можно воспользоваться специальной щеткой, надетой на дрель.
- Все клапаны рассухариваются и достаются пинцетом. Для этого нужно будет зажать пружину.
- На край каждого клапана наносится специальная алмазная крошка.
- Клапан устанавливается обратно на свое место.
- Осуществляется сборка ГБЦ.

В большинстве случаев автовладельцы испытывают проблемы с обработкой края клапана специальной крошкой. Данная процедура осуществляется следующим образом:
- на направляющий клапан нанизывается резиновый патрубок;
- деталь прокручивается до того момента, пока на ее краю не будет видно равномерного следа;
- тщательно удаляются все остатки притирочной пасты.
Если после выполнения данной операции не удалось добиться нужного результата, следует провести замену используемого клапана новой запчастью.
Если после демонтажа клапанов ВАЗ-2112 вы видите, что в каналах скопилось большое количество нагара, перед заменой следует его полностью оттуда удалить с помощью специального шлифовального войлока или же плоской отвертки.
Более наглядно посмотреть на работу мастера можно в этом видео:
 youtube.com/embed/dT8zKkVbLQo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/dT8zKkVbLQo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Замена маслосъемных колпачков
В идеале маслосъемные колпачки должны меняться после проведения демонтажа головки блока цилиндров, однако на практике далеко не у каждого автовладельца получится реализовать такие условия. При этом нужно понимать, что данная процедура является довольно продолжительной и занимает массу времени, которое следует подготовить заранее.
Нужно будет установить новую прокладку клапанной крышки, и лучше всего заранее побеспокоиться об этой особенности, чтобы в дальнейшем не испытывать трудностей и не искать, где ее купить.
Сама процедура проводится так:
- Осуществляется демонтаж «клеммы-минуса» с аккумулятора.
- Отключаются высоковольтные провода.
- Выкручиваются свечи.
- Зажимается первый поршень для того, чтобы исключить сбивку фаз газораспределения.
- Снимается клапанная крышка.
- Отключаются различные провода, идущие к колодкам.
- Откручиваются винты крепления, после чего снимается катушка зажигания.
- Снимается дроссель. Многие упрощают данную процедуру, предпочитая демонтировать исключительно приводной трос. Если будет проводиться съем всего дроссельного узла, следует изучить его на предмет наличия загрязнений, так как в большинстве случаев параллельно ремонту проводится и его чистка.
- Винты откручиваются, после чего фиксирующий шланг гидроусилителя уводится в сторону.
- Откручиваются крепежные винты и снимается крышка клапанов.
- Выкручиваются крепежные винты коромысел, после чего они достаются из конструкции.
- Выполняется «рассухаривание».
- Выполняется перепрессовка колпачков.
- Конструкция аккуратно собирается в обратном порядке.
Советы по монтажу
Новые запчасти не должны иметь на себе каких-либо заметных следов от пасты, используемой в процессе притирания. Если в процессе установки вы заметили, что образовался небольшой зазор, а притирка в конечном итоге не принесли никаких положительных результатов, лучше всего провести повторную замену на новую деталь, а отработанную убрать. В конечном итоге осуществляется сборка всех комплектующих в обратном порядке.
Если в процессе установки вы заметили, что образовался небольшой зазор, а притирка в конечном итоге не принесли никаких положительных результатов, лучше всего провести повторную замену на новую деталь, а отработанную убрать. В конечном итоге осуществляется сборка всех комплектующих в обратном порядке.
Осмотрев распределительные валы, вы увидите на них шипы, в то время как на шкивах можно найти выемки. На каждом шкиве присутствует специальная метка, которая в стандартной конструкции всегда смотрит вверх. Именно так должны стоять валы после выполненного монтажа.
Коленвал может выставляться в соответствии с метками, расположенными на узле коробки передач. Чаще всего именно так делают перед тем, как устанавливать ремень.
В процессе проведения демонтажа при замене клапанов в ВАЗ-2112 отмечают, под каким углом осуществлялось крепление натяжного ролика. После этого достаточно будет выставить под соответствующим углом ключ-пластину, и затем закрутить фиксирующую гайку.

В процессе проведения сборки деталей ВАЗ-2112 запрещено каким-либо образом менять расположение выпускных и вкусных клапанов. На первом из них можно найти возле края специальный «двойной отлив». В принципе, выполняя замену клапанов на ВАЗ-2112, даже не следует трогать шкив привода генератора, и точно так же не требует замены ремень ГРМ.
Как прикручивать ГБЦ
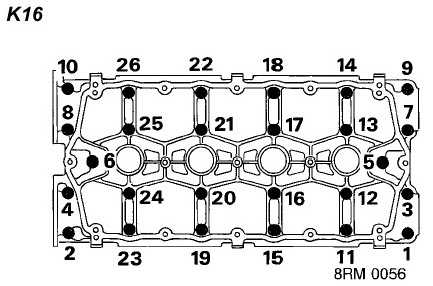
Для модели ВАЗ-2112 момент затяжки ГБЦ является нормированным и прописан в соответствующей документации:
- При первом проходе прилагается усилие 20 Н*м.
- На втором подходе каждый винт доворачивается вправо на 90о.
- После 20 минут ожидания на третьем подходе осуществляется повторное доворачивание винтов.
Сначала прилагается незначительное усилие, но на последнем шаге уже придется пользоваться рычагами.
Фиксирующий крепеж крышки ГБЦЗавершающий этап сборки
Металлическая крышка, которой закрывается ГБЦ, должна быть герметичной, то есть исключать пропуск воздуха внутрь конструкции. Также нужно убедиться в том, что герметичность сохраняется во всех местах, где она соприкасается с различными деталями. Для уверенности кромка крышки чаще всего покрывается герметиком. Винты на крышке можно закрутить стандартным ключом «на 8».
Также нужно убедиться в том, что герметичность сохраняется во всех местах, где она соприкасается с различными деталями. Для уверенности кромка крышки чаще всего покрывается герметиком. Винты на крышке можно закрутить стандартным ключом «на 8».
Следующий этап – установка генератора и ремней ГРМ, а также всего навесного оборудования ВАЗ-2112. Не забудьте залить в мотор новый антифриз и масло, после чего ненадолго запустить двигатель для того, чтобы проконтролировать отсутствие всевозможных протечек или лишних шумов.
Если никаких дефектов не обнаружено, можно заканчивать замену клапанов на ВАЗ-2112 и приступать к испытанию автомобиля на дороге.
ГБЦ лада нива
- Двигатель
Сравнение продуктов (0)
Имя по умолчанию (A — Z) Название (Z — A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самый низкий) Модель (A — Z) Модель (Я-А)364896
Заготовка спортивных седел под увеличенные клапана ВАЗ 2108, бронза (8 шт.
Для автомобилей: 2108, 2110, 2114, Гранта 2190, Калина 1118 Внутренний диаметр седла выхлопа, мм: 31
128,80€
Заготовка спортивных седел под увеличенные клапана ВАЗ 2112, бронза (16 шт.)
Для автомобилей Гранта 2190, Калина 1118, 2112, Приора 2170 Внутренний диаметр седла выхлопа, мм: 24
138,00€
Заготовка спортивных седел клапанов ВАЗ 2108 (8 шт.)
Размеры в упаковке (ДхШхВ), мм: 130х100х100 Для автомобилей: 2108, 2110, 2113, 2190 Гранта, Калина 1118
41,40€
Втулки направляющие бронза ВАЗ 2101-2108
Размеры в упаковке (ДхШхВ), мм: 130х50х20 Для автомобилей: 2101, 2107, 2108, 2110, 2114, Гранта 2190, Калина 1118, Нива
101,20€
Втулки направляющие ВАЗ 2101, под клапана 7 мм
Размеры в упаковке (ДхШхВ), мм: 85х65х35 Для автомобилей: 2101, 2106, 2107, Нива
45,34€
Седла клапанов Спорт Заготовка ВАЗ 2101 — 2108, бронза (8 шт)
Для автомобилей: 2108, 2110, 2114, Granta 2190, Калина 1118, 2101 Внутренний диаметр седла выхлопа, мм: 27
133,40€
Седла клапанов Спорт Заготовка ВАЗ 2112, бронза (16 шт)
Для автомобилей: 2108, 2110, 2114, Гранта 2190, Калина 1118, 2101 Внутренний диаметр седла выхлопа, мм: 22
134,71€
Тарелка пружины клапана верхняя ВАЗ 2112 Д16Т, пружина С20ХЕ комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х15 Для автомобилей: 2110, 2114, Гранта 2190, Калина 1118, Приора 2170
111,71€
Пружина клапана верхняя ВАЗ 2101 Д16Т, выбег 1 мм, комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х20 Для автомобилей: 2101, 2107, Нива
62. 43€
43€
Верхняя тарелка клапанной пружины ВАЗ 2101 Д16Т, выбег 2 мм, комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х20 Для автомобилей: 2101, 2107, Нива
62.43€
Тарелка клапанной пружины верхняя ВАЗ 2101,титан,комплект
Размеры в упаковке (ДхШхВ), мм: 130х80х30 Для автомобилей: 2101, 2107, Нива
135,54€
Верхняя тарелка клапанной пружины ВАЗ 2108 Д16Т, выбег 1 мм, комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х20 Для автомобилей: 2108, 2110, 2114, Гранта 2190, Калина 1118, Приора 2170
62,43€
Верхняя тарелка клапанной пружины ВАЗ 2108 Д16Т, выбег 2 мм, комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х20 Для автомобилей: 2108, 2110, 2114, Гранта 2190, Калина 1118, Приора 2170
39.43€
Верхняя тарелка клапанной пружины ВАЗ 2108 Д16Т, комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х20 Для автомобилей: 2108, 2110, 2114, Гранта 2190, 1118 Калина, Приора 2170
59. 14€
14€
Верхняя тарелка клапанной пружины ВАЗ 2108, титан, комплект
Размеры в упаковке (ДхШхВ), мм: 130х80х30 Для автомобилей: 2108, 2110, 2113, Гранта 2190, Калина 1118
116,58€
Верхняя тарелка клапанной пружины ВАЗ 2112 Д16Т, выбег 1мм, комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х15 Для автомобилей: 2110, 2114, Гранта 2190, Калина 1118, Приора 2170
111,71€
Верхняя тарелка клапанной пружины ВАЗ 2112 Д16Т, выпуск 2мм, комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х15 Для автомобилей: 2110, 2114, Гранта 2190, Калина 1118, Приора 2170
78,86€
Верхняя тарелка клапанной пружины ВАЗ 2112 Д16Т, комплект
Размеры в упаковке (ДхШхВ), мм: 100х100х20 Для автомобилей: 2108, 2110, 2114, Гранта 2190, Калина 1118, Приора 2170
111,71€
Пружина клапана верхняя увеличенная ВАЗ 2112, титан, комплект
Размеры в упаковке (ДхШхВ), мм: 130х80х30 Для автомобилей: 2112, 1119 Калина, Приора 2170
120. 65€
65€
Автомобильный механический цех Art’s
Art’s Automotive механический цех Услуги
Как правило, мы не занимаемся отдельными машинными работами для других магазинов или частных лиц. Мы создали наш механический цех в первую очередь для контроля затрат, времени ремонта и качества машинной обработки автомобилей, которые мы ремонтируем здесь, в Art’s. Мы выполним нестандартный тормозной диск, маховик, восстановление поверхности головки или испытание под давлением, но в большинстве случаев мы рекомендуем вам доверить свое машинное дело компании Hasselgren Engineering. Их возможности намного превосходят наши, и они, похоже, готовы выполнять несколько небольших работ между высокотехнологичными гоночными моторами.
Капитальный ремонт двигателя
К счастью или к сожалению, в зависимости от того, как на это посмотреть, большинство японских автомобилей настолько стары и изношены к моменту, когда двигатель нуждается в восстановлении, что стоимость автомобиля не покрывает стоимость полная перестройка. В большинстве случаев мы делаем только ремонт двигателя, а не полную переборку. Однако время от времени мы находим владельца, который любит свою машину и хочет, чтобы двигатель работал как новый. Теперь мы предлагаем почти все операции по восстановлению двигателя, необходимые для восстановления его состояния, как у нового, собственными силами.
В большинстве случаев мы делаем только ремонт двигателя, а не полную переборку. Однако время от времени мы находим владельца, который любит свою машину и хочет, чтобы двигатель работал как новый. Теперь мы предлагаем почти все операции по восстановлению двигателя, необходимые для восстановления его состояния, как у нового, собственными силами.
Преимущество ремонта здесь, по сравнению с доставкой восстановленного двигателя к нам, заключается в том, что мы контролируем все аспекты качества. Мы можем быть уверены, что вместо обычного чугуна используются азотированные кольца высшего качества. Мы можем убедиться, что отделка поверхности не только соответствует требованиям производителей, но и превосходит их. Мы можем загерметизировать двигатель способом, который, как мы знаем, будет работать. Мы можем потратить столько времени, сколько необходимо, чтобы получить зазоры такими, какими они были, когда двигатель был новым.
Есть производители двигателей, которые отлично работают. Многие даже лучше нас. К сожалению, есть также несколько очень плохих производителей двигателей, некоторые из которых имеют крупные контракты на восстановление оригинального оборудования. С некоторыми марками вы даже не можете доверять дорогому двигателю, купленному у дилера. Когда мы делаем это сами, мы, по крайней мере, точно знаем, на что ручаемся.
Многие даже лучше нас. К сожалению, есть также несколько очень плохих производителей двигателей, некоторые из которых имеют крупные контракты на восстановление оригинального оборудования. С некоторыми марками вы даже не можете доверять дорогому двигателю, купленному у дилера. Когда мы делаем это сами, мы, по крайней мере, точно знаем, на что ручаемся.
Шлифовка седла клапана
Седла клапана представляют собой стальные вставки, запрессованные в алюминиевую головку. Угол контакта седла с клапаном уменьшен до 45 градусов. Ширина и положение контакта на клапане обычно регулируются с помощью 60-градусной «горловой» фрезы и 30-градусной «верхней» фрезы. Некоторые автомобили используют разные углы; мы всегда следуем оригинальным спецификациям производителя при шлифовке сидений. Внимание, уделяемое обрезке сиденья, влияет на то, как долго продлится восстановление. Наш механик Сандор имеет необходимый опыт и приверженность качеству, чтобы гарантировать, что ваша восстановленная головка будет работать так же, как когда она была новой.
Шлифовка клапана
Мы берем 0,1 рабочего часа за шлифовку клапана. Большинство новых клапанов стоят от 15 до 35 долларов каждый. На 16-клапанной головке шлифовка вместо замены может сэкономить до 475 долларов. По-прежнему имеет смысл шлифовать, когда это возможно. Многие клапаны в новых автомобилях крошечные и не имеют большого запаса хода. Мы шлифуем клапаны только тогда, когда производитель говорит, что это приемлемая процедура, и мы всегда тщательно проверяем клапан на предмет износа перед механической обработкой и соблюдаем минимальную допустимую границу, указанную производителем. Для тех из вас, кто смотрит на картинку и думает: «Вау, это похоже на старую шлифовальную машину для клапанов!», вы правы. Но старое не равно плохое. Это очень хорошо сконструированное устройство Snap On, которое сегодня работает так же хорошо, как и тогда, когда оно было новым. У нас также есть редукционные цанги, и мы можем обрабатывать клапаны со штоками толщиной до 4 мм.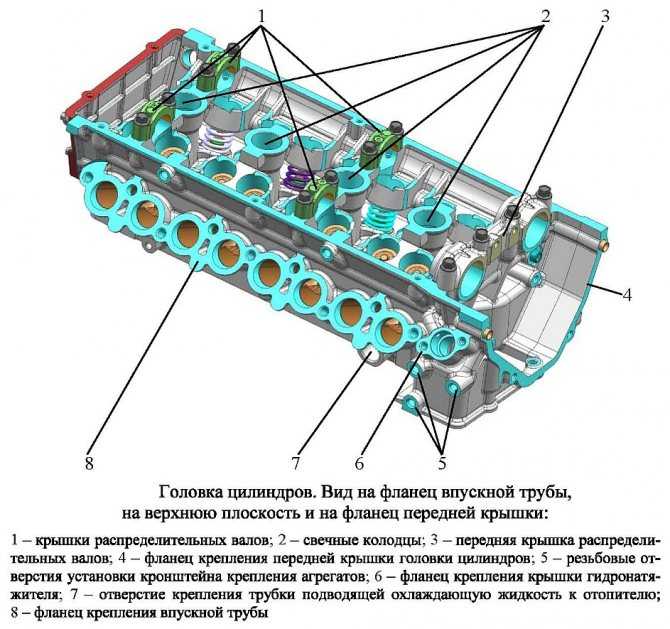
Фрезерование головки блока цилиндров
Это фрезерный станок Kwik-Way 855-5. Я потратил около 40 часов на восстановление и преобразование во фрезу. Направляющие были заново обработаны в Worrell Industries прямо здесь, в Беркли, а шлифовальный камень был заменен фрезерной головкой Jamison. Двигатель траверсы был заменен двигателем постоянного тока с регулируемой скоростью, чтобы снизить скорость подачи до едва заметного проскальзывания. Эта машина теперь производит *очень* гладкую поверхность 15 RA на алюминиевых головках, используя вставку CBN и WD40 в качестве смазки. Hasselgren Racing провела тест на шероховатость поверхности, так как это единственная механическая мастерская в этом районе, у которой есть пролифометр. Недавно мы перешли на вставку из поликристаллического алмаза и высокоэффективный спрей для обработки поверхностей Goodson. Наша поверхность выглядит более гладкой, чем когда-либо, но мы еще не тестировали еще один образец нашей работы. Тем не менее, 15 RA на 5 RA лучше, чем самая низкая характеристика чистоты поверхности, с которой мы сталкивались для двигателей с прокладками MLS до сих пор, поэтому насколько она лучше после нашего перехода на PCD, на самом деле не имеет значения.
Расточка цилиндра
Если износ стенки цилиндра выходит за пределы допусков изготовителя, ее необходимо расточить с запасом для использования с поршнями увеличенного размера. Растачивание должно сопровождаться несколькими этапами хонингования, чтобы создать поверхность, которая будет удерживать масло для смазки и обеспечивать хорошее уплотнение. Когда это возможно, мы будем следовать процедуре производителя для растачивания и хонингования. Например, для двигателя 5SFE Toyota рекомендует расточку на 0,0008 дюйма (чуть меньше 0,001 дюйма) ниже конечного размера. Затем с помощью жесткого хона с зернистостью 400 доведите отверстие до нужного размера. Однако часто нет опубликованной процедуры. Когда у нас нет доступа к процедуре, которую мы расточили до 0,002 дюйма под готовый размер, удалите дополнительный 0,0015 дюйма с помощью точилки Sunnen с зернистостью 280, затем удалите последний 0,0005 дюйма с помощью точилки Sunnen с зернистостью 400, чтобы создать плато. заканчивать. Мы следуем этому с нейлоновым ультрафинишным мягким хонингованием против часовой стрелки, чтобы удалить сложенный или порванный металл, оставшийся в процессе хонингования. После завершения растачивания и хонингования стенки цилиндра тщательно очищают горячей мыльной водой.
заканчивать. Мы следуем этому с нейлоновым ультрафинишным мягким хонингованием против часовой стрелки, чтобы удалить сложенный или порванный металл, оставшийся в процессе хонингования. После завершения растачивания и хонингования стенки цилиндра тщательно очищают горячей мыльной водой.
Настил блоков цилиндров
Иногда поверхность блока цилиндров необходимо обновить. Деформация деки чаще встречается на Subaru и других алюминиевых блоках с втулками, но может случиться с любым типом блока. Мы можем обрабатывать большинство 4-цилиндровых и рядных 6-цилиндровых блоков, но в настоящее время мы не можем обрабатывать блоки V6 и V8.
Шлифовка головки блока цилиндров
**УСТАРЕВШАЯ ПРОЦЕДУРА**
Одно время мы использовали плоскошлифовальный станок для обработки головок цилиндров. Для плоской шлифовки цилиндра используется лента из карбида кремния с зернистостью 80. Поскольку это «сухая» машина без циркулирующей охлаждающей жидкости/смазки, мы покрываем ремень средством Goodson’s Grind Aid. Это улучшило качество поверхности, которое мы получаем на этой машине. Однако во многих случаях используются прокладки MLS (многослойная сталь), которые требуют очень гладкой поверхности. Какое-то время мы притирали, чтобы получить гладкую поверхность, как у оригинала, но это было очень трудоемко. Теперь, когда у нас есть головная фреза со вставками PCD и CBN, мы редко используем эту машину для чего-либо, кроме шлифовки выпускных коллекторов.
Это улучшило качество поверхности, которое мы получаем на этой машине. Однако во многих случаях используются прокладки MLS (многослойная сталь), которые требуют очень гладкой поверхности. Какое-то время мы притирали, чтобы получить гладкую поверхность, как у оригинала, но это было очень трудоемко. Теперь, когда у нас есть головная фреза со вставками PCD и CBN, мы редко используем эту машину для чего-либо, кроме шлифовки выпускных коллекторов.
Головка блока цилиндров Притирка
**УСТАРЕВШАЯ ПРОЦЕДУРА**
Двигатели с прокладками MLS требуют покрытия с очень низким среднеквадратичным значением для надлежащей герметизации. Поскольку зернистость 80 является самой тонкой лентой, изготавливаемой в настоящее время для ленточных шлифовальных станков, мы используем гранитную поверочную плиту (прецизионно обработанная гранитная плита, отшлифованная до идеально плоской толщины 0,00001″, изначально предназначенная в качестве основы для измерения). Мы наносим притирочный состав с зернистостью 400, затем 800, а затем 1200 на пластину, а затем перемещаем головку блока цилиндров в виде восьмерки, пока поверхность не станет очень гладкой. Изначально мы были обеспокоены тем, что этот метод создаст выпуклую поверхность на головке блока цилиндров. Тем не менее, мы не обнаружили заметного изменения плоскостности головок цилиндров, которое мы наблюдали до сих пор, и на самой пластине не наблюдается заметного износа. Эта техника физически утомительна, но дает красивый результат.
Изначально мы были обеспокоены тем, что этот метод создаст выпуклую поверхность на головке блока цилиндров. Тем не менее, мы не обнаружили заметного изменения плоскостности головок цилиндров, которое мы наблюдали до сих пор, и на самой пластине не наблюдается заметного износа. Эта техника физически утомительна, но дает красивый результат.
Замена направляющей клапана
Если расстояние между направляющей и штоком клапана слишком велико, это вызывает две проблемы: во-первых, седло клапана не может быть отрезано по центру, и во-вторых, двигатель потребляет больше масла, чем необходимо. О состоянии направляющих клапанов нельзя узнать, пока ГБЦ не будет снята с автомобиля и не будут измерены направляющие. Это означает, что когда мы обнаруживаем изношенные направляющие, нам необходимо позвонить вам для получения дополнительного разрешения на замену направляющих. Изношенные выпускные направляющие встречаются чаще, чем изношенные впускные, потому что выпускные клапаны нагреваются намного сильнее, чем впускные. Чтобы снять направляющие, нагреваем головку до 200 градусов (F), затем выбиваем направляющие с помощью отвертки, приводимой в действие пневматическим молотком. Чтобы установить направляющие, мы повторно нагреваем и охлаждаем направляющие клапанов перед тем, как вставить их обратно.
Чтобы снять направляющие, нагреваем головку до 200 градусов (F), затем выбиваем направляющие с помощью отвертки, приводимой в действие пневматическим молотком. Чтобы установить направляющие, мы повторно нагреваем и охлаждаем направляющие клапанов перед тем, как вставить их обратно.
Расширение направляющей клапана
Входит в стоимость замены направляющей клапана. Размер новой направляющей клапана должен соответствовать указанному изготовителем масляному зазору. Это делается путем измерения штока клапана, добавления характеристик масляного зазора и использования развертки нужного размера для обрезания направляющей по размеру.
Пенетрантная краска Проверка наличия трещин
Первым шагом является очистка головки блока цилиндров. Необходимо соблюдать осторожность, чтобы не покрыть трещины проволочной щеткой. Алюминий — довольно мягкий металл, и энергичная очистка щеткой может фактически скрыть трещины, делая их незаметными для красителя. Затем на проверяемый участок распыляют проникающую краску и дают впитаться в течение 5 минут или около того. После замачивания весь краситель вытирается салфеткой. После того, как головка очищена, на нее распыляется проявитель. Трещины будут отображаться красными линиями. Простое выполнение движений пенетранта не гарантирует, что вы найдете трещину. Ключом к успеху является очень тщательный осмотр. Краска — это всего лишь инструмент, который немного облегчает поиск трещин. Реальный способ обнаружения трещин — это тщательность и опыт человека, проводящего тест, а не сам тест.
Затем на проверяемый участок распыляют проникающую краску и дают впитаться в течение 5 минут или около того. После замачивания весь краситель вытирается салфеткой. После того, как головка очищена, на нее распыляется проявитель. Трещины будут отображаться красными линиями. Простое выполнение движений пенетранта не гарантирует, что вы найдете трещину. Ключом к успеху является очень тщательный осмотр. Краска — это всего лишь инструмент, который немного облегчает поиск трещин. Реальный способ обнаружения трещин — это тщательность и опыт человека, проводящего тест, а не сам тест.
Теперь, когда у нас есть прибор для проверки давления головки блока цилиндров, мы почти всегда проверяем давление вместо проверки красителя. Тестер давления обнаружит трещины или пористость под седлами клапанов, которые было бы невозможно обнаружить с помощью красителя.
Краска все же пригодится. Это удобно для проверки пластиковых шестерен распредвала, установленных на Subaru 2.5 DOHC EJ25 1996-1999 годов, а также других деталей, кроме головок цилиндров.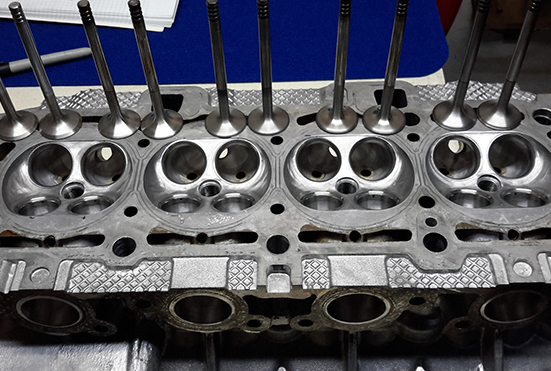
Испытание под давлением головки блока цилиндров
Испытание под давлением является лучшим методом проверки на наличие трещин, поскольку трещины в невидимых областях все еще могут быть обнаружены, например, под седлом клапана или на полпути к отверстию под болт в головке. Это тестер давления Axe, который мы купили подержанным. Для каждой новой головки не требуется специальный набор пластин. Он использует 20 универсальных палубных пластин и универсальных пластин для блокировки портов различных размеров. Он охватывает 95% процентов всех голов и 100% голов мы ремонтируем здесь у Арта. Чтобы проверить наличие трещин, мы блокируем все порты системы охлаждения, затем создаем давление в водяной рубашке до 40 фунтов на квадратный дюйм (примерно в 3 раза больше нормального давления в системе охлаждения). Затем мы погружаем головку в нагретую воду, чтобы довести головку до нормальной рабочей температуры и облегчить обнаружение утечек по следу пузырьков.
Шлифовальный станок с маховиком
Компания Art купила этот станок с маховиком в 1990-х годах, и он более чем себя окупил.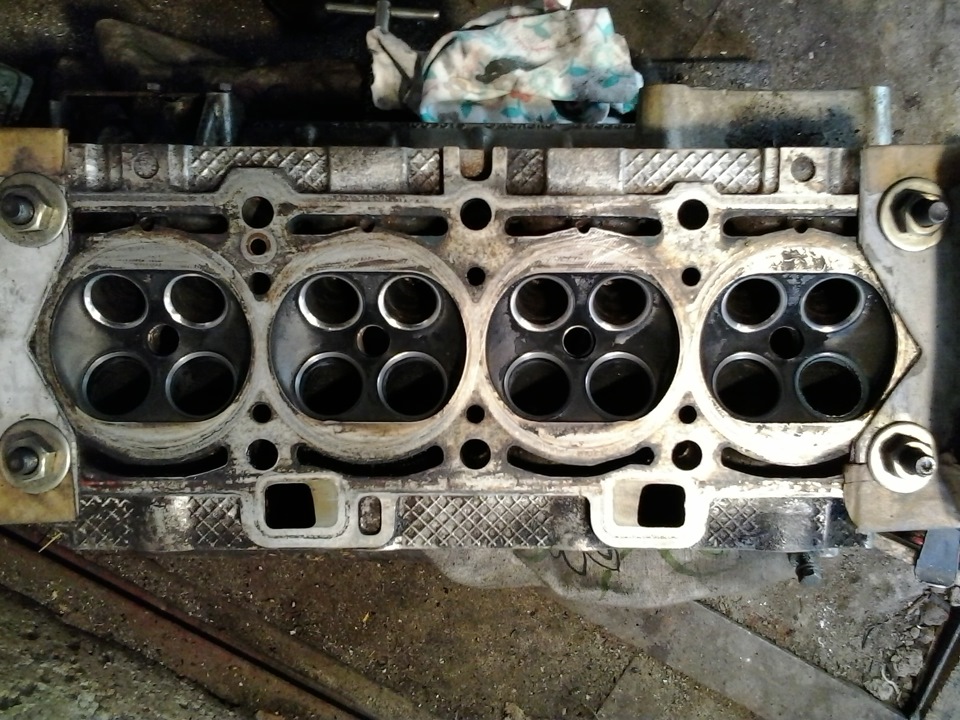 Покупка дорогой одноразовой машины может быть немного рискованной для независимого магазина. Тем не менее, возможность обрабатывать маховик на месте при каждой работе со сцеплением позволила нам предложить более качественную работу со сцеплением за один день, не выезжая в ремонтную мастерскую и обратно и не беспокоясь о том, сделает ли слесарь маховик за короткое время. время.
Покупка дорогой одноразовой машины может быть немного рискованной для независимого магазина. Тем не менее, возможность обрабатывать маховик на месте при каждой работе со сцеплением позволила нам предложить более качественную работу со сцеплением за один день, не выезжая в ремонтную мастерскую и обратно и не беспокоясь о том, сделает ли слесарь маховик за короткое время. время.
Мы только что перешли с камней из карбида кремния на алмазные фрезы и очень довольны результатами. Алмазный отрезной круг режет маховик намного быстрее и оставляет на маховике привлекательный острый выступ и очень красивую поверхность.
Тормозной диск и шлифовка барабана
Мы рекомендуем шлифовать тормозной диск при каждой замене колодок. Некоторые производители (например, Subaru) в настоящее время рекомендуют повторно использовать роторы как есть или заменять их. Их беспокоит то, что многие магазины не смогут произвести подходящую отделку поверхности.
На нашем токарном станке Hunter мы можем обрабатывать роторы с шероховатостью более 60 микродюймов (согласно измерению с помощью измерителя шероховатости поверхности). Затем мы используем шлифовальный диск с зернистостью 150, чтобы нанести перекрестную штриховку и улучшить отделку примерно до 45 микродюймов. Это сопоставимо с отделкой новых высококачественных тормозных дисков и намного лучше, чем у некоторых более дешевых брендов.
Затем мы используем шлифовальный диск с зернистостью 150, чтобы нанести перекрестную штриховку и улучшить отделку примерно до 45 микродюймов. Это сопоставимо с отделкой новых высококачественных тормозных дисков и намного лучше, чем у некоторых более дешевых брендов.
Прессование втулок и подшипников
Для ремонта рычагов подвески и других компонентов подвески доступно множество втулок. Наши клиенты могут сэкономить много денег, ремонтируя детали подвески, а не заменяя их. Рычаги, изображенные справа, новые стоили 262 доллара, а втулки стоили всего 26 долларов, что составляет одну десятую стоимости. Возможность выполнять этот тип работы на дому означает, что мы можем получать и сдавать автомобили в один и тот же день, а не полагаться на милость поставщика субаренды. Мы также прессуем собственные подшипники и шестерни.
Сварочный ремонт может сэкономить много денег по сравнению с покупкой новых деталей, а в некоторых случаях прочность детали может быть увеличена по сравнению с оригиналом. Теперь у нас есть сварочный аппарат Lincoln Electric Precision TIG 375, и мы предлагаем больше сварки алюминия, включая ремонт головки блока цилиндров. Сварка также очень удобна для чрезвычайных ситуаций в пятницу вечером; треснувший корпус термостата, из-за которого клиент может остаться без машины на выходные, можно в один миг починить с помощью сварочного аппарата TIG на месте.
Теперь у нас есть сварочный аппарат Lincoln Electric Precision TIG 375, и мы предлагаем больше сварки алюминия, включая ремонт головки блока цилиндров. Сварка также очень удобна для чрезвычайных ситуаций в пятницу вечером; треснувший корпус термостата, из-за которого клиент может остаться без машины на выходные, можно в один миг починить с помощью сварочного аппарата TIG на месте.
Окси/ацетилен
Мы редко свариваем кислородно-ацетиленовую сварку. Мы в основном используем его для нагрева и резки.
GTAW (TIG)
Сварка TIG аналогична кислородно-ацетиленовой сварке тем, что горелку держат одной рукой, а присадку добавляют другой. Тепло может быть добавлено без добавления без добавления наполнителя. Если вы заметили плохой сплав в секции, которую вы сварили, вы можете просто вернуться и переплавить секцию. Силу тока можно регулировать с помощью ножного управления, чтобы компенсировать накопление тепла в заготовке во время сварки. Можно использовать любой наполнительный материал без необходимости замены катушек или вкладышей.
Можно использовать любой наполнительный материал без необходимости замены катушек или вкладышей.
GMAW (MIG)
Мы используем MIG для сварки стали. Это самый простой и быстрый процесс, с его помощью получаются более мелкие и привлекательные шарики, чем у оксиацетилена.
Это изображение гибкого соединения, которое мы приварили к каталитическому нейтрализатору Camry 49 State. Старый гибкий шарнир треснул и начал течь. Новый преобразователь стоил 1100 долларов, только за деталь! Поскольку остальная часть трубы была в относительно хорошем состоянии, мы смогли приварить гибкое соединение вторичного рынка примерно за треть стоимости новой детали. Для этой работы мы использовали сварочный аппарат TIG, так как эта область выхлопа подвергается высоким нагрузкам, и мы хотели быть уверены, что наша работа выдержит испытание временем. Сварочный аппарат TIG использует высокочастотный импульс для запуска дуги и иногда может повредить чувствительное электронное оборудование (хотя это очень редко).